

8.6. Вибір системи управління запасами.
По ступеню збільшення складності системи управління запасами можна розставити у такій послідовності:
1. Система задоволення річного попиту.
2. «Дві корзини».
3. Система циклічного замовлення.
4. Система фіксованого рівня замовлення.
5. Система пристосовування.
Ідеальній немає. Системи з фіксованою кількістю і часом підходять для управління стабільними запасами або при передбаченому попиті в поєднанні з низкою вартістю предметів зберігання.
Ураховувати питання ризику і безпеки. Правило оптимізації запасу предметів з найбільшими споживаннями економічно ефективне, оскільки з такими товарами зв'язана більшість витрат. Проте малоцінні і предмети, що рідко використовуються можуть мати критичне значення для виробництва. Ризик крадіжки, тому потрібна система обліку запасів.
Для управління запасами дорогих або важливих предметів системи 1 і 2 не застосовні.
Зручний спосіб класифікації предметів зберігання є правило Парето (80/20 20% клієнтів приносять дохід 80%). Всі предмети ранжируються по ступеню убування їх використовування у вартісному виразі, потім будується кумулятивна крива густини розподілу.
80%
вартості
припадає
на 20% прекметів
зберігання
для управліния,
якими
можна
використати
адаптаційну
систему (5) с постійним
контролем.
Інші 30%
прекметів
можуть
скласти
15% загальної
вартості.
Для управління
ними
придатна
система циклічного
замовлення
(3). Для 50%,
що залишились–
достатньо
«системы задоволення
готового попиту (1) або (2) %
прекметів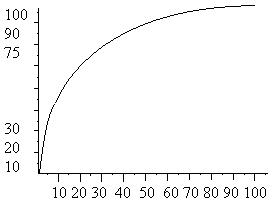

Описані підходи отримали назву методів А, В і С. Звідси назва методу. Правило Парето дозволяє визначити які запаси вимагають найбільшої уваги. При цьому не враховується критичність і безпека і не завжди метод дає чіткі результати.
8.7. Контроль
Використовується 2 показники якості «системи управління запасом»:
1. Дефіцит: вимірювання простим порівнянням фізично задоволеного попиту і заявленого рівня сервісу.
2. Витрати на зберігання – оцінюються показники оборотності запасів (річної потреби поділеної на середній об”єм запасу), або за обхватом (об’єм запасу помножений на 12 місяців, або 52 тижні і поділений на річну потребу). Значення показників залежить від галузі: в машинобудуванні оборотність запасів дорівнює 2 – нормально; в роздрібній торгівлі – 20 низьке. Рекомендується проводити контроль за окремими одиницями зберігання і приймати міру відносно найбільш ходових.
ІХ. КАЛЕНДАРНЕ ПЛАНУВАННЯ ВИРОБНИЦТВА
Як коли і ким виконується робота?. Щоб планування приносило користь, воно повинне закінчуватися конкретною вказівкою, коли і хто повинен виконувати відповідні виробничі операції.
Таке планування називається календарним. З ним зв'язані процедури контролю. Відхилення від плану ураховують якнайскоріше.
Складання графіків робіт – три підходи:
1. Проштовхуючий – вказівки проштовхуються через всю систему, починаючи з 1-й стадії. Схема: визначення початку 1-й операції – з урахуванням її тривалості – 2-й і т.д. Основна ціль – підвищення рівня завантаження устаткування.
2. Орієнтація на ринок. Ціль – не завантаження устаткування, а випуск продукції, орієнтація на попит.
3. Рішення при координації видів діяльності в умовах невизначеності. Свої складнощі в складання графіків.
9.1. Послідовне календарне планування.
Попит на матеріали, сировина, розглядається як незалежний, оскільки потреба в них стабільний. В основі припущення – матеріали, що використовуються у виробництві одного продукту (або покупці послуги) проходять через:
а) одну і ту ж послідовність операції або технологічний маршрут. Це відображається в специфікації матеріалів, в якій указується тривалість кожної операції і компоненти, що використовуються. Весь процес послідовний і повторюємо;
б) стадії ТП дискретні – кожна подальша не може початися до того, як завершиться попередня, але не зобов'язана починатися негайно по її завершенню (приклад ТП – вирощування культур. ТП вирощування як система).
Припускають, що вся партія обробляється як одна одиниця (спільно) і не переходить, якщо не завершена. Виключення – якщо дві стадії ТЕ тісно зв'язані і можуть розглядатися як єдина стадія.
Приклад: ТП складається з 4-х стадій.
1) змішування матеріалів; 2) опресовка під тиском; 3) заготівки обрабатывются, інспектуються, упаковуються.
Партії формуються за кольором, типу готової продукції. Хай поступило 3 замовлення на виготовлення:
а) 200 жовті 250 мм лотків для ножів;
б) 150 червоні 300 мм лотків для ножів;
в) 250 червоних сушарок для посуду.
Норми часу:
|
ТО |
А |
БИ |
В |
План за допомогою графіка Гантта. По вертикалі – час, по горизонтальній осі – ресурси. Якщо ряд порожній – ресурс доступний |
|
Змішування |
10 |
13 |
13 |
|
|
Опресовка |
28 |
33 |
30 |
|
|
Обробка |
17 |
14 |
21 |
|
|
Упаковка |
8 |
7 |
10 |
Змішування
Обработка Опресовка Упаковка Опресовка
Обработка Опресовка Упаковка Обробка Пакування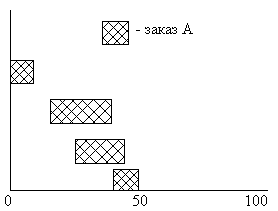
Час,
хвил.
Графік Гантта - почало
Время,
мин
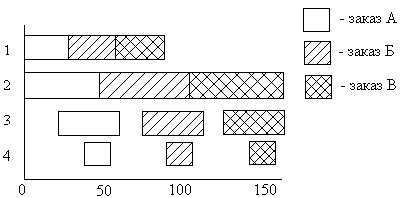
Якщо 1-м запускається, А, то в 1-м ряді –змішування – заповнюється проміжок часу 10 хв. По закінченні А – опресовка – 28 хв і т.д. Потім можна планувати замовлення Б і В. Маємо реальний план, але не кращий. «Кращий», якщо приведе до найбільшого завантаження ресурсів. «Кращий» - якщо швидше всього. Одночасно.
Число можливих варіантів графіків рівний (N!)М, де N – кількість партій; М – число стадій ТП. Виготовлення 20 партій по ТП з 10 стадій дає 7.27х10183 варіантів. Якщо послідовність операцій незмінна – 2,4х1018 графіків.( ! – факторіал, - скорочене позначення твору – 1х2х3х.. (m-1)m; m – кількість).
Графік дає можливість здійснити контроль за процесом.