

4.5. Машинное время при фрезеровании
Машинное или основное технологическое время обработки (То) определяется по уже известным элементам режима резания:
![]() мин,
мин,
где L - расчетная длина прохода фрезы, определяемая как:
L = l + y + y1 , мм,
l - длина фрезеруемой поверхности, мм;
у - величина врезания фрезы, мм;
y1 - величина перебега (выхода) фрезы, принимается по диаметру фрезы в пределах 1...5 мм;
Sм - минутная подача, мм/мин;
i - число рабочих проходов фрезы.
Величина врезания фрезы (у) определяется по схемам обработки (рис.4.3) в зависимости от вида фрезерования.
Формулы для определения величины (у) при фрезеровании:
- по схеме на рис.
3.З, а:
![]() мм;
мм;
- по схеме на рис.
3.3,
б:
![]() мм;
мм;
- по схеме на рис.
3.З, в:
![]() мм.
мм.
