

3. Протягивание
Протягивание - метод обработки наружных и внутренних поверхностей деталей многолезвийными режущими инструментами - протяжками или прошивками. Форма протягиваемых поверхностей может быть различной: круглые, квадратные, прямоугольные, овальные и другие отверстия, шлицевые и шпоночные пазы. Формообразование поверхностей производится копированием режущих лезвий инструмента на обрабатываемой заготовке.
Протягивание выполняется только главным движением, которое придается инструменту или заготовке. Движение подачи отсутствует, её функции заложены в конструкции протяжки.
Протяжка состоит из основных частей, показанных на рис.91.
Рис.91. Конструктивные элементы круглой протяжки:
l1 - передняя замковая часть;
l2 - шейка;
l3 - передняя направляющая часть;
l4 - режущая часть;
l5 - калибрующая часть;
l6 - задняя направляющая часть;
l7 - задняя замковая часть.
Передняя замковая часть (l1) служит для закрепления протяжки в рабочем патроне (тяговом устройстве) станка. Передняя направляющая часть (l3) служит для центрирования заготовки относительно оси протяжки, размер её сечения соответствует размеру отверстия заготовки.
На режущей части (l4) располагают режущие зубья, которые срезают весь припуск. Высота каждого последующего зуба режущей части больше высоты предыдущего на величину Sz , которую называют подачей на зуб. При обра- ботке деталей из различных материалов Sz принимают от 0,005 до 0,3 мм. Число режущих зубьев (Zр) определяют в зависимости от припуска:
 (мм),
где h
- припуск
на обработку.
(мм),
где h
- припуск
на обработку.
Шаг
режущих зубьев (Рр)
устанавливают в зависимости от длины
протягиваемой поверхности (lд):
Рp
= (1,5...1,9) ,
(мм).
,
(мм).
Геометрия режущих зубьев: γр = 5...20°; αр = 4...10°.
Калибрующая часть (l5) придает обрабатываемой поверхности окончательные размер и шероховатость. На калибрующей части располагают З...7 зубьев одного размера без стружкоделительных канавок с шагом между зубьями Рк = (0,6...0,7) Pр .
Геометрия калибрующих зубьев: γк = 0...5°; αк = 0,5...1 °.
Задние направляющая (l6) и замковая (l7) части необходимы для правиль-ного выхода протяжки из обрабатываемого отверстия и поддержания протяжки от провисания.
Протяжки могут быть:
внутренние и наружные,
режущие и выглаживающие,
цельные и сборные,
из сталей и твердых сплавов.

Рис.92. Схемы обработки на протяжных станках:
а) на горизонтально-протяжном станке;
б) на вертикально-протяжном станке;
в) с вращательной подачей детали;
г) обработка прошивкой (работает на сжатие);
д) наружное протягивание плоских поверхностей;
е) наружное протягивание поверхностей вращения.
Схемы резания при протягивании могут быть (Рис.93):
а) профильная, б) прогрессивная (групповая), в) генераторная.
Профильная схема резания обеспечивается зубьями, подобными обра-батываемому профилю.
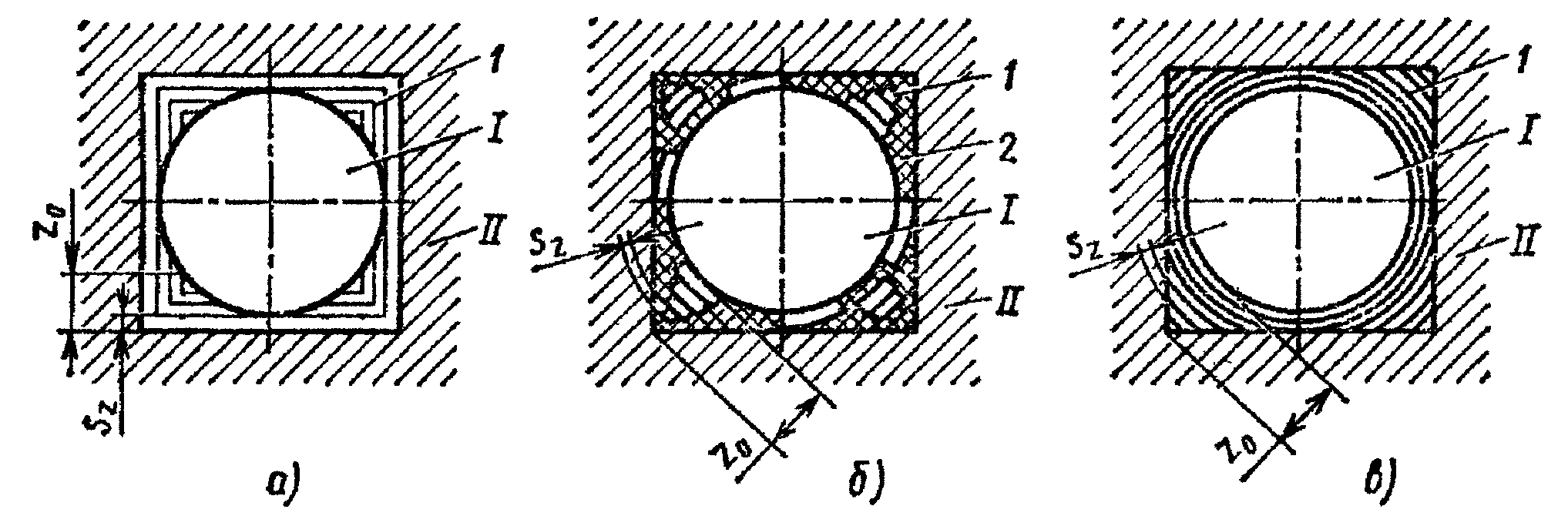
Рис.93. Схемы резания при протягивании.
При генераторной схеме срезание припуска выполняется концентричес-кими слоями при внутреннем или плоскими параллельными слоями при наружном протягивании. Протяжки, работающие по этой схеме, наиболее широко используются, т.к. проще других в изготовлении.
При групповой (прогрессивной) схеме зубья по периметру поверхности объединены в группы, каждая из которых срезает слой материала в своей части периметра, оставляя другие части на последующие зубья.