2.3. Классификация простейших механизмов станков
Приводы металлорежущих станков обычно состоят из нескольких элементарных механизмов, которые по функциональному назначению можно разделить на 4 группы:
1) регулирующие,
2) реверсивные,
3) трансформирующие (преобразующие),
4) суммирующие.
Регулирующие механизмы предназначены для изменения величины скорости движения ведомого вала при ступенчатом регулировании привода станка.
Различают следующие основные конструкции регулирующих механизмов:
- конус шестерен с накидной шестерней (конус Нортона),
- конус шестерен с вытяжной шпонкой,
- скользящий блок шестерен,
механизм геометрического ряда (Меандр).
Реверсивные механизмы используются для изменения направления движения ведомого звена. Основные конструкции:
- с двусторонней муфтой и цилиндрическими или коническими зубчатыми колесами,
с введением промежуточной шестерни (трензель).
Трансформирующие механизмы преобразуют или изменяют вид движения (вращательное в поступательное и наоборот, непрерывное в прерывистое). Основные конструкции:
- механизмы, преобразующие вращательное движение в поступательное: реечный, винтовой, кулисный, кулачковый.
- механизмы для осуществления прерывистого движения: храповой, мальтийский.
Суммирующие механизмы осуществляют сложение движений с нескольких ведущих звеньев на одно ведомое звено.
Различают: дифференциальный, планетарный механизмы.
2.4. Условные обозначения элементов кинематических схем
Под кинематической схемой металлорежущего станка понимают условное обозначение всех механизмов, передач и их звеньев, которые передают движение от двигателя к исполнительным органам станка.
При этом используются условные графические обозначения элементов кинематики согласно стандарта СТ СЭВ 2519-80.
Основные условные обозначения приведены в таблице 2.1.
Таблица 2.1
Условные обозначения элементов кинематических схем
Наименование элемента |
Условное обозначение |
Вал, ось, стержень
Шпиндель станка: токарного револьверного сверлильного фрезерного шлифовального
|
|
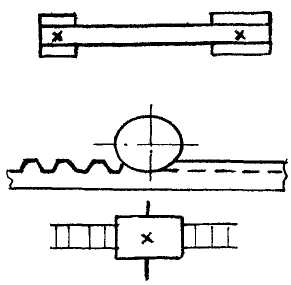
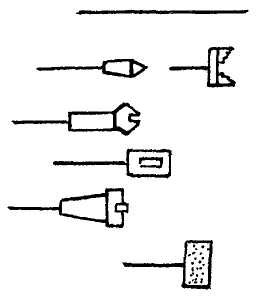
Соединение деталей с валом: свободное неподвижное
скользящее вдоль вала на шпонке
закрепленное на валу вытяжной шпонкой
двойной блок шестерен, скользящий на шпонке
|
|
-
Продолжение табл. 2.1
Передачи: ременная без уточнения типа ремня
реечная
|
|
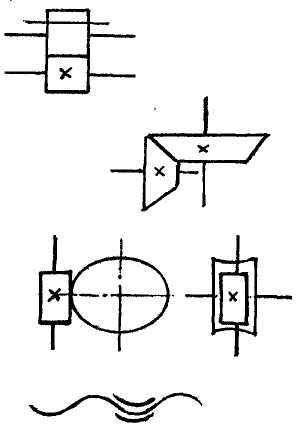
зубчатая с цилиндрическими колесами
зубчатая с коническими колесами
червячная
винтовая с неразъемной гайкой
|
|
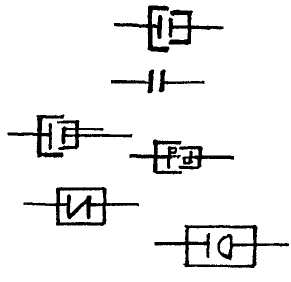
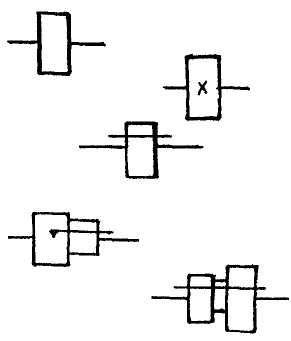
Муфты сцепления: общее обозначение управляемая, без уточнения типа фрикционная зубчатая нерасцепляемые: упругая компенсирующая
|
|
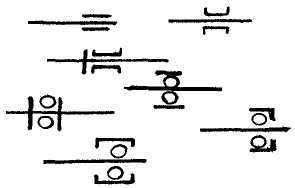
Подшипники: радиальные качения и скольжения (без уточнения типа) радиально-упорные скольжения радиальные качения упорные качения двусторонние радиально-упорные качения радиально-упорные двусторонние
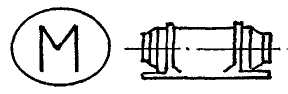
Электродвигатель
|
|