

5) Наклеп (упрочнение)
Упрочнение (наклеп) - увеличение твердости и прочности поверхностного слоя, в результате искажения кристаллической решетки зерен под действием упругой и пластической деформаций металла.
В реальных условиях режущая кромка инструмента всегда имеет радиус закругления (ρ) (Рис.65). Из-за него в процессе резания часть толщины срезаемого слоя подвергается упругопластическому деформированию.
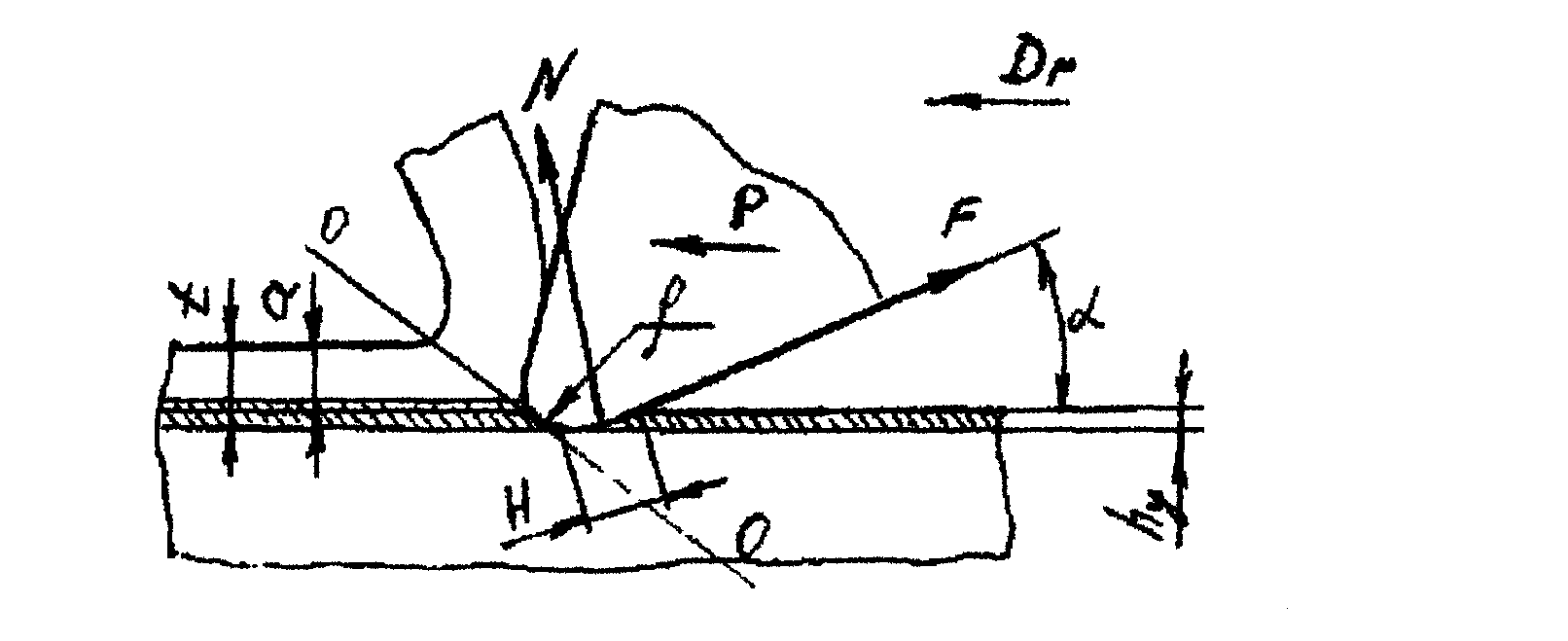
Рис.65. Схема образования поверхностного слоя и наклепа.
Н - ширина контактной площадки
hy - толщина упрочненного слоя.
Наклеп характеризуется толщиной упрочненного слоя (hy) и степенью наклепа (ηH):
 ,
,
НВП - микротвердость поверхностного слоя,
НВо - микротвердость исходного материала.
Пластичные материалы подвергаются большему упрочнению, чем хрупкие или твердые.
В целях получения повышенной поверхностной прочности и остаточных напряжений сжатия, наклеп является явлением положительным. Однако, наклеп, полученный при черновых операциях, при дальнейшей чистовой обработке интенсивнее изнашивает инструмент. Это отрицательное явление наклепа.
6) Тепловыделения в зоне резания
Работа, затрачиваемая на упругопластическое деформирование обрабатываемого материала, трение стружки о режущий инструмент, трение инструмента о поверхность резания и обработанную поверхность заготовки, превращается в тепловую энергию.
Общее количество теплоты, выделившееся в процессе резания в минуту составляет: Q = Рz • V (Дж/мин).
Тепловой баланс процесса резания можно записать (см. рис.66):
Q = Qупд + Qтп + Qтз = Q1 + Q2 + Q3 + Q4 ,
где Qупд - тепло выделившееся при упругопластическом деформировании обрабатываемого материала,
Qтп - тепло от трения стружки о переднюю поверхность инструмента,
Qтз - тепло от трения задней поверхности инструмента о заготовку,
Q1 - тепло, отводимое стружкой (30 ... 80% от Q),
Q2 - тепло, отводимое заготовкой (10 ... 50%),
Q3 - тепло, отводимое режущим инструментом (2 ... 8 %),
Q4 - тепло, переходящее в окружающую среду (около 1 %).
