

18. Долбежные резцы
Долбежные
проходные
резцы отличаются от строгальных как
характером своей работы, так и внешним
видом. Так как на долбежном станке резец
может работать при подаче в двух
направлениях — вправо и влево, то резцы
делают двусторонними с главным углом
в плане 45°.Часто, особенно при долблении
чугунных заготовок, долбежники заменяют
двусторонние проходные резцы резцами
с закругленной режущей кромкой. Все
долбежные резцы общего назначения
прямые. Долбежные резцы изготовляют из
быстрорежущей стали.
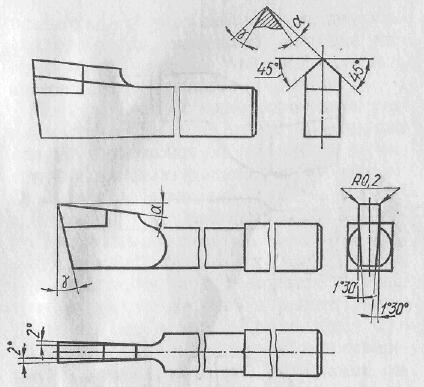 Чистовые
долбежные резцы отличаются от черновых
закругленной вершиной, такими резцами
часто выполняют и черновое долбление.
Долбежные
резцы применяются при обработке
внутренних линейчатых поверхностей на
долбежных станках в единичном и
мелкосерийном производстве. В зависимости
от характера выполняемой работы находят
применение проходной двухсторонний
шпоночный или прорезной резцы (рис. 17).
Следует подчеркнуть, что резцы являются
наиболее распространенными, универсальными
и простыми инструментами. Приведенный
обзор основных типов резцов не исчерпывает
всего многообразия их, используемого
в машиностроении.
Фасонные
резцы для обработки цилиндрических
поверхностей могут иметь вращательное
движение подачи и проектироваться как
резцы тангенциального типа. При
вращательном движении подачи режущая
кромка резца описывает поверхность
вращения, касающуюся поверхности детали.
В результате этого движения любая точка
режущей кромки в определенный момент
времени входит в контакт с материалом
заготовки и срезает его, а затем выходит
из соприкосновения с заготовкой. Поэтому,
как и у тангенциальных резцов, в этом
случае момент выключения подачи резца
не оказывает влияния на размеры детали.
Чистовые
долбежные резцы отличаются от черновых
закругленной вершиной, такими резцами
часто выполняют и черновое долбление.
Долбежные
резцы применяются при обработке
внутренних линейчатых поверхностей на
долбежных станках в единичном и
мелкосерийном производстве. В зависимости
от характера выполняемой работы находят
применение проходной двухсторонний
шпоночный или прорезной резцы (рис. 17).
Следует подчеркнуть, что резцы являются
наиболее распространенными, универсальными
и простыми инструментами. Приведенный
обзор основных типов резцов не исчерпывает
всего многообразия их, используемого
в машиностроении.
Фасонные
резцы для обработки цилиндрических
поверхностей могут иметь вращательное
движение подачи и проектироваться как
резцы тангенциального типа. При
вращательном движении подачи режущая
кромка резца описывает поверхность
вращения, касающуюся поверхности детали.
В результате этого движения любая точка
режущей кромки в определенный момент
времени входит в контакт с материалом
заготовки и срезает его, а затем выходит
из соприкосновения с заготовкой. Поэтому,
как и у тангенциальных резцов, в этом
случае момент выключения подачи резца
не оказывает влияния на размеры детали.
Обработка винтовых поверхностей фасонными резцами производится при винтовом движении резания. В результате этого движения винтовая поверхность детали скользит «сама по себе». Кроме движения резания при обработке винтовых поверхностей фасонный резец после каждого прохода углубляется в материал заготовки до получения полного профиля винтовой поверхности. Рассматриваемые резцы наиболее часто применяют при обработке резьбы.
19. Фасонные стержневые резцы
По форме задней поверхности, особенностям конструкции фасонные резцы делятся на стержневые, призматические и круглые. Стержневые фасонные резцы (рис. 30, а) подобны обычным токарным резцам, но имеют фасонную режущую кромку, соответствующую форме поверхности детали. Эти резцы имеют малое число переточек и в серийном производстве используются редко. Закрепляются они в суппорте как обычные резцы.
Рис.
30. Типы фасонных резцов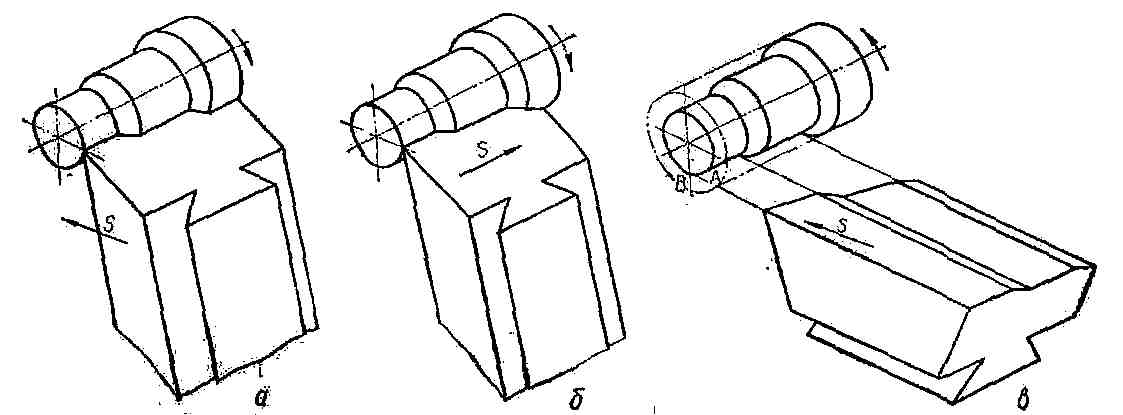 фасонные
резцы для обработки цилиндрических
поверхностей могут иметь вращательное
движение подачи и проектироваться как
резцы тангенциального типа. При
вращательном движении подачи режущая
кромка резца описывает поверхность
вращения, касающуюся поверхности детали.
В результате этого движения любая точка
режущей кромки в определенный момент
времени входит в контакт с материалом
заготовки и срезает его, а затем выходит
из соприкосновения с заготовкой. Поэтому,
как и у тангенциальных резцов, в этом
случае момент выключения подачи резца
не оказывает влияния на размеры детали.
фасонные
резцы для обработки цилиндрических
поверхностей могут иметь вращательное
движение подачи и проектироваться как
резцы тангенциального типа. При
вращательном движении подачи режущая
кромка резца описывает поверхность
вращения, касающуюся поверхности детали.
В результате этого движения любая точка
режущей кромки в определенный момент
времени входит в контакт с материалом
заготовки и срезает его, а затем выходит
из соприкосновения с заготовкой. Поэтому,
как и у тангенциальных резцов, в этом
случае момент выключения подачи резца
не оказывает влияния на размеры детали.
Обработка винтовых поверхностей фасонными резцами производится при винтовом движении резания. В результате этого движения винтовая поверхность детали скользит «сама по себе». Кроме движения резания при обработке винтовых поверхностей фасонный резец после каждого прохода углубляется в материал заготовки до получения полного профиля винтовой поверхности. Рассматриваемые резцы наиболее часто применяют при обработке резьбы.