

36. Призматические фасонные резцы. Рабочие углы резца. Схема резания и получаемый профиль детали.
Фасонные резцы применяются для обработки сложных форм образующих, используются на токарных и револьверных станках.Профиль режущей кромки фасонных резцов полностью совпадает с профилем обрабатываемой поверхности и поэтому передняя поверхность резца устанавливается точно на линии центров станка. Верхняя плоскость резца является его передней поверхностью. При пересечении передней и задней поверхностей образуется фасонная режущая кромка Поскольку фасонные резцы затачивают по передней поверхности, это нужно учитывать при повторной установке резцов. В горизонтальной плоскости резец должен быть установлен перпендикулярно линии центров станка; правильность установки проверяют угольником, который одним катетом прикладывают к цилиндрической поверхности детали, а другим - к боковой поверхности резца, при этом между угольником и резцом должен быть равномерный просвет.
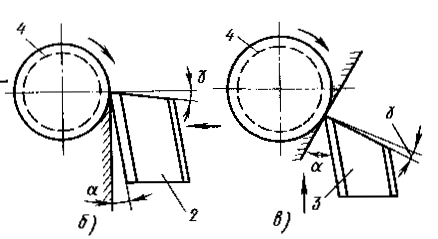
Применение призматических фасонных резцов позволяет обрабатывать фасонные поверхности сложного профиля. Передней поверхностью призматического фасонного резца служит торец призмы, рисунок б), а задний угол a образуется благодаря наклонному положению резца в державке. Режущую кромку резца необходимо устанавливать по центру обрабатываемой детали. Задние углы a, создаются соответствующей установкой резца в державке, что является преимуществом этой конструкции. передний угол γ.
Схема резания и получаемый профиль детали:
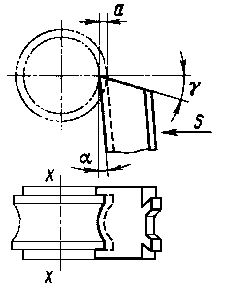
В случае расположения режущей кромки под углом l к обрабатываемой поверхности, рисунок ниже резец врезается в деталь не сразу по всей длине, а постепенно и плавно, что позволяет обрабатывать малоустойчивые и широкие детали.

Недостаток:невозможно обрабатывать внутренние фасонные поверхности.
37. Дисковые (круглые) фасонные резцы. Рабочие углы резца. Схема резания и получаемый профиль детали.
Фасонные резцы предназначены для обработки деталей сложного профиля. По принципу работы их делят на тангенциальные и радиальные. По конструкции радиальные бывают: дисковые(круглые), призматические и стержневые. Передний угол выбирается в зависимости от св-в обрабатываемого материала. Для пластичных он больше, чем для хрупких(30-0). Задний угол выбирается в зависимости от конструктивных особенностей резца. Для дисковых фасонных фрез α=10-15, для призматических 12-14.
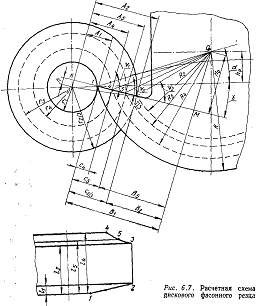
Hp= R1sin(α+γ)= R1sinΨ1
tmax=rmax-rmin
R2=Hp/sinΨ2=B2/sin Ψ2
B2=B1-C2
C2=A2-A1
A1=r1cosγ1
A2=r2cosγ2
sin γ2=h/ r2= r1 sin γ1/ r2
γ2=arcsin(r1 sin γ1/r2)
h= r1 sin γ1
γn=arcsin(r1 sin γ1/rn)
An=rncosγn
Cn=An-A1
Bn=B1-Cn
R2= Bn/sin Ψ2
Ψn=arctgHp/Bn
Rn=Hp/sinΨn
38. Процесс образования и виды стружек при обработке хрупких и пластичных материалов.
В процессе резания различных материалов могут образовываться следующие основные виды стружек: сливные (непрерывные), скалывания (элементные) и надлома.
С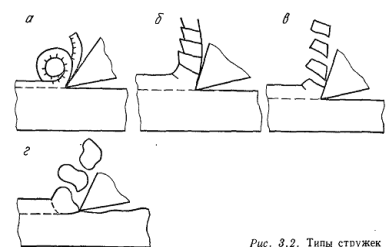 ливная
стружка
– между элементами только намечаются
линии разрыва, но разрыв не происходит.
Образуется при резании вязких и мягких
материалов, например мягкой стали,
латуни. Резание протекает обычно при
высокой скорости. Чем больше скорость
резания и вязкость обрабатываемого
металла, меньше угол резания и толщина
среза, выше качество смазочно-охлаждающей
жидкости, тем стружка ближе к сливной.
ливная
стружка
– между элементами только намечаются
линии разрыва, но разрыв не происходит.
Образуется при резании вязких и мягких
материалов, например мягкой стали,
латуни. Резание протекает обычно при
высокой скорости. Чем больше скорость
резания и вязкость обрабатываемого
металла, меньше угол резания и толщина
среза, выше качество смазочно-охлаждающей
жидкости, тем стружка ближе к сливной.
Стружка надлома – мелкая стружка в виде кусков неопределенной формы. Образуется при резании хрупких металлов, например серых чугунов. Обработанная поверхность при образовании такой стружки получается шероховатой, с большими впадинами и выступами. В определенных условиях, например при обработке чугунов средней твердости, стружка надлома может получиться в виде колец. Сходство со сливной стружкой здесь только внешнее, так как достаточно слегка сжать такую стружку в руке и она легко разрушится на отдельные элементы.
Стружка скалывания – несколько элементов вместе, потом разрыв кусочками. Образуется при обработке некоторых сортов латуни и твердых сталей с большими подачами и относительно малыми скоростями резания.
Для производства лучше скалывание. Наиболее неблагоприятна – сливная стружка – угроза травматизма, трудна в уборке, занимает большой объем.

ϴ+ψ+δ=180
Lср.сл. =Lстр
Sin[90-(ϴ-γ)] sinϴ
ξL=Lстр = sin(ϴ)
Lср.сл cos(ϴ-γ)
ξa ξb ξl = 1- коэф-ты, наиболее приемлимый ξl – его легче всего измерить.
ξa>1; ξb>1; ξl<1 для стали ξl=0,275…0,55, для меди = 0,154
к=1/ ξl >1- коэф-т усадки стружки