

2) Усадка стружки
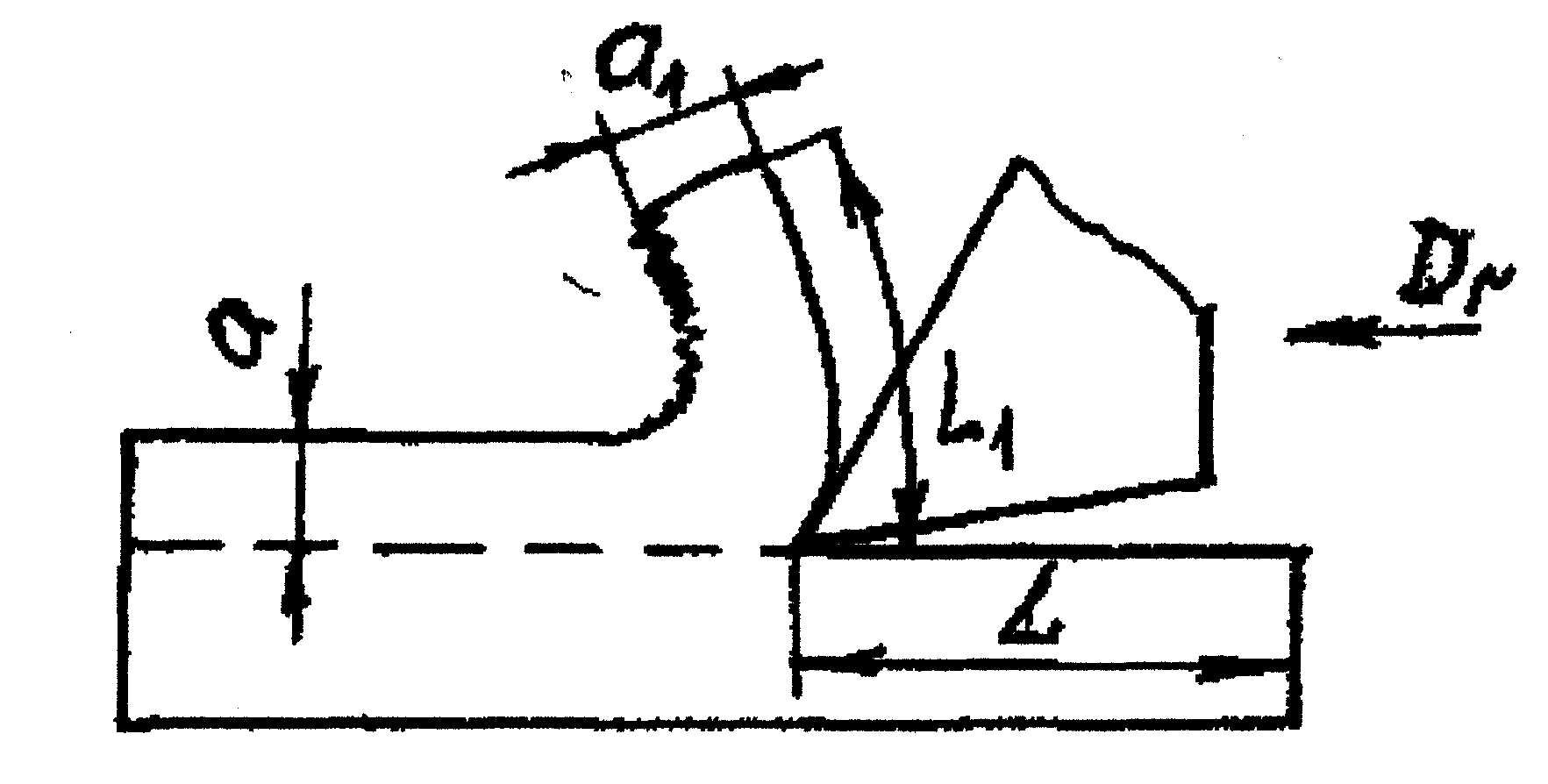
Рис.62. Схема усадки стружки.
Усадка стружки - укорочение и утолщение стружки по сравнению с длиной и толщиной срезаемого слоя (Рис.62).
