

31. Схема резания при подрезании торца. Технологические и физические параметры обработки. Сечение среза и гребешки шероховатости.
С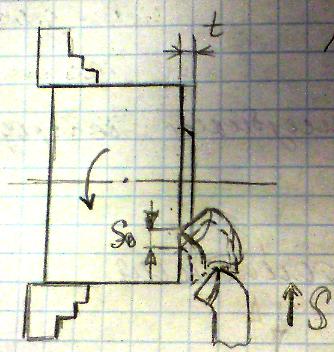 хема
резания при подрезании торца детали.
хема
резания при подрезании торца детали.
( подрезным
резцом).
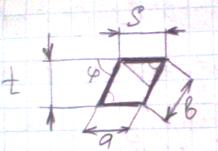
сечением является прямоугольник или
параллелограмм.
подрезным
резцом).
сечением является прямоугольник или
параллелограмм.
Технологические и физические параметры обработки.
Свободным называется резание, при котором в работе участвует только главное режущее лезвие(вершина резца не участвует).
Несвободным называется резание, при котором в работе участвует не только главное, но и вспомогательное режущее лезвие.
(а) Толщина среза – это кратчайшее расстояние между 2 соседними положениями резца.
(в) Ширина среза – это длина контакта режущей кромки с заготовкой.
гребешки шероховатости или шероховатость.
Ш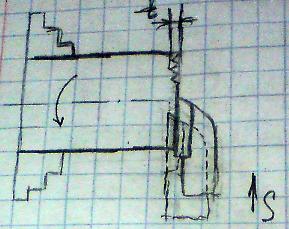 ероховатость
поверхности определяет собой совокупность
неровностей с относительно малыми
шагами, образующих рельеф в пределах
базовой длины. Микронеровности формируются
в результате взаимодействия обрабатываемой
поверхности и элементов режущего
инструмента или обрабатывающих сред .
ероховатость
поверхности определяет собой совокупность
неровностей с относительно малыми
шагами, образующих рельеф в пределах
базовой длины. Микронеровности формируются
в результате взаимодействия обрабатываемой
поверхности и элементов режущего
инструмента или обрабатывающих сред .
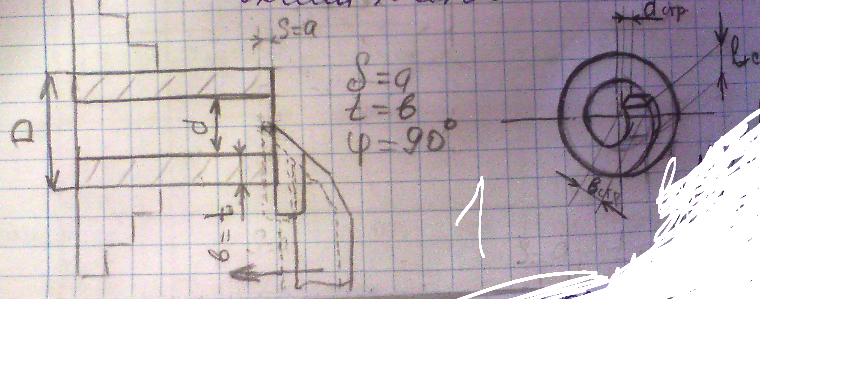
32.Схема резания при растачивании . Технологические и физические параметры обработки. Сечение среза и гребешки шероховатости.
Растачивание — процесс механической обработки внутренних поверхностей расточными резцами для увеличения их диаметра. Осуществляется при помощи токарных, расточных и других металлорежущих станков. При растачивании обычно обрабатываются отверстия, выемки или канавки.
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей: сменная неперетачиваемая пластина; тело расточной правки; хвостовик.
с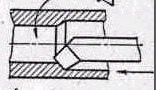 ечение
среза будет являться параллелепипед.
ечение
среза будет являться параллелепипед.
г ребешки
шероховатости при растачивании
ребешки
шероховатости при растачивании
Технологические и физические параметры обработки.
Свободным называется резание, при котором в работе участвует только главное режущее лезвие(вершина резца не участвует).
Несвободным называется резание, при котором в работе участвует не только главное, но и вспомогательное режущее лезвие.
(а) Толщина среза – это кратчайшее расстояние между 2 соседними положениями резца.
(в) Ширина среза – это длина контакта режущей кромки с заготовкой.
33.Схема резания при отрезании. Основные технологические и физические параметры обработки. Сечение среза и гребешки шереховатости.
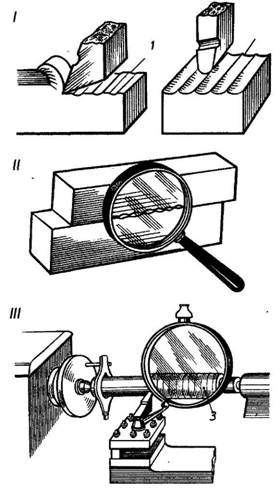
На любой обработанной поверхности при сильном увеличении хорошо заметны следы режущих кромок инструментов и зерен шлифованных кругов в виде близко расположенных друг к другу впадин и гребешков продольных 2 и поперечных 1 (рис. 123, I). Совокупность всех микронеровностей, образующих рельеф поверхности детали, называется шероховатостью.
