20. Сборные резцы с мнп.
Пластины режущие
Твердосплавные пластины предназначены для обработки поверхностей, а также для придания деталям различных форм. Твердосплавные пластины, как правило, используются в резцах и фрезах. Пластины подразделяют на напаиваемые и сменные; также они могут быть выполнены в различных конфигурациях. У нас Вы имеете возможность приобрести продукцию различной марки сплава; пластины могут быть металлокерамическими, эльборовыми, а также выполненными согласно иной технологии.
Пластины твердосплавные являются сменными частями для режущего инструмента. Каждый сплав твердосплавных пластин применяется для обработки различных материалов — это позволяет качественно выполнять необходимую работу путём замены одной пластины на другую. Твердосплавные пластины находят применение в изготовлении металлорежущего, бурового инструмента.
Твердые сплавы — это твердый износостойкий металл, который сохраняет свои свойства даже при очень высоких температурах (до 1150°С).
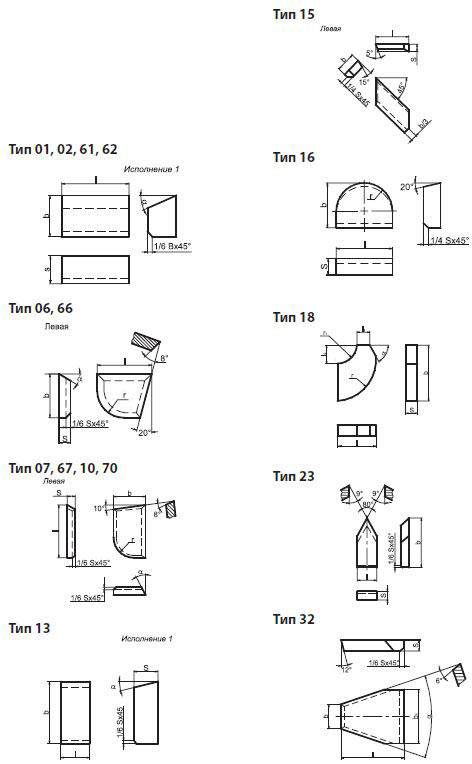
Сменные многогранные пластины обладают следующими преимуществами: многократное использование державки, устранение переточек, устранение пайки, сокращение времени смены инструмента, формирование передней грани на стадии изготовления пластины, возможность упрочнения пластин. Согласно ГОСТ 19042-80 многогранные пластины разделяются на режущие, опорные и стружколомы. Первые используют для изготовления рабочей части инструмента, вторые являются опорой режущих пластин, обеспечивают их точное базирование и продолжительный срок службы державки. Стружколомы используются для дробления стружки.
Наибольшее значение имеют режущие кромки сменных многогранных пластин. Пластины различаются по конструкции, размерам, точности изготовления, исполнению. В зависимости от конструкции различают тип пластины, форму, тип режущей кромки.
Пластины режущие сменные многогранные твердосплавные
-Из сплавов ВК8, В322, Т30К4, Т15К6, Т5К10, МС221 и др. с покрытием и без покрытия
.
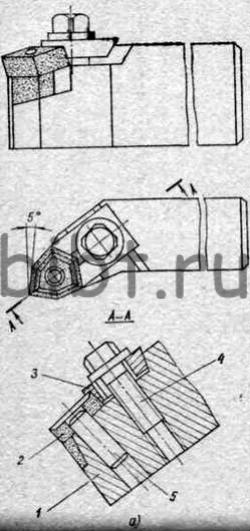
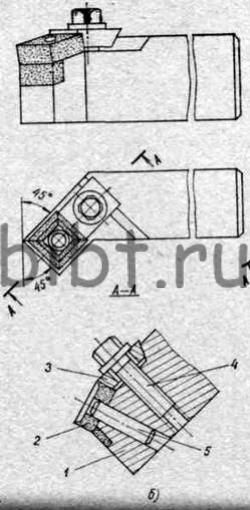
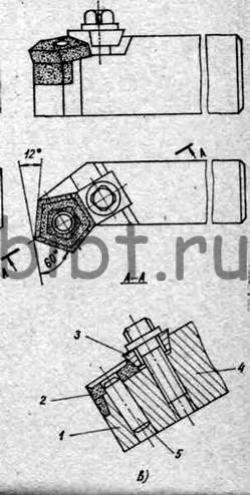
21. Методы закрепления мнп на резцах (примеры).
Резцы МНП – многогранные неперетачиваемые пластинки. При этом эти пластинки могут иметь разнообразную форму (чем больше граней, тем большая стойкость у резца).
Существует много конструкций сборных резцов с МНП, которые отличаются прежде всего механизмами и схемами базирования пластин в державках. Чтобы получить наибольший эффект от использования резцов с МНП, крепление и базирование пластин в державках должны отвечать следующим требованиям: не допускать смещения пластины в процессе резания; обеспечивать плотный контакт опорных поверхностей пластины и гнезда державки и минимальные упругие деформации тела державки под опорной поверхностью пластины; не препятствовать сходу стружки, а при наличии накладных стружколомов обеспечивать ее отвод и дробление; обеспечивать точное позиционирование и взаимозаменяемость режущих кромок при повороте или смене пластины. Механизм крепления МНП должен быть компактным, технологичным и позволять быстро производить поворот пластины.