

7) Форма и размеры абразивного инструмента
Абразивные инструменты выпускают различной формы в виде:
дисков, тарелок, чашек, головок, колец, сегментов, брусков и др.
Форма абразивного инструмента указывается в маркировке с помощью условных обозначений, например:
ПП - круг плоский прямого профиля; ПВ - плоский с выточкой;
ПВД - с двусторонней выточкой; ПВК - с конической выточкой;
ПВДК - круг с двусторонней конической выточкой;
2П, ЗП, 4П - круг с коническим профилем; К - кольца; Д - диски;
ЧЦ, ЧК - чашки (цилиндрические и конические); Т - тарелки;
ГЦ, ГК, ГШ - головки (цилиндрические, конические и шаровые);
СП, 1С...9С - сегменты различного профиля;
БКв, БП, БТ, БКр, БПкр - бруски различного профиля.
Для алмазных и эльборных кругов к обозначению профиля круга добавляют буквы А или Л.
Размеры основных параметров шлифовальных кругов указаны в их маркировке, как: D x H x d,
где D - наружный диаметр,
Н - ширина круга,
d - диаметр посадочного отверстия.
Для алмазных и эльборных кругов ещё указывается толщина алмазо- или эльборонесущего слоя, например: D x H x d x S,
где S - толщина слоя.
Для кругов сложной формы могут быть указаны и другие важные параметры
8) Маркировка шлифовальных кругов
В маркировке шлифовальных кругов, располагаемой на нерабочей поверхности круга, содержатся основные характеристики:
- материал, зернистость и индекс фракции абразива;
- твердость, структура и связка;
- классы точности и неуравновешенности круга;
- форма и размеры круга;
- допустимая окружная скорость круга.
КАЗ – марка завода-изготовителя;
14А – материал абразива;
40 П - номер и индекс зернистости;
С2 - степень твердости;
6 – номер структуры; К5 - вид связки;
А – класс точности;
2 кл - класс неуравновешенности;
ПП – форма круга;
500 × 50 × 305 – размеры круга (мм);
35 м/с – допустимая окружная скорость.
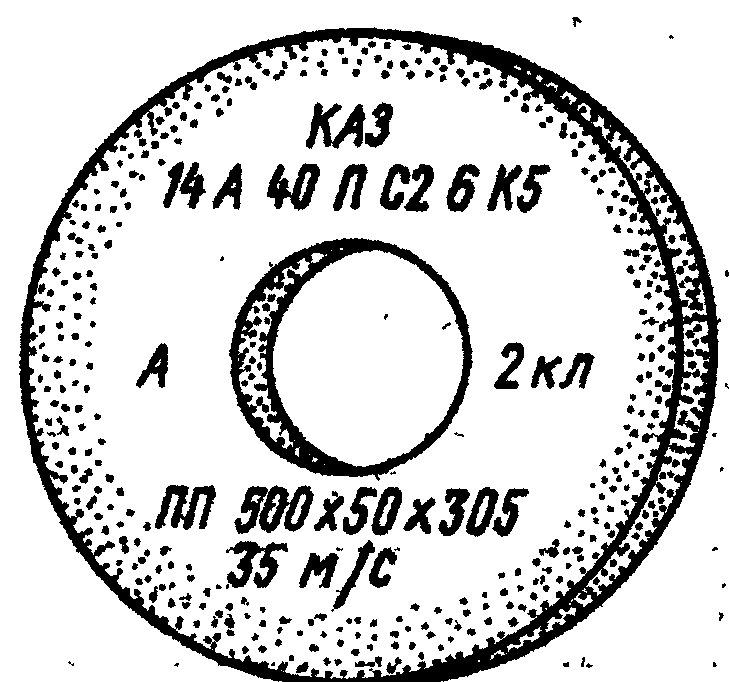
Рис.100. Маркировка шлифкруга.
Маркировка других абразивных инструментов имеет характерные особенности и расшифровка их маркировки возможна только с использованием справочных данных и стандартов.
3. Основные схемы шлифования
По характеру обрабатываемых поверхностей технологические схемы шлифования можно разделить на три основных вида:
1) Круглое шлифование - обработка наружных и внутренних поверхностей вращения;
2) Плоское шлифование - обработка плоских поверхностей;
3) Профильное шлифование - обработка сложных фасонных поверхностей.
1) Круглое шлифование
К процессам круглого шлифования относится обработка поверхностей вращения: цилиндрических, конических и фасонных, гладких и ступенчатых, наружных и внутренних, сквозных и глухих.