Усадка характеризуется коэффициентом усадки К, который может быть: KL - коэффициент продольной усадки и
Ka - коэффициент поперечной усадки,

 ·
·
из равенства объемов материала стружки и срезанного слоя имеем a · b · L = a1 · b1 · L1 , при b = b1 получаем K = KL = Ka .
Чем пластичнее металл, тем больше коэффициент усадки стружки.
Для хрупких металлов К = 1, для пластичных К = 4...7.
Усадка стружки зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии инструмента, условий резания и др.
3) Силы резания
Деформирование и срезание с заготовки слоя металла происходит под действием внешней силы «R», приложенной со стороны инструмента к обрабатываемой заготовке, в направлении главного движения. При этом работа, затрачиваемая на деформацию и разрушение металла равна:
A = Pz ·V = Aуд + Апд + Ат ,
где Aуд - работа, затраченная на упругое деформирование,
Апд - работа, затраченная на пластическое деформирование и разрушение металла,
Ат - работа, затраченная на преодоление сил трения инструмента о заготовку и стружку.
В результате сопротивления металла деформированию возникают реактив- ные силы, действующие на резец: нормального давления и силы трения.
Равнодействующую R от указанных сил можно разложить на состав-ляющие, действующие по трем взаимно перпендикулярным направлениям: координатным осям станка (Рис.63).
Такими являются:
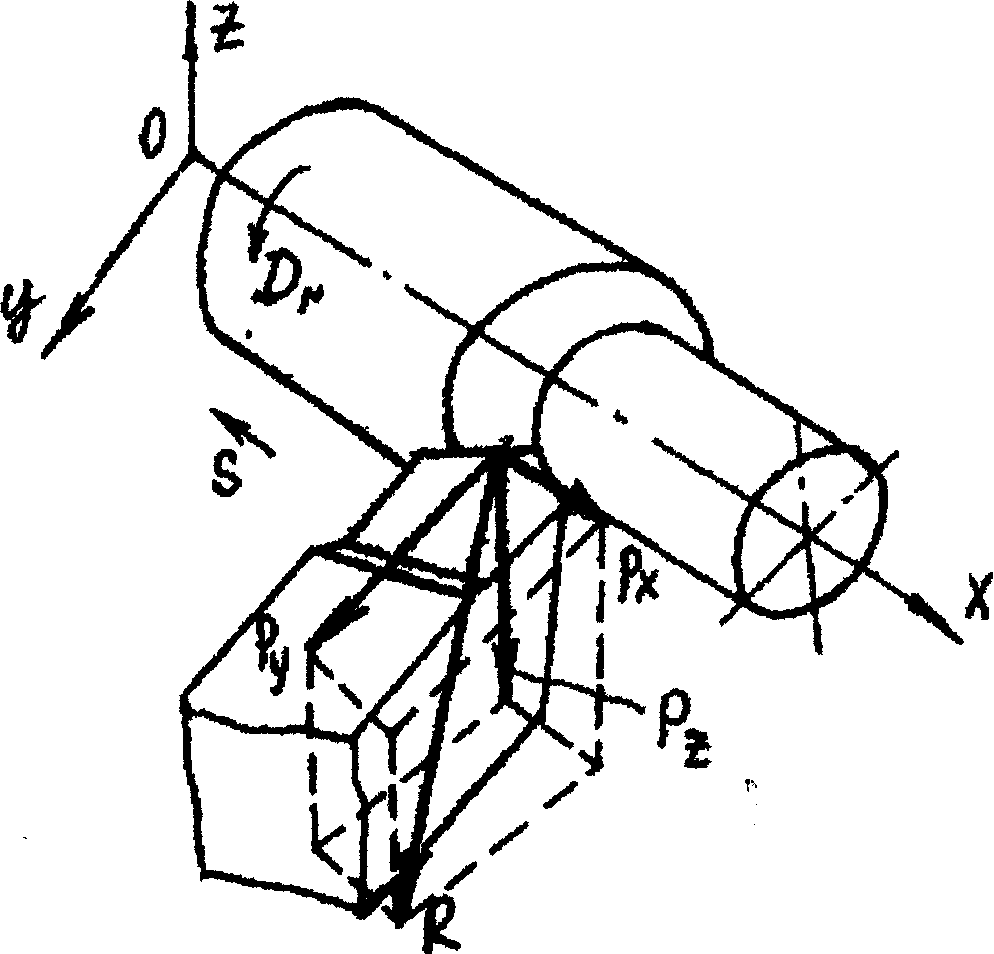
Рис. 63. Разложение силы резания на составляющие.
