

47.Экспериментальные методы определения силы резания. Схемы динамометров.
Динамометр- прибор для измерения сил резания. Независимо от конструкции они состоят из следующих основных частей: 1. Датчика, воспринимающего нагрузку. Упругая деформация датчика непосредственно или с использованием связанных с ней явлений служит основой для измерения сил резания; 2.приемника,осуществляющего регистрацию нагрузки; 3. Вспомогательных звеньев, связывающих датчик с приемником. Динамометры подразделяются на 3 гр: гидравлические, механические, электрические.
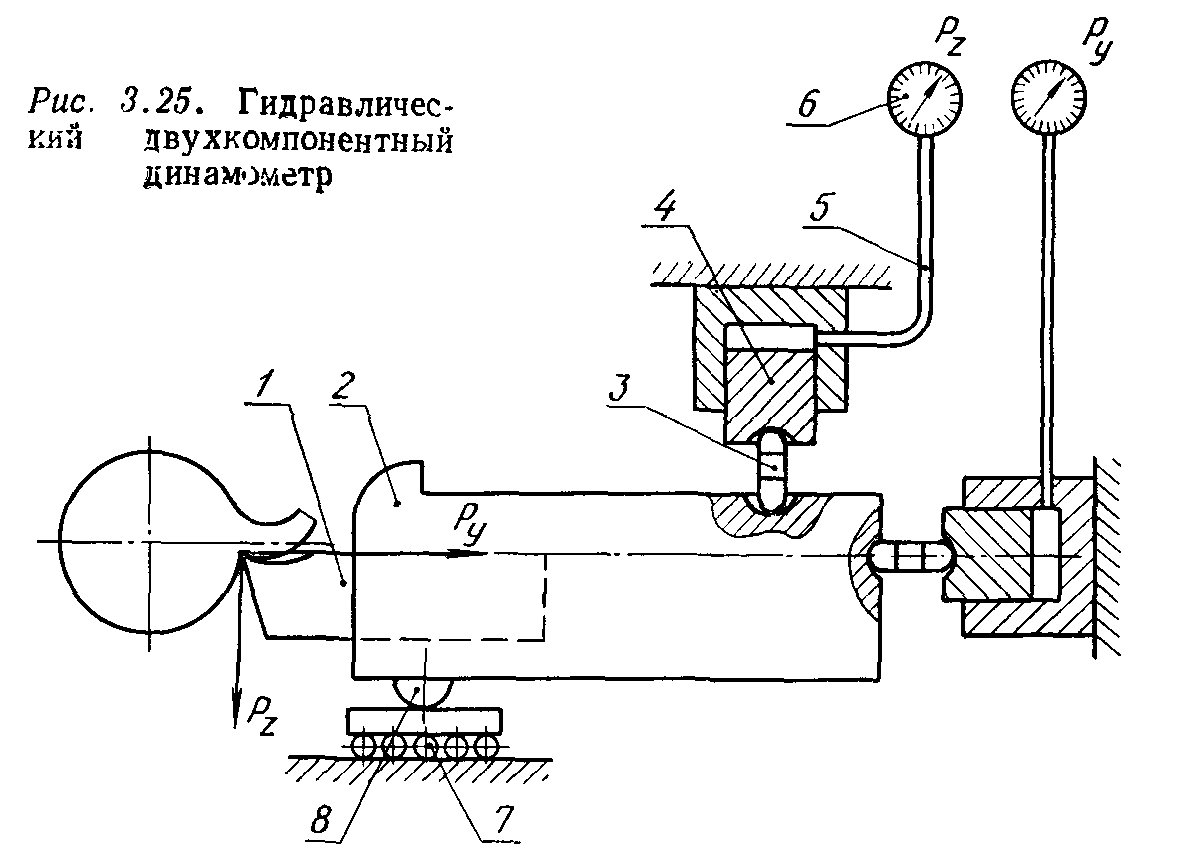
 Гидравлические
динамометры. Резец 1 укреплен в коробке,
2 которая может качаться относ. опоры
8, а также перемещ. на шариках 7 в
горизонтальной плоскости. Под действием
силы Рz
коробка стремится повернуться и давит
через стержень 3 на поршень 4. Последний
под давлением вытесняет глицерин из
цилиндра через трубку 5 в манометр 6,
снабженный самопишущим механизмом.
Измер. силы Ру произв-ся аналог. образом
при гориз. перемещ. коробки.
Гидравлические
динамометры. Резец 1 укреплен в коробке,
2 которая может качаться относ. опоры
8, а также перемещ. на шариках 7 в
горизонтальной плоскости. Под действием
силы Рz
коробка стремится повернуться и давит
