

29.Расчеты высоты гребешков шероховатости при резании резцом с точечной вершиной.
В современно машиностроении к выпускаемой продукции предъявляются высокие требования. Эксплуатационные показатели отдельных деталей, образующих механизмы и узлы машин, зависит не только от вида материала, и от того, как и по какому технологическому процессу они изготовлены. Под качеством поверхности детали понимают свойства её поверхностного слоя, которые формируются в результате воздействия на поверхность одного или нескольких последовательно применяемых технологических методов обработки. Качество поверхности детали определяется геометрическими и физико-механическими характеристиками поверхностного слоя. Классификация показателей качества поверхностей деталей приведена на рисунке
Ш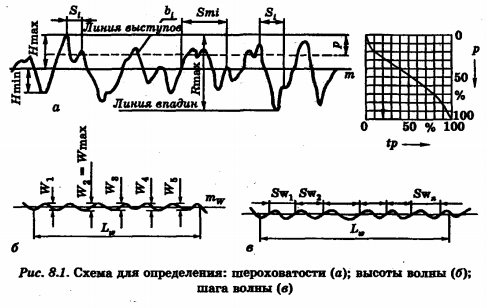 ероховатость
поверхности определяет собой совокупность
неровностей с относительно малыми
шагами, образующих рельеф в пределах
базовой длины. Микронеровности формируются
в результате взаимодействия обрабатываемой
поверхности и элементов режущего
инструмента или обрабатывающих сред
.Оценка шероховатости поверхности может
производиться по 6 параметрам: Ra
– среднее арифметическое отклонение
профиля. Rz
– Высота неровностей профиля по десяти
точкам, Rmax
– наибольшая высота неровностей
профиля(расстояния между линией выступов
и впадин в пределах базовой длины), Sm
-средний шаг неровностей профиля, S
– ср. шаг неровности профиля по веришинам.,
tp
–относительная опорная длина профиля.,
W
- волнистость.
ероховатость
поверхности определяет собой совокупность
неровностей с относительно малыми
шагами, образующих рельеф в пределах
базовой длины. Микронеровности формируются
в результате взаимодействия обрабатываемой
поверхности и элементов режущего
инструмента или обрабатывающих сред
.Оценка шероховатости поверхности может
производиться по 6 параметрам: Ra
– среднее арифметическое отклонение
профиля. Rz
– Высота неровностей профиля по десяти
точкам, Rmax
– наибольшая высота неровностей
профиля(расстояния между линией выступов
и впадин в пределах базовой длины), Sm
-средний шаг неровностей профиля, S
– ср. шаг неровности профиля по веришинам.,
tp
–относительная опорная длина профиля.,
W
- волнистость.
Свободным называется резание, при котором в работе участвует только главное реж-ее лезвие (вершина резца не участвует).
а- толщина среза-это кратчайшее расстояние между 2 соседними положениями резца.
в – ширина среза - это длинна контакта режущей кромки с заготовкой.
П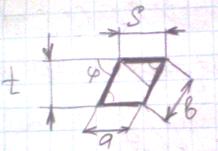 ри
свободном резании:
fс.р
ри
свободном резании:
fс.р
а=s *sin f
b=t/sinf
fс.р.=t*s=a*b
Если f= 90, тогда a=s, b=t,сечение – треугольник.
П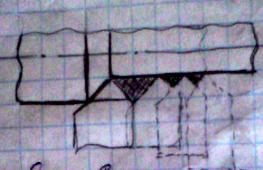 ри
несвободном резании.
ри
несвободном резании.
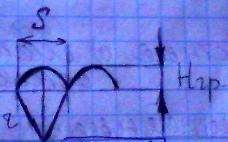
f HP = fс.р.- fгр= t *s-(1/2*S*Hгр)=t*S
fгр - гребешок
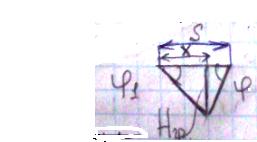
tgf1=Hгр/x
tgf=Hгр/S-x.
x= Hгр/ tgf1
tg f= Hгр/ (S- Hгр/ tgf1)= Hгр*tgf1/(S* tgf1- Hгр)
S tgf* tgf1- Hгр* tgf1= H tgf1
Hгр=S*( tgf* tgf1/ tgf+ tgf1) - Высота шероховатости
f=45,60,75,90,95 градусов
30.Расчеты высоты гребешков шероховатости при резании резцом с радиусной вершиной.
В современно машиностроении к выпускаемой продукции предъявляются высокие требования. Эксплуатационные показатели отдельных деталей, образующих механизмы и узлы машин, зависит не только от вида материала, и от того, как и по какому технологическому процессу они изготовлены. Под качеством поверхности детали понимают свойства её поверхностного слоя, которые формируются в результате воздействия на поверхность одного или нескольких последовательно применяемых технологических методов обработки. Качество поверхности детали определяется геометрическими и физико-механическими характеристиками поверхностного слоя. Классификация показателей качества поверхностей деталей приведена на рисунке
Ш ероховатость поверхности определяет собой совокупность неровностей с относительно малыми шагами, образующих рельеф в пределах базовой длины. Микронеровности формируются в результате взаимодействия обрабатываемой поверхности и элементов режущего инструмента или обрабатывающих сред .Оценка шероховатости поверхности может производиться по 6 параметрам: Ra – среднее арифметическое отклонение профиля. Rz – Высота неровностей профиля по десяти точкам, Rmax – наибольшая высота неровностей профиля(расстояния между линией выступов и впадин в пределах базовой длины), Sm -средний шаг неровностей профиля, S – ср. шаг неровности профиля по веришинам., tp –относительная опорная длина профиля., W - волнистость.
Свободным называется резание, при котором в работе участвует только главное реж-ее лезвие (вершина резца не участвует).
И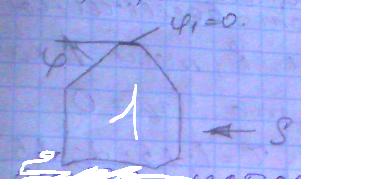
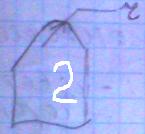 з-за
высокой вибрации отказались от такого
типа кромки(1). Вместо этого используют(2)
с закругленным радиусом.
з-за
высокой вибрации отказались от такого
типа кромки(1). Вместо этого используют(2)
с закругленным радиусом.
H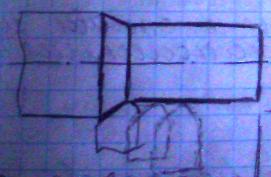 =r-
корень(r2-s2/4)=r-0,5корень(4r2-S2)=
=r-
корень(r2-s2/4)=r-0,5корень(4r2-S2)=
= r-r+S2/8r=
S2/8r.
r-r+S2/8r=
S2/8r.
корень(4r2-S2)= корень(4r2-S2)1/2
4r2=a; s2=b;
[(a-b)n=an-n*an-1*b+(n*(n-2)/1*2)*an-2*b2]
корень(4r2-S2)1/2=(4r2)1/2-1*S2/2(4r2)1/2=2r-s2/4r
В этом случае шероховатость зависит от величины подачи. Чем больше r, тем выше качество. Если r-стремиться к бесконечности , то Нгр=0.
Примерное r =1;1,5;2;2,5