

Углы резания токарного резца:
α - задний угол. β - угол заострения. δ - угол резания. γ - передний угол. Важными характеристиками токарного резца являются углы его заточки, от них во многом зависит производительность труда и качество обработки. Главный задний угол (α альфа) - угол между главной задней поверхностью резца и плоскостью резания. Чем больше задний угол, тем меньше сила трения между резцом и заготовкой. Однако резкое увеличение заднего угла приводит к ослаблению рабочей части инструмента. Передний угол (γ гамма) оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности. Увеличение этого угла приводит к ослаблению рабочей части резца. Угол заострения (β бета) - угол между передней и главной задней поверхностями. Величина угла заострения определяет прочность и стойкость главной режущей кромки инструмента. При заточке резца этот угол обычно делают как можно больше. Угол резания (δ дельта) (δ=α+β) - угол между передней поверхностью резца и плоскостью резания; он равен сумме углов заострения и главного заднего.
15. Расточной резец (конструкции, схема резания).
Резец — это режущий инструмент, предназначенный для обработки деталей различных размеров, форм, точности и материалов. Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах. Рабочая часть резца представляет собой клин, который под действием приложенного усилия деформирует слой металла, после чего сжатый элемент металла скалывается и сдвигается передней поверхностью резца. При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка.
Схема резания. Обрабатываемая поверхность — отверстие диаметром d. Обработанная поверхность — отверстие, имеющее диаметр D.
С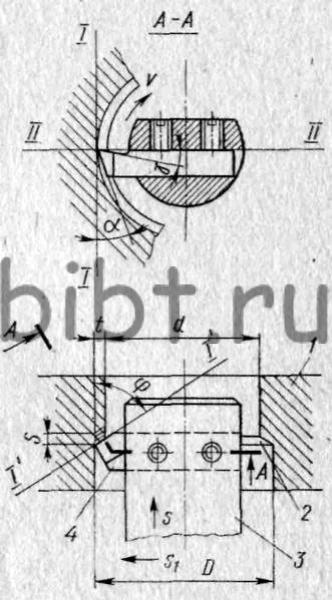 хема
резания при растачивании:
1 — обрабатываемая деталь, 2 — поверхность
резания, 3 — расточная оправка, 4 —
расточный резец, s — продольная подача,
s1
— поперечная подача, v — направление
вращения оправки
хема
резания при растачивании:
1 — обрабатываемая деталь, 2 — поверхность
резания, 3 — расточная оправка, 4 —
расточный резец, s — продольная подача,
s1
— поперечная подача, v — направление
вращения оправки
Глубина резания t определяется полуразностью диаметров: t= (D — d )/2.
Расточный резец получает три движения: при установке на глубину резания подачу в поперечном направлении s1 вращательное движение (движение резания со скоростью v) и продольную подачу s вдоль оси отверстия.
Основная плоскость II—II в данном случае изображена касательной к режущей кромке.
Плоскости резания I—I и I'—I' перпендикулярны к основной и являются касательными к поверхности резания по линий контакта с режущей кромкой.
О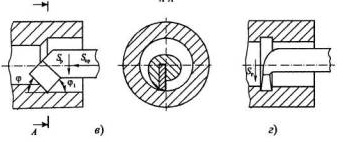 тносительно
плоскости резания в основной плоскости,
перпендикулярной к главной режущей
кромке, измеряются главные углы: передний
γ и задний α.
тносительно
плоскости резания в основной плоскости,
перпендикулярной к главной режущей
кромке, измеряются главные углы: передний
γ и задний α.
в – расточной для сквозных отверстий; г – расточной канавочный;
Углы резания токарного резца:
α - задний угол. β - угол заострения. δ - угол резания. γ - передний угол. Важными характеристиками токарного резца являются углы его заточки, от них во многом зависит производительность труда и качество обработки. Главный задний угол (α альфа) - угол между главной задней поверхностью резца и плоскостью резания. Чем больше задний угол, тем меньше сила трения между резцом и заготовкой. Однако резкое увеличение заднего угла приводит к ослаблению рабочей части инструмента. Передний угол (γ гамма) оказывает влияние на процесс резания, на легкость схода стружки, качество обработанной поверхности. Увеличение этого угла приводит к ослаблению рабочей части резца. Угол заострения (β бета) - угол между передней и главной задней поверхностями. Величина угла заострения определяет прочность и стойкость главной режущей кромки инструмента. При заточке резца этот угол обычно делают как можно больше. Угол резания (δ дельта) (δ=α+β) - угол между передней поверхностью резца и плоскостью резания; он равен сумме углов заострения и главного заднего.