

4. Элементы режима резания.
Рассмотрим элементы режима резания на схемах фрезерования цилиндрической и концевой фрезами (Рис.75).
К элементам режима резания при фрезеровании относятся:
ширина фрезерования, глубина резания, подача и скорость резания.
Ширина фрезерования (В) - величина обрабатываемой поверхности, измеренная в направлении, параллельном оси фрезы. Ширина фрезерования задается чертежом детали.
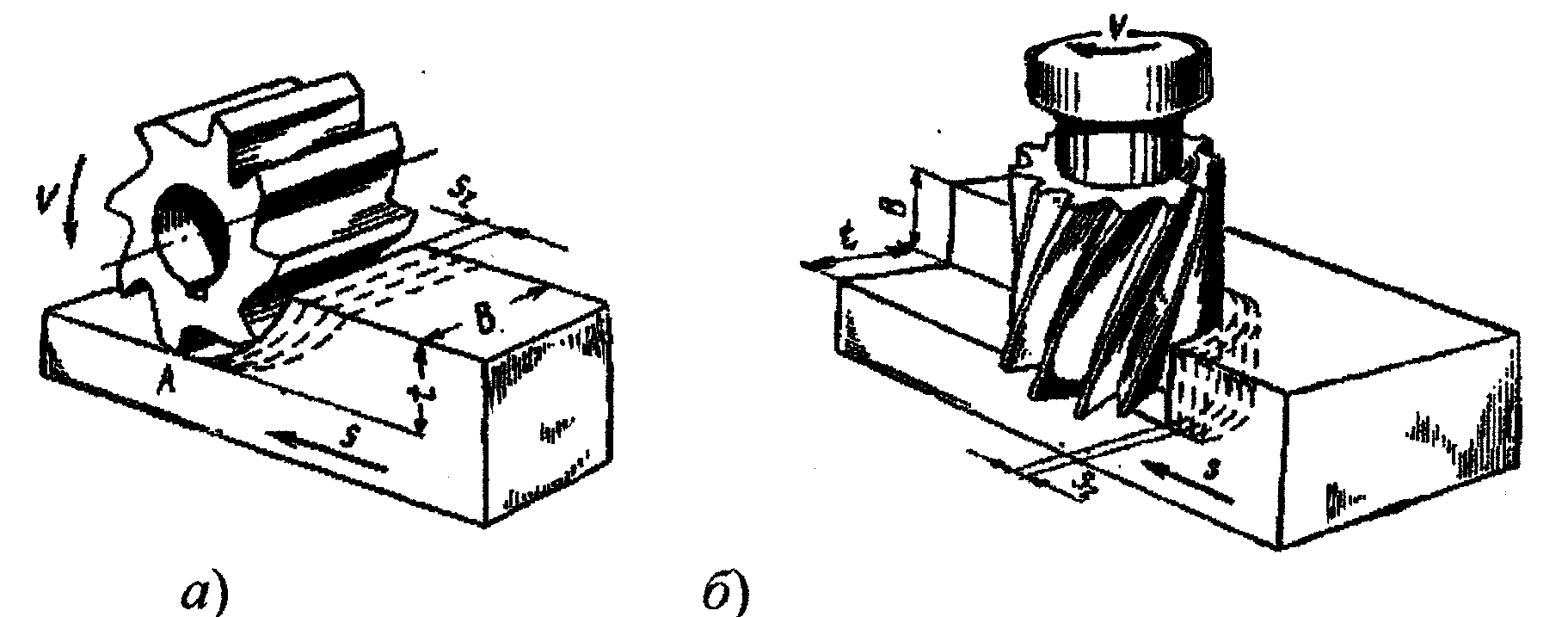
Рис.75. Виды фрезерования: а) цилиндрическое; б) торцовое.
Глубина резания (t ) - толщина срезаемого слоя материала, измеренная перпендикулярно к обработанной поверхности. Глубину резания можно определить, зная припуск (разность высот заготовки - Н и детали - h) и число рабочих ходов - i:
 (мм).
(мм).
Подача (S) при фрезеровании - величина перемещения обрабатываемой заготовки относительно фрезы.
Различают три размерности подачи:
Sz – подача на зуб (мм/зуб) - перемещение заготовки при повороте фрезы на один зуб;
Sо – подача на оборот (мм/об) - перемещение заготовки за один оборот фрезы;
Sм – минутная подача (мм/мин) - перемещение заготовки за одну минуту (скорость подачи).
Между видами подач имеется соотношения:
SM = Sо• nфр = Sz• Zфр• nфр , (мм/мин),
где Zфр - число зубьев фрезы;
nфр - частота вращения фрезы, об/мин.
Скорость резания (V) при фрезеровании - окружная скорость вращения фрезы, определяется по скорости точки режущего лезвия, наиболее удаленной от оси фрезы:
V = л • Dфр• nфр , (м/мин)
где Dфр - наружный диаметр фрезы, м;
nфр - частота вращения фрезы, об/мин.
В практических расчетах допустимая скорость резания определяется по эмпирической зависимости:
 (м/мин),
(м/мин),
где СV - коэффициент, характеризующий свойства материала заготовки и условия обработки;
Tm - период стойкости фрезы, мин;
m, qv, хv, уv, иv, рv - показатели степени при T, Dфр, t, Sz, В и Zфр ;
КV - общий поправочный коэффициент, учитывающий изменения условий обработки, определяется как произведение ряда коэффициентов:
КV = КMv • КПv • КИv ,
где КMv - коэффициент, учитывающий качество обрабатываемого материала;
КПv - коэффициент, учитывающий состояние поверхности заготовки;
КИv - коэффициент, учитывающий качество материала инструмента.
