

4. Принадлежности к токарным станкам
Патроны предназначены для закрепления заготовок и бывают 2-х, 3-х и 4-х кулачковые. Наиболее распространены трехкулачковые самоцентрирующие патроны (Рис.69а).
Планшайбы – устройства для закрепления несимметричных деталей и заготовок сложной конфигурации с помощью универсального угольника или без него (Рис.69в).
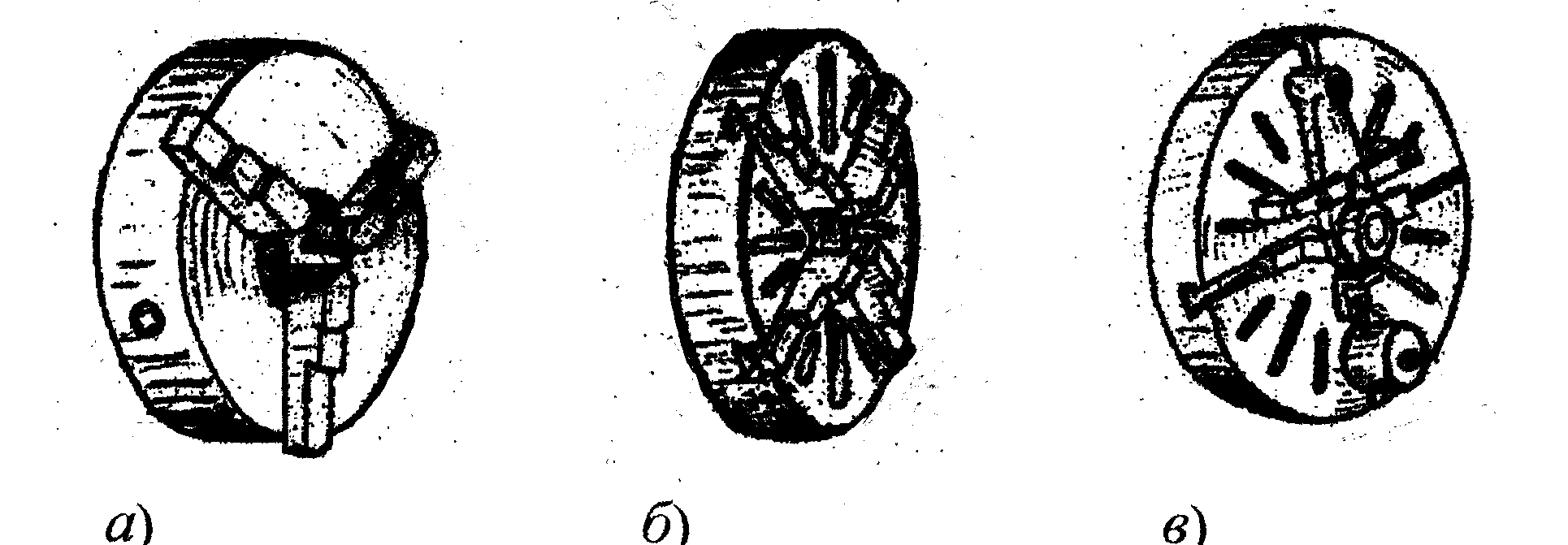
Рис.69. Токарные патроны и планшайба:
а) 3-х кулачковый самоцентрирующий;
б) 4-х кулачковый; в) планшайба.
