

Технология пластической деформации металла в твердожидком состоянии
Саликов С.Р.,
Институт машиноведения и металлургии ДВО РАН,
г. Комсомольск-на-Амуре, Россия
The article discusses the technology of plastic deformation in metal solid- liquid state, its advantages, technological characteristics, as well as the benefits of its application to install a vertical casting and deformation of the metal.
Рассмотрим технологию получения металлоизделий штамповкой металла, находящегося в твердожидком состоянии. Данная технология имеет преимущества по сравнению с более распространенными технологиями литья и обработки металлов давлением, такими как ковка, штамповка. Она обеспечивает повышение механических свойств металла, улучшение размерно-геометрической точности, коэффициента использования металла. Перечисленные преимущества обеспечиваются за счет глобулярной структуры металла, расплав при этом находится в твердожидком состоянии в температурном диапазоне между линиями ликвидуса и солидуса. Данная технология основывается на эффекте тиксотропности металлических суспензий с глобулярной структурой, т.е. способности таких суспензий значительно снижать сопротивление деформациям, что позволяет металлу при незначительной удельной силе заполнять сложные формы.
В производстве технологический процесс производства деталей тиксоштамповкой делится на два этапа: во-первых, изготовление заготовок с глобулярной структурой, сюда входит получение расплава, его магнитогидродинамическое перемешивание в кристаллизаторе для получения глобулярной структуры, прокатка и закалка профилей, а во-вторых, нарезка профилей необходимых размеров, дальнейший их нагрев до температуры твердожидкого состояния и формоизменение штамповкой. Причем повторный нагрев – наиболее важная ступень в процессе тиксоштамповки, т.к. необходимо получить однородное состояние заготовки с контролируемым содержанием твердой фазы (глобулярной формы) равномерно распределенной в жидкой фазе.[1]
Наряду со всеми преимуществами данная технология имеет ряд недостатков таких, как сложность технологического цикла получения и обработки полученной заготовки с глобулярной структурой, также заготовки получают определенных технологически заданных размеров, определяемых возможностями штамповочного оборудования, что сказывается на трудоемкости производства.
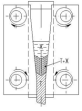
Рис. 1. Схема кристаллизатора УНЛДМ:
Ж – жидкая фаза;
Т+Ж – твердожидкая фаза;
Т – твердая фаза
Рассмотрим пластическую деформацию металла в твердожидком состоянии на установки непрерывного литья и деформации металла (УНЛДМ).[2] Для этого обратимся к схеме кристаллизатора УНЛДМ, где показаны фазовые состояния металла в нем по высоте (рис. 1.).
Можно видеть, что в верхней области кристаллизатора находится жидкая фаза – область «Ж», что соответствует состоянию расплавленного металла, заливаемого в кристаллизатор. Ниже находится область твердожидкого состояния металла («Т-Ж»), здесь происходит его кристаллизация, при этом металл имеет глобулярную структуру, и его температура лежит в интервале между линией ликвидуса и солидуса. В этой области происходит начало формоизменения металла, находящегося в твердожидком состоянии, что снижает усилия, необходимые для пластической деформации металла. Далее металл кристаллизуется и подвергается обработке в твердом состоянии – область «Т».
Особенностью технологии получения металлопродукции на УНЛДМ является то, что процесс производства не требует сложного процесса получения заготовок, так же полученные металлоизделия могут иметь неограниченную длину заданного поперечного сечения. Важно, что образования глобулярной структуры в твердожидком состоянии и формообразование совмещены в одном объеме, и не требуют отдельных технологических операции для получения заготовки и повторного нагрева металла перед его деформацией. Эта особенность, с одной стороны, упрощает процесс производства, а с другой стороны, требует четкой технологической схемы самого процесса. Установив и контролируя технологические режимы, температурные характеристики работы, машины можно получать изделия неограниченной длины с различным профилем из сплавов трудно поддающихся пластическому деформированию (литейные сплавы) без снижения качества, свойств, эксплуатационных характеристик.