ось x - линия центров станка,
ось y - линия, перпендикулярная к линии центров станка
ось z - линия, перпендикулярная к плоскости (x - y).
R - равнодействующая сил, действующих на резец,
Рz - вертикальная составляющая силы резания,
Рy - радиальная составляющая силы резания,
Px - осевая составляющая силы резания.
По силе Pz определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости (x - z), изгибающий момент на стержень резца. По силе Pz ведут динамический расчет механизмов коробки скоростей станка.
По силе Рy определяют упругое отжатие резца от заготовки и деформацию изгиба заготовки в плоскости x - y.
По силе Px рассчитывают механизмы подач станка и изгибающий момент, действующий на стержень резца.
Силы Pz, Рy и Px определяют по эмпирическим формулам:
P = CP • txp • Syp • Vnp • Кp ,
где СР - коэффициент, учитывающий свойства обрабатываемого материала,
t, S и V - глубина, подача и скорость резания,
КP - поправочный коэффициент, учитывающий факторы, отличающиеся от эталонных.
СP, КP, xP, yP и nP приведены в справочнике.
4) Наростообразование
Нарост - слой обрабатываемого металла, образующийся на передней поверхности инструмента (Рис.64). Нарост обладает прочностью и твердостью гораздо большими, чем у исходного металла.
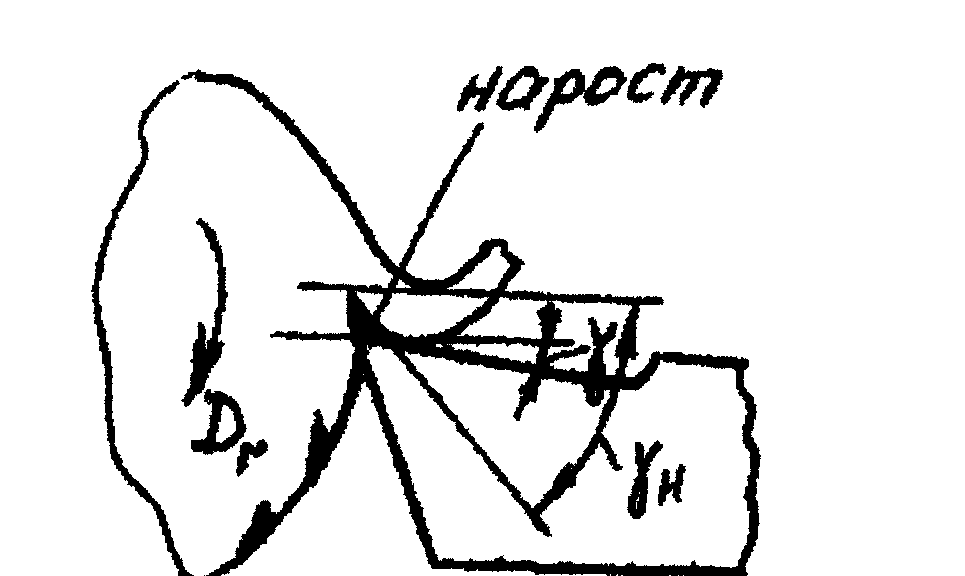
Рис. 64. Наростообразование при точении.
Нарост играет двоякую роль в процессе резания.
Преимущества нароста:
- увеличивает передний угол (+γ), что приводит к уменьшению силы резания;
- способен сам резать исходный материал;
- удаляет центр давления стружки от режущей кромки, что уменьшает износ режущего инструмента;
улучшает отвод тепла от инструмента.
Недостатки нароста:
- нарост увеличивает шероховатость обработанной поверхности, периодически срываясь с инструмента и внедряясь в обработанную поверхность;
- частицы нароста, внедрившиеся в обработанную поверхность, вызывают повышенный износ другой детали в соединении и всей пары трения;
- ввиду изменения угла γ изменяется величина силы резания, а это приводит к вибрациям станка и инструмента, что ухудшает качество обработанной поверхности.
Нарост является положительным явлением при черновых операциях и отрицательным при чистовых.
Наростообразование зависит от физико-механических свойств обрабатываемого материала, скорости резания, геометрии режущего инструмента и других факторов.