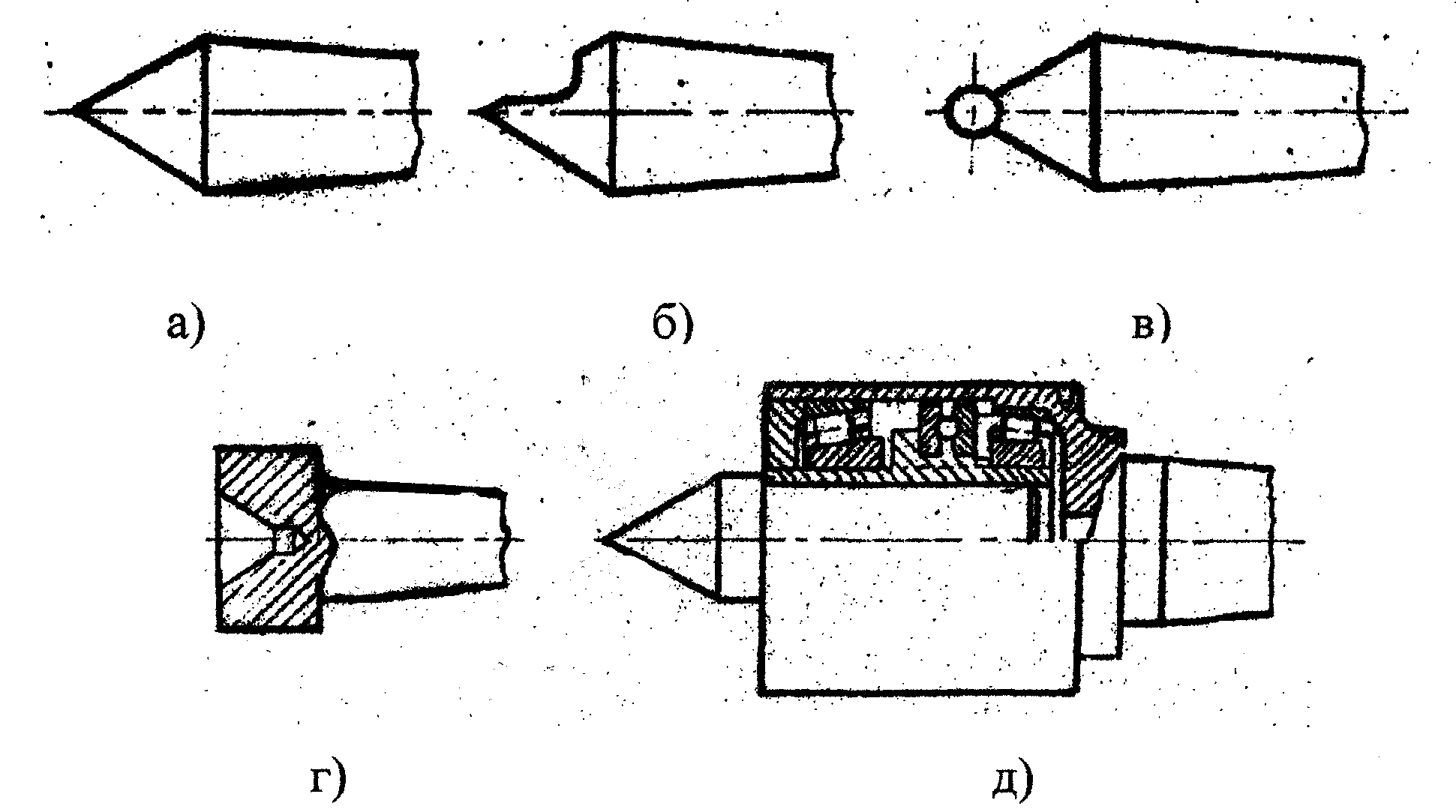
Рис.70. Центры: а) простой, б) срезанный, в) с шариком,
г) обратный, д) вращающийся.
Центры (рис.70) служат для закрепления длинных заготовок.
Различают центры: простой, срезанный (с лыской), с шариком, обратный, грибковый, неподвижный и вращающийся.
Для передачи вращения заготовке, обтачиваемой в центрах, служит поводковый патрон.
Оправки - устройства для обработки деталей с высокой концентричностью наружных и внутренних поверхностей. Оправки бывают: цельные и разжимные (Рис.71).