Иногда, скорость резания назначается без расчета, а в виде конкретных значений, рекомендуемых в справочных данных. В этом случае рекомендуемая скорость резания корректируется на различные условия обработки поправочными коэффициентами.
5. Машинное время при фрезеровании
Машинное или основное технологическое время обработки (То) определяется по уже известным элементам режима резания:
 мин,
мин,
где L - расчетная длина прохода фрезы, определяемая как:
L = l + y + y1 , мм,
l - длина фрезеруемой поверхности, мм;
у - величина врезания фрезы, мм;
y1 - величина перебега (выхода) фрезы, принимается по диаметру фрезы в пределах 1...5 мм;
Sм - минутная подача, мм/мин;
i - число рабочих проходов фрезы.
Величина врезания фрезы (у) определяется по схемам обработки (Рис.4.3) в зависимости от вида фрезерования.
Формулы для определения величины (у) при фрезеровании:
-
по схеме на рис.76а:
 мм;
мм;
-
по схеме на рис.76б:
 мм;
мм;
-
по схеме на рис.76в:
 мм.
мм.
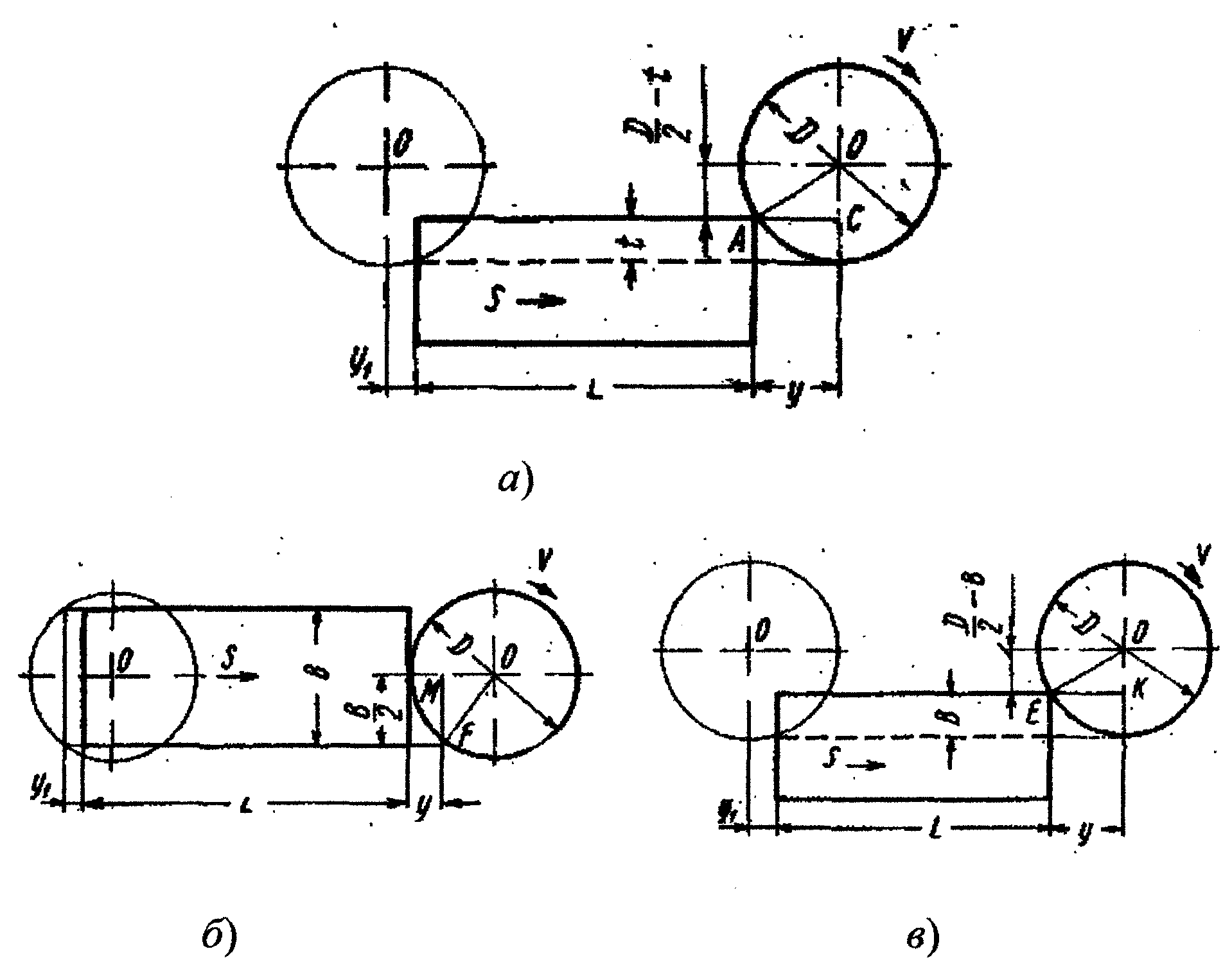
Рис.76. Схемы к расчету величины врезания (у) при фрезеровании:
а) цилиндрическими, дисковыми, угловыми и модульными фрезами;
б) торцевыми фрезами при симметричном фрезеровании;
в) концевьми и торцевыми фрезами при несимметричном фрезеровании.