Величина шероховатости или микронеровностей, определяемая высотой гребешков и глубиной впадин, оказывает весьма существенное влияние на эксплуатационные характеристики деталей — трение, износоустойчивость, прочность, антикоррозионную стойкость и т. д. Чем больше высота неровностей, тем сильнее сцепление между гребешками, а потому при относительном перемещении поверхностей следует затратить некоторую силу, чтобы преодолеть это сцепление, т. е. трение, что ведет к уменьшению КПД машины. Соприкосновение деталей происходит по вершинам выступов микронеровностей (см. рис. 123, II), образующим так называемую контактную поверхность. Контактная поверхность обычно всегда меньше реальной, т. е. общей поверхности детали. Даже после тонкой шлифовки соединяемых деталей контактная поверхность в 2...3 раза меньше номинальной. При обычной же чистовой обработке резцом действительная площадь касания составляет менее 20% реальной.
 В
зависимости от назначения и условий
работы деталей машин допускают
различную шероховатость их поверхности.
И на одной и той же детали шероховатости
ее различных поверхностей могут очень
сильно отличаться друг от друга.
В
зависимости от назначения и условий
работы деталей машин допускают
различную шероховатость их поверхности.
И на одной и той же детали шероховатости
ее различных поверхностей могут очень
сильно отличаться друг от друга.
Почему же нельзя все поверхности деталей делать с минимально возможной шероховатостью? Объясняется это тем, что такая обработка поверхности требует значительных затрат труда. Правильное назначение конструктором шероховатости поверхности, соответствующей условиям работы детали, имеет огромное значение в машиностроении.
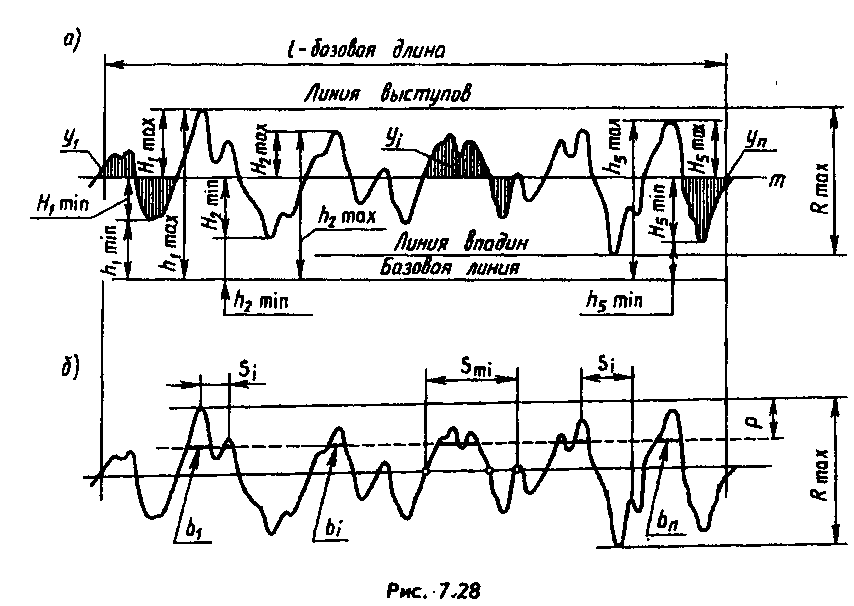
Понятие о параметрах шероховатости поверхности. Стандарт ГОСТ 2789-73 предусматривает шесть параметров.
Высотные:
Ra — среднее арифметическое отклонение профиля;
Rz— высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота профиля.
Шаговые:
S — средний шаг неровностей профиля по вершинам;
Sm — средний шаг неровностей профиля по средней линии: tp — относительная опорная длина профиля.
Все определения параметров приведены в справочном приложении к ГОСТ 2789-73. Остановимся теперь подробнее на двух основных параметрах по ГОСТ 2789-73, обозначаемых символами Rа и Rz. Среднее арифметическое отклонение профиля Ra определяется как среднее значение расстояний отдельных точек профиля Y1, Y2 ... Yn до средней линии гребешков ОХ.
![]()
где: n — число точек;
Y1 ... Yn — расстояние отдельных точек профиля до средней линии ОХ Высоту неровностей профиля по десяти точкам Rz определяют как среднее значение между пятью высшими точками выступов и пятью низшими точками впадин профиля:

где: H1 ... Н10 — перпендикуляры из точек выступов (высших и низших) параллельно линии ОХ. Стандарт ГОСТ 2789-73 устанавливает предельные значения величин Ra и Rz, обозначаемые на чертежах числовой величиной шероховатости в микрометрах (мкм). Пять высших точек выступов и пять низших точек впадин берут в пределах базовой длины l — длины участка поверхности, принятого для измерения шероховатости.