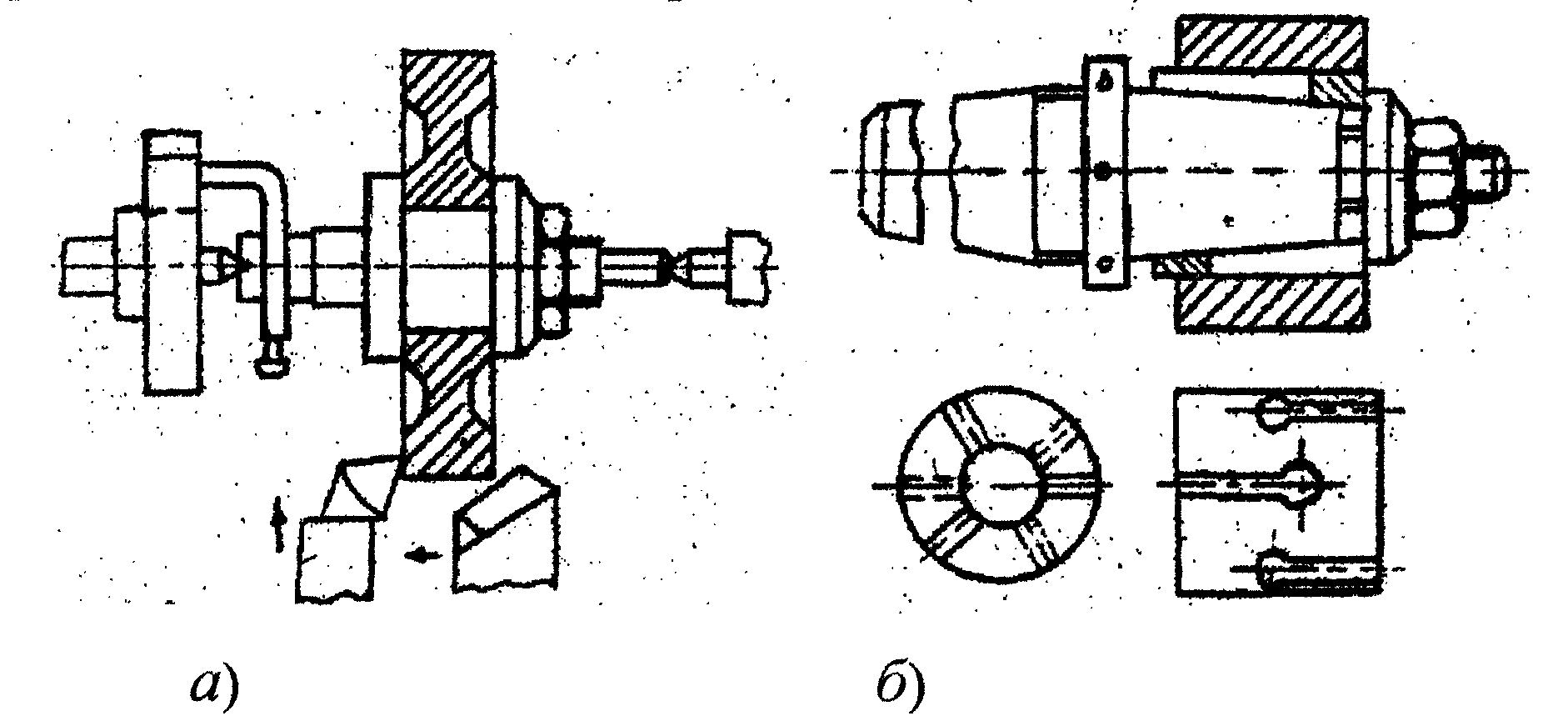
Рис.71. Оправки: а) цилиндрическая;
б) коническая с разрезной втулкой.