через стержень 3 на поршень 4. Последний
под давлением вытесняет глицерин из
цилиндра через трубку 5 в манометр 6,
снабженный самопишущим механизмом.
Измер. силы Ру произв-ся аналог. образом
при гориз. перемещ. коробки.
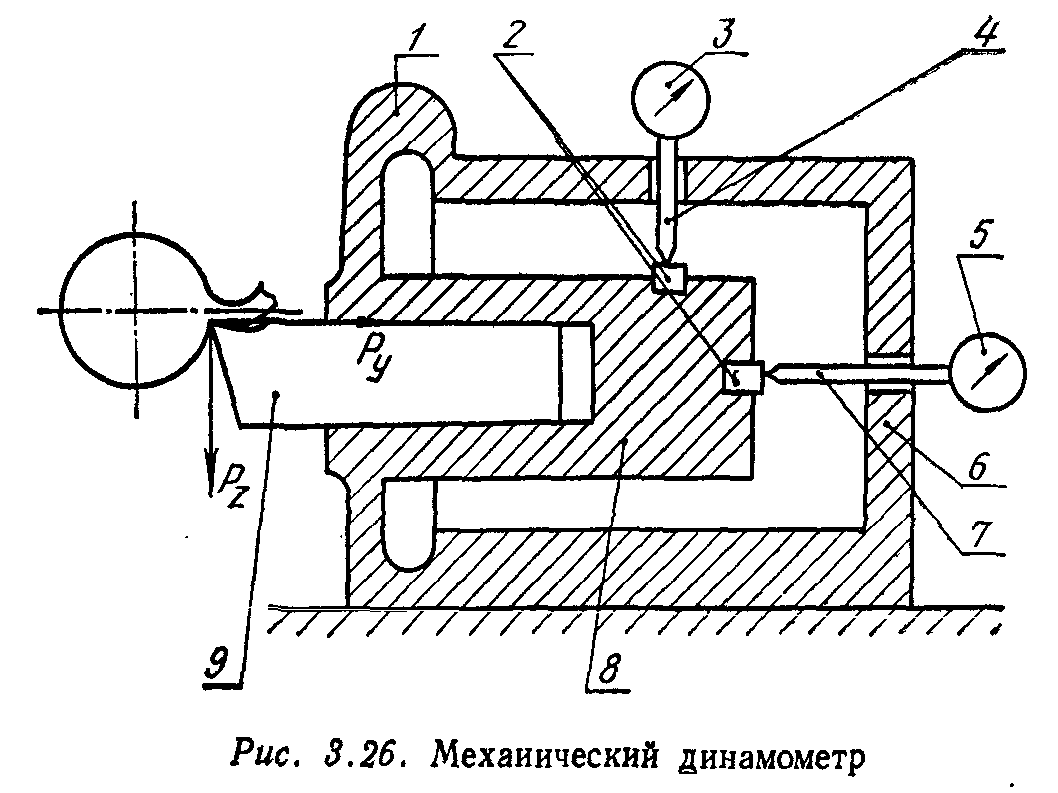
Механический динамометр. Под действием сил резания на резец 9 резцедержатель 8 вследствие деформации упругих стенок 1 корпуса 6 перемещается. Эти перемещения через сухари 2 и ножки индикатора 4,7 фиксируются индикаторами 3 и 5.
Электрические динамометры явл. наиболее чувствительными приборами, т.к. они мало инерционны и позволяют с помощью осциллографа производить запись на пленку быстропротекающих процессов за тысячные и стотысячные доли секунды. Они преобразуют механическое воздействие сил резания в легко измеряемые электрические величины. Виды электрических датчиков: емкостные, индуктивные, тензометрические.
48.Обработка экспериментальных данных по методу среднего арифметического (на примере зависимости Рх=f(t)).
среднее арифметическое— это сумма всех чисел в этом наборе, делённая на их количество.
Общее уравнение имеет вид: K=k1+k2+k3…+kn/n
Уравнение прямой y=kx; k=y/x
Частная зависимость по глубине резания определяется Px=f(t) при s=const v=const
Pz |
Pz1 |
Pz2 |
… |
Pzn |
t |
t1 |
t2 |
… |
tn |