Резцы
для прорезания
наружных канавок. Прорезной
резец показан на рис. 107. Наиболее важным
размером этого резца является ширина
его (длина режущей кромки), которая
выбирается в зависимости от принятого
способа обработки канавки.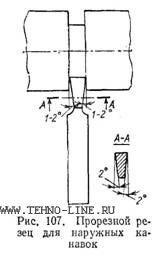 Если
прорезание канавки производится одним
проходом резца, то ширина его берется
равной ширине канавки. Когда обработка
канавки осуществляется двумя проходами
резца, ширина его принимается несколько
больше половины ширины канавки и т. д.
Длина рабочей части резца должна быть
несколько больше (на 2—3 мм) глубины
канавки. Задний угол прорезных резцов
делается равным 12°; вспомогательные
задние углы принимаются равными около
2°; передний угол выбирается, как и для
проходных резцов, в зависимости от
материала резца и материала обрабатываемой
детали. Вспомогательные углы в плане
делаются от 1 до 2°. Чем глубже прорезаемая
канавка, тем больше должны быть этиуглы.
Если
прорезание канавки производится одним
проходом резца, то ширина его берется
равной ширине канавки. Когда обработка
канавки осуществляется двумя проходами
резца, ширина его принимается несколько
больше половины ширины канавки и т. д.
Длина рабочей части резца должна быть
несколько больше (на 2—3 мм) глубины
канавки. Задний угол прорезных резцов
делается равным 12°; вспомогательные
задние углы принимаются равными около
2°; передний угол выбирается, как и для
проходных резцов, в зависимости от
материала резца и материала обрабатываемой
детали. Вспомогательные углы в плане
делаются от 1 до 2°. Чем глубже прорезаемая
канавка, тем больше должны быть этиуглы.
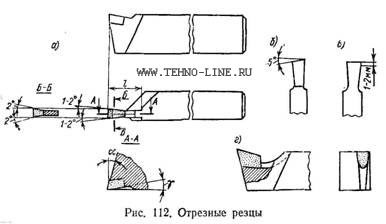 Отрезные
резцы.
Отрезной резец, оснащенный пластинкой
твердого сплава, показан на рис. 112.
Режущая кромка такого резца обычно
делается перпендикулярной к оси головки
резца (рис. 112, а). При этом, однако,
отрезаемая деталь отламывается раньше,
чем резец дойдет до центра, и у нее
остается «хвостик», который после
отрезания приходится спиливать
напильником или срубать зубилом. Для
того чтобы хвостик этот получался у той
части материала, которая зажата в
патроне, режущую кромку резца (рис. 112,
б) скашивают на 5°. При такой форме резца
хвостик остается у части материала,
закрепленной в патроне, и может быть
удален дальнейшей подачей резца вперед.
Отрезные
резцы.
Отрезной резец, оснащенный пластинкой
твердого сплава, показан на рис. 112.
Режущая кромка такого резца обычно
делается перпендикулярной к оси головки
резца (рис. 112, а). При этом, однако,
отрезаемая деталь отламывается раньше,
чем резец дойдет до центра, и у нее
остается «хвостик», который после
отрезания приходится спиливать
напильником или срубать зубилом. Для
того чтобы хвостик этот получался у той
части материала, которая зажата в
патроне, режущую кромку резца (рис. 112,
б) скашивают на 5°. При такой форме резца
хвостик остается у части материала,
закрепленной в патроне, и может быть
удален дальнейшей подачей резца вперед.
Для повышения чистоты поверхности, полученной после отрезания, на задних вспомогательных поверхностях резца делаются фаски (рис. 112, в) шириной 1—2 мм.
.Головка отрезного резца улучшенной конструкции показана на рис. 112, г. В этом случае твердосплавная пластинка благодаря призматической форме опорной поверхности располагается на площади примерно в 1,5 раза большей, чем у обыкновенного резца. Кроме того, призматическая форма опорной поверхности препятствует смещению пластинки под действием боковых сил, возникающих в процессе работы резца. Следует отметить также, что в то время как у обыкновенного отрезного резца (рис. 112, с) длина рабочей части l обычно не превышает 40 мм, у резца, изображенного на рис. 112, г, эта длина делается до 75 мм.Вспомогательные углы в плане у отрезных резцов делаются 1—2°. Задний угол отрезных резцов делается 12°; вспомогательные задние углы принимаются около 2°Все остальные углы и элементы головки этих резцов можно брать такими же, как и у проходных резцов.
Материал отрезных резцов — быстрорежущая сталь и твердые сплавы.