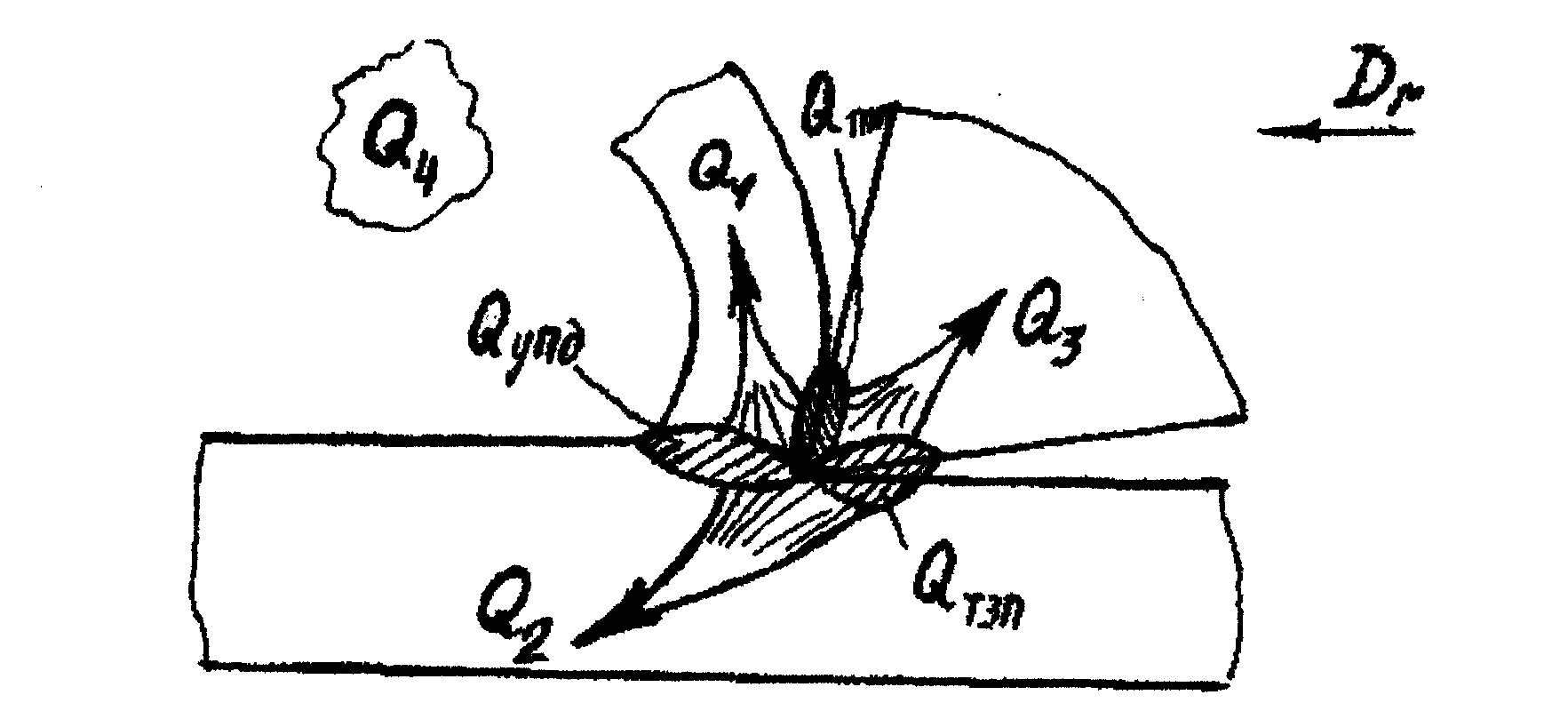
Рис. 66. Источники образования и распределения теплоты резания.
Теплообразование отрицательно влияет на процесс резания:
- нагрев инструмента снижает его твердость и приводит к ускорению износа;
- нагрев инструмента изменяет его размеры, что приводит к ухудшению точности размеров и формы обработанных поверхностей;
- нагрев заготовки вызывает изменение размеров и формы деталей;
- температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
Для снижения влияния теплоты на процесс резания используют смазочно-охлаждающие жидкости (СОЖ) и смазочно-охлаждающие вещества (СОВ).
Различают следующие СОЖ:
- водные растворы минеральных электролитов, эмульсии, мыльные растворы;
- минеральные, животные и растительные масла;
- минеральные масла с добавлением фосфора, серы, хлора (сульфо- фрезолы), керосин и растворы поверхностно-активных веществ в керосине;
масла и эмульсии с добавлением смазывающих веществ (графита, парафина, воска).
СОВ тоже могут быть различные:
- газы и газообразные вещества: СО2, CCl2, N2;
- пары поверхностно-активных веществ;
- распыленные жидкости (туман) и пены;
- твердые вещества: порошки воска, парафина, петролатума, битума;
- мыльные порошки.
Чаще всего при обработке резанием применяют СОЖ, особенно водные эмульсии с добавками ингибиторов (антикоррозионных добавок). Кроме этого, существенную роль в охлаждении имеет способ подачи СОЖ в зону резания.