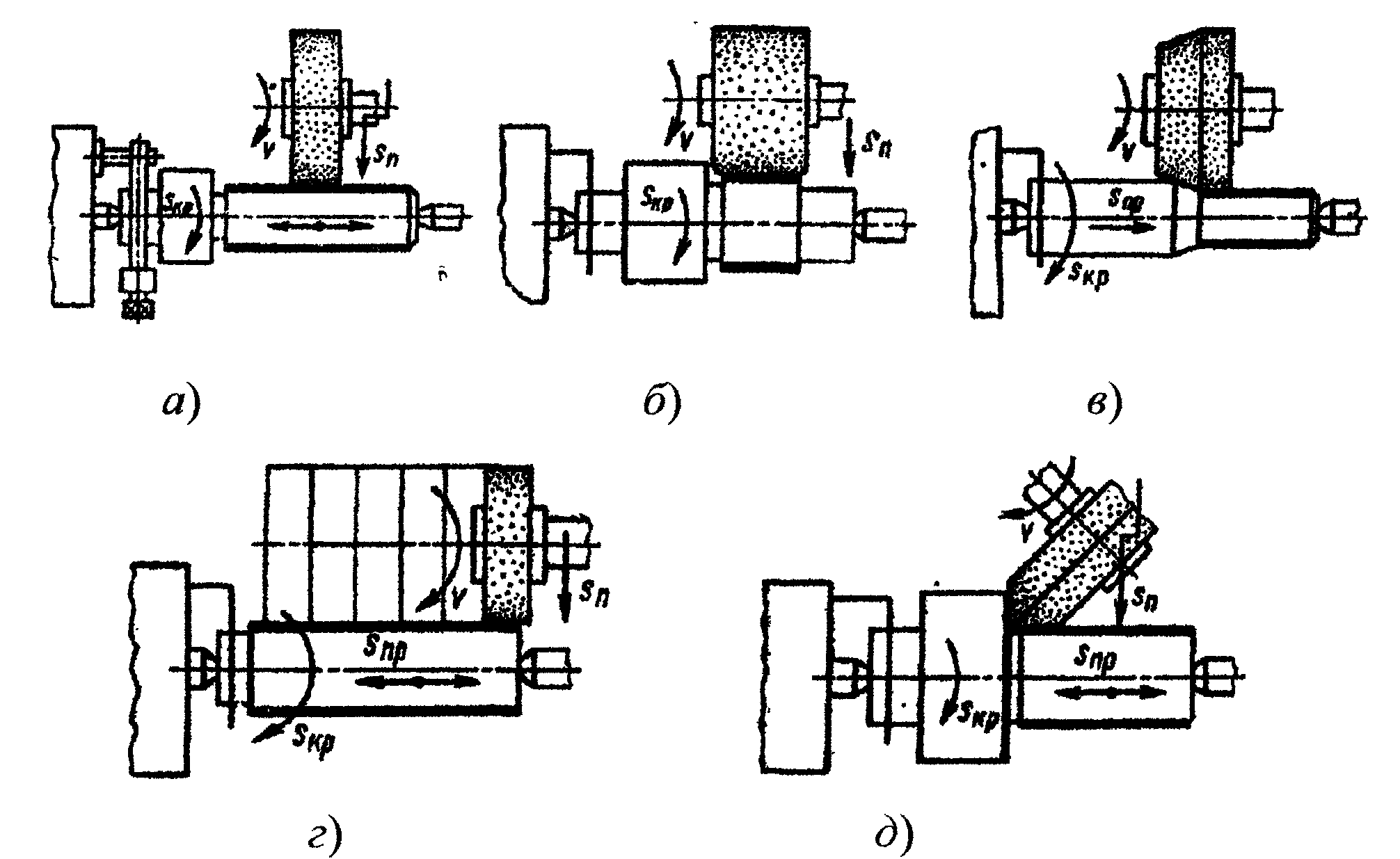
Рис.101. Схемы круглого наружного шлифования.
При круглом шлифовании обрабатываемая деталь всегда вращается вокруг своей оси (Рис.101).
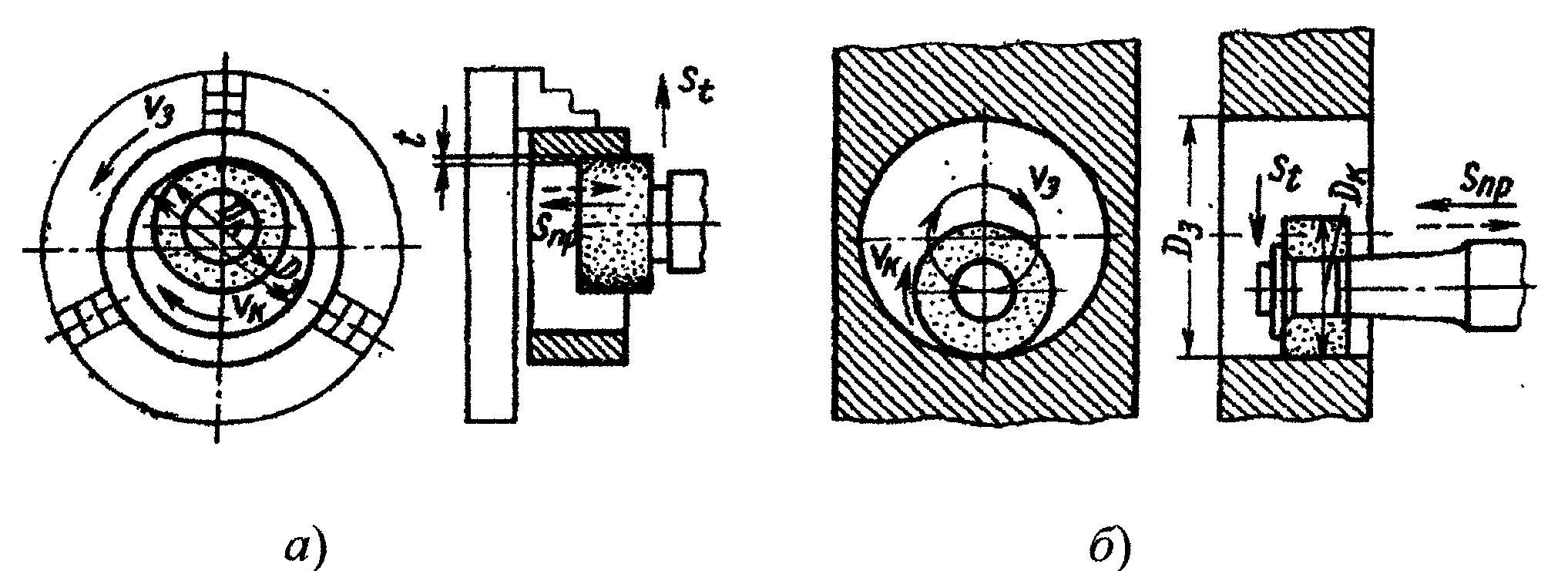
Рис.102. Схемы круглого внутреннего шлифования.