Pz=c1t ; где с- постоянный коэффициент
C1=c11+c12+c13…+cn/n
49. Методика обработки экспериментальных данных по методу наименьших квадратов и получение частной зависимости Pz =f(s).
Метод наименьших квадратов (МНК) позволяет по экспериментальным данным подобрать такую аналитическую функцию, которая проходит настолько близко к экспериментальным точкам, насколько это возможно.В общем случае задачу можно сформулировать следующим образом.Пусть в результате эксперимента были получены некая экспериментальная зависимость
y(x) , представленная в таблице
у |
У1 |
У2 |
У3 |
… |
уn |
х |
Х1 |
Х2 |
Х3 |
… |
хn |
У=У0+КХ

Ошибки:
Е1=у1-у0-кх1
Е2=у0+кх2-у2=-(у2-у0 –кх2)
Е3=у3-у0-кх3
……………………………………….
Еn=уn-у0-кхn
Е12=у12+у02+к2 х12-2у1у0-2у1кх1+2у0кх1
Е22=у22+у02+к2 х22-2у2у0-2у2кх2+2у0кх2
……………………………………………………..
Е n2=у n 2+у02+к2 х n 2-2у n у0-2у n кх n +2у0кх n
∑Е2= ∑ у2+n у02+ к2∑ x2-2 у0∑ у-2 к∑x у+2 у0 к∑ x
ƌE2/ƌ у0=2n у0-2 ∑ y+2k ∑x=0
∑ y=n у0+ k ∑x
y (с чёрточкой сверху)=y0+k x(с чёрточкой сверху)
с этой формулы у0=у (с чёрточкой сверху) – к х(с чёрточкой сверху)
ƌE2/ƌ к=2к∑x2 -2 ∑х y+2 у0 ∑x=0
∑xу=к∑x2+ у0 ∑x
∑xу=к∑x2+ у(с чёрточкой сверху) ∑x-к х(с чёрточкой сверху) ∑x
к =∑xу- у(с чёрточкой сверху) ∑x/∑x2- х(с чёрточкой сверху) ∑x
у0=у(с чёрточкой сверху)-к х(с чёрточкой сверху)
PZ=f(s), t=const ,v=const

PZ |
PZ1 |
PZ2 |
… |
PZn |
S |
S1 |
S2 |
… |
Sn |
PZ=C2SyPZ
В данном случае используется идея линеорезации искаемой функции
lgPZ=lg C2+y2lgS превращается в прямую
lgPZ |
lgPZ1 |
lgPZ2 |
… |
lgPZn |
lgS |
lgS1 |
lgS2 |
… |
lgSn |

k = yPz =∑ lgS lgPZ- lgPZ(с черточкой сверху) ∑ lgS / ∑ (lgS)2 – lgS(с черточкой сверху) ∑ lgS
yPz=0.75
50. Методика обработки экспериментальных данных по методу наименьших квадратов и получение частной зависимости Pz =f(v).
Метод наименьших квадратов (МНК) позволяет по экспериментальным данным подобрать такую аналитическую функцию, которая проходит настолько близко к экспериментальным точкам, насколько это возможно. В общем случае задачу можно сформулировать следующим образом. Пусть в результате эксперимента были получены некая экспериментальная зависимость
y(x) , представленная в таблице
у |
У1 |
У2 |
У3 |
… |
уn |
х |
Х1 |
Х2 |
Х3 |
… |
хn |
 У=У0+КХ
У=У0+КХ
Ошибки:
Е1=у1-у0-кх1
Е2=у0+кх2-у2=-(у2-у0 –кх2)
Е3=у3-у0-кх3
……………………………………….
Еn=уn-у0-кхn
Е12=у12+у02+к2 х12-2у1у0-2у1кх1+2у0кх1
Е22=у22+у02+к2 х22-2у2у0-2у2кх2+2у0кх2
……………………………………………………..
Е n2=у n 2+у02+к2 х n 2-2у n у0-2у n кх n +2у0кх n
∑Е2= ∑ у2+n у02+ к2∑ x2-2 у0∑ у-2 к∑x у+2 у0 к∑ x
ƌE2/ƌ у0=2n у0-2 ∑ y+2k ∑x=0
∑ y=n у0+ k ∑x
y (с чёрточкой сверху)=y0+k x(с чёрточкой сверху)
с этой формулы у0=у (с чёрточкой сверху) – к х(с чёрточкой сверху)
ƌE2/ƌ к=2к∑x2 -2 ∑х y+2 у0 ∑x=0
∑xу=к∑x2+ у0 ∑x
∑xу=к∑x2+ у(с чёрточкой сверху) ∑x-к х(с чёрточкой сверху) ∑x
к =∑xу- у(с чёрточкой сверху) ∑x/∑x2- х(с чёрточкой сверху) ∑x
у0=у(с чёрточкой сверху)-к х(с чёрточкой сверху)
PZ=f(v), t=const ,s=const
Проведём серию экспериментов с разными значениями v
PZ |
PZ1 |
PZ2 |
… |
PZn |
V |
V1 |
V2 |
… |
Vn |
PZ= C3Vq
PZ =C3

(Здесь V в м/мин)
lgPZ |
lgPZ1 |
lgPZ2 |
… |
lgPZn |
lgV |
lgV1 |
lgV2 |
… |
lgVn |

(здесь V в об/мин)
PZ= C3VZPz
к = zPz =∑ lgV lgPZ - lgPZ ∑ lgV / ∑( lgV )2 – lgV(с чёрточкой сверху) ∑ lgV
При обработки стали твёрдосплавным инструментом зафиксировали,что zPz=-0.15