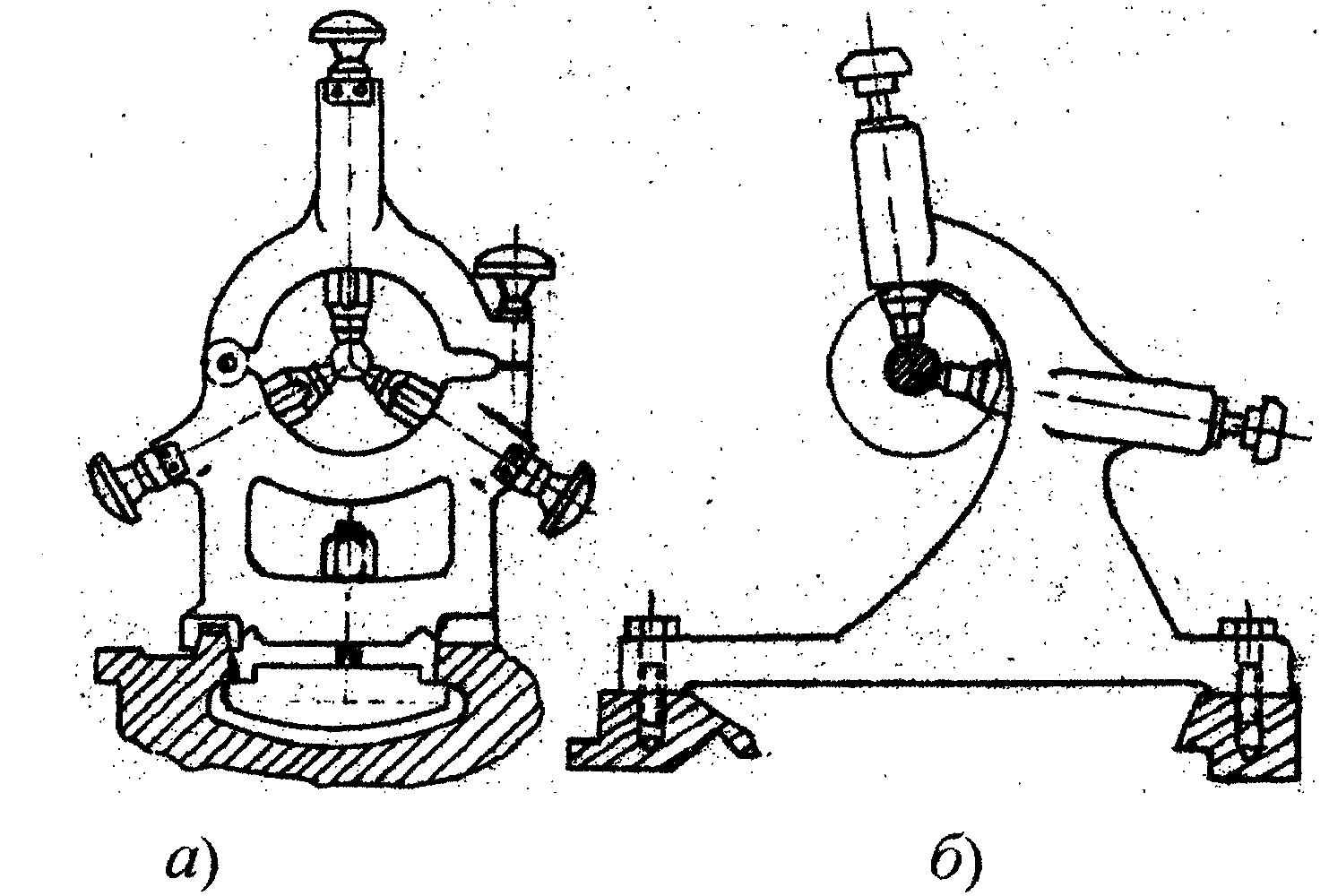
Рис.72. Люнеты: а) неподвижный, б) подвижный.
Люнеты - приспособления для увеличения жесткости длинных и тонких валов, бывают подвижные и неподвижные (Рис.72).
5. Способы закрепления заготовок
1) В патронах:
а) без поджатия центром (консольные) - при L / D < 4;
б) с поджатием задним центром - при 4 < (L / D) < 10.
2) В центрах с поводковым патроном:
а) без люнета - при L/D<10;
б) с люнетом - при L / D > 10.
3) На оправках.
4) На планшайбе с угольником – для закрепления сложных деталей.
5) На суппорте станка - при обработке глубоких сквозных отверстий.
6. Работы, выполняемые на токарных станках
На токарных станках можно выполнять следующие виды работ:
1) Обтачивание наружных цилиндрических и ступенчатых поверхностей с продольной подачей.
2) Обработка эксцентричных поверхностей при закреплении:
а) в 4-х кулачковом патроне;
б) в патроне с центросместителем.
3) Обработка фасонных поверхностей:
а) широким фасонным резцом;
б) с использованием копировального приспособления.
4) Обтачивание конических поверхностей может выполняться четырьмя способами (рис.73):
а) поворотом верхних салазок;
б) с копировальной линейкой; в) широким резцом;
г) поперечным смещением задней бабки.