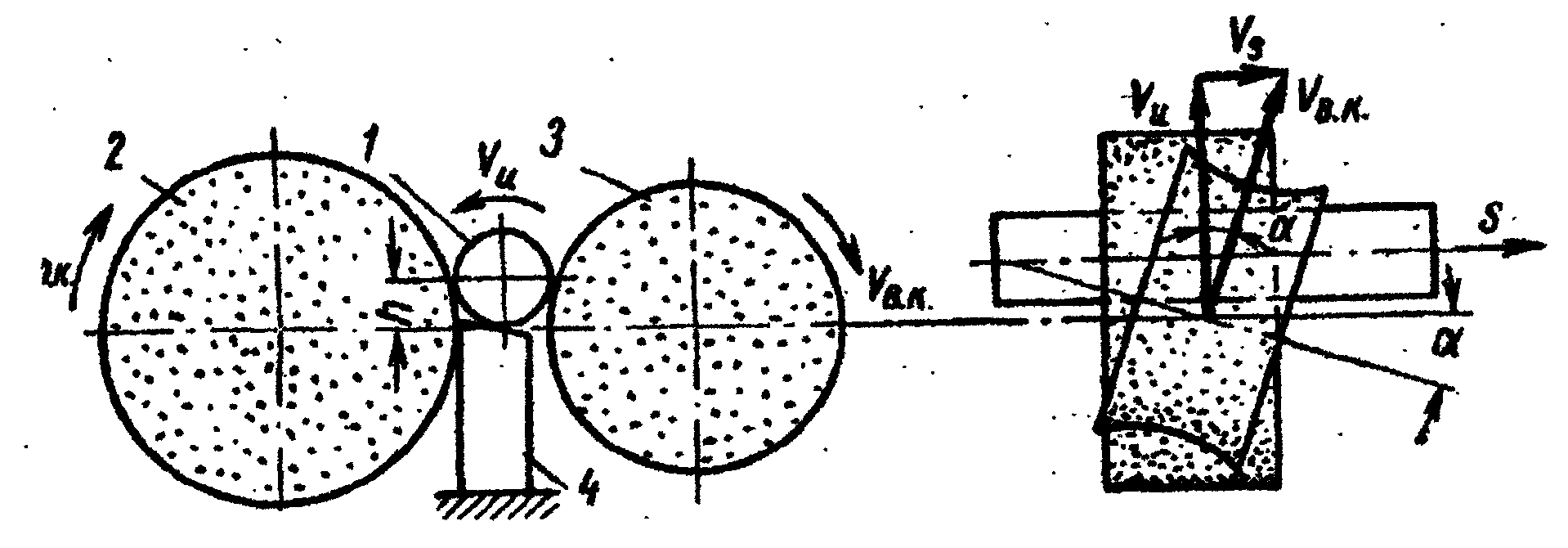
Рис.103. Схема круглого бесцентрового шлифования.
В зависимости от способа крепления заготовки и вида обрабатываемой поверхности круглое шлифование может быть различным.
а) Наружное шлифование в центрах или патроне:
- периферией круга с продольной подачей (Рис.103а);
- врезное, только с поперечной подачей (Рис.103б);
- глубинное, только с продольной подачей (Рис.103в);
- шлифование уступами (Рис.103г): сначала врезное, а затем с продольной подачей;
- одновременное шлифование цилиндрической и торцевой поверхностей (Рис.103д).
б) Внутреннее шлифование:
- заготовка закреплена в патроне (Рис.103а);
- планетарное шлифование громоздких деталей (Рис.1036).
в) Бесцентровое шлифование (Рис.104).