80. Сечение среза при фрезеровании цилиндрическими фрезами с косыми винтовыми зубьями.
толщина среза для фрезы с винтовыми зубьями подсчитывается, так же как и для фрез с прямыми зубьями, т. е. аψ = Sz sin ψ
Но эта толщина будет переменной не
только вдоль длины дуги контакта, но и вдоль длины режущего луба l, так как вследствие винтового расположения режущих лезвий под углом ω мгновенные углы контакта различны, т. е. ψ1<ψ2.
В подтверждение произведем не проектирование, а развертку фрезы на плоскость (рис. 12.8). Обозначим через / сечение среза, снимаемого одним зубом фрезы, а через l — длину ее зуба.
Возьмем на лезвии зуба точку на расстоянии х от его конца. Элементарный участок лезвия зуба dx срезает слой толщиной ах п поперечным сечением



Или
В
свою очередь площадь среза, снимаемого
одним винтовым зубом фрезы, будет
равна

а
для m
зубьев: 
81. Понятие о равномерности фрезерования
Чтобы увеличить плавность и равномерность работы цилиндрической фрезы, режущие лезвия ее зубьев располагают по винтовым линиям. При работе фрезами с винтовыми зубьями можно подобрать такие условия, при которых суммарное сечение среза для всех зубьев, работающих в данный момент времени, будет постоянным. В этом случае и достигается равномерность фрезерования.
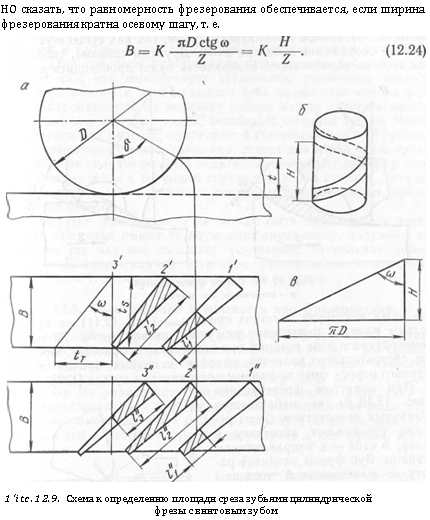
Для фрез с винтовыми зубьями различают торцевой шаг
зубьев t=(πD)/Z и осевой ts шаг, равный шагу развернутой винтовой линии, деленный на число зубьев. В свою очередь (рис. 12,9, а, в)
где H — шаг винтовой линии зуба фрезы (рис. 12.9, б).
На развертке поверхности резания (рис. 12.9, а) суммарная мгновенная длина активной режущей части зубьев
 const
const
где

 —
длина активной режущей части каждого
зуба.
—
длина активной режущей части каждого
зуба.
Равномерное фрезерование будет осуществлено при условии, если B = Kts, где ts— осевой шаг зубьев фрезы; К— некоторое целое число; В — ширина фрезерования. Другими словами, можно сказать, что равномерность фрезерования обеспечивается, если ширина фрезерования кратна осевому шагу, т. е.
Так как при различной ширине заготовок это условие не всегда выдерживается, рекомендуется конструировать фрезы со значением К=2—3. В этом случае колебания сил резания не превышают 20%, что считается допустимым.