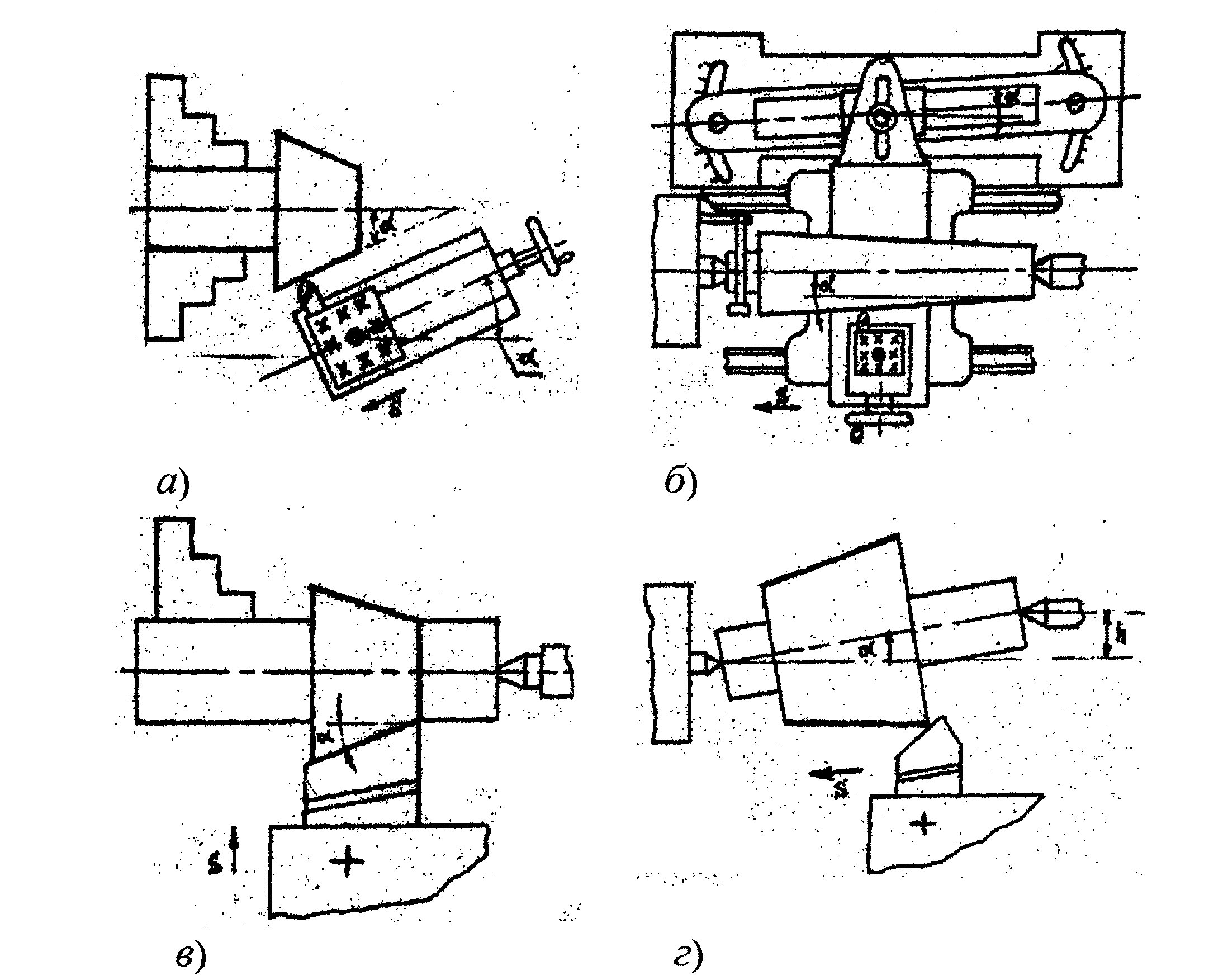
Рис.73. Схемы обработки конических поверхностей.
5) Подрезание торцов с поперечной подачей.
6) Получение центровочных гнезд (центровка).
7) Обработка отверстий:
а) осевым инструментом (сверлом, зенкером, разверткой);
б) расточными резцами.
8) Нарезание резьбы:
а) резьбонарезным инструментом (метчиком, плашкой, резьбовой гребенкой);
б) резьбовыми резцами.
Два способа нарезания резьбы резцами:
1 - глубина резания устанавливается только с поперечным врезанием (при γ = 0);
2 - глубина резания устанавливается с наклонной подачей вдоль профиля резьбы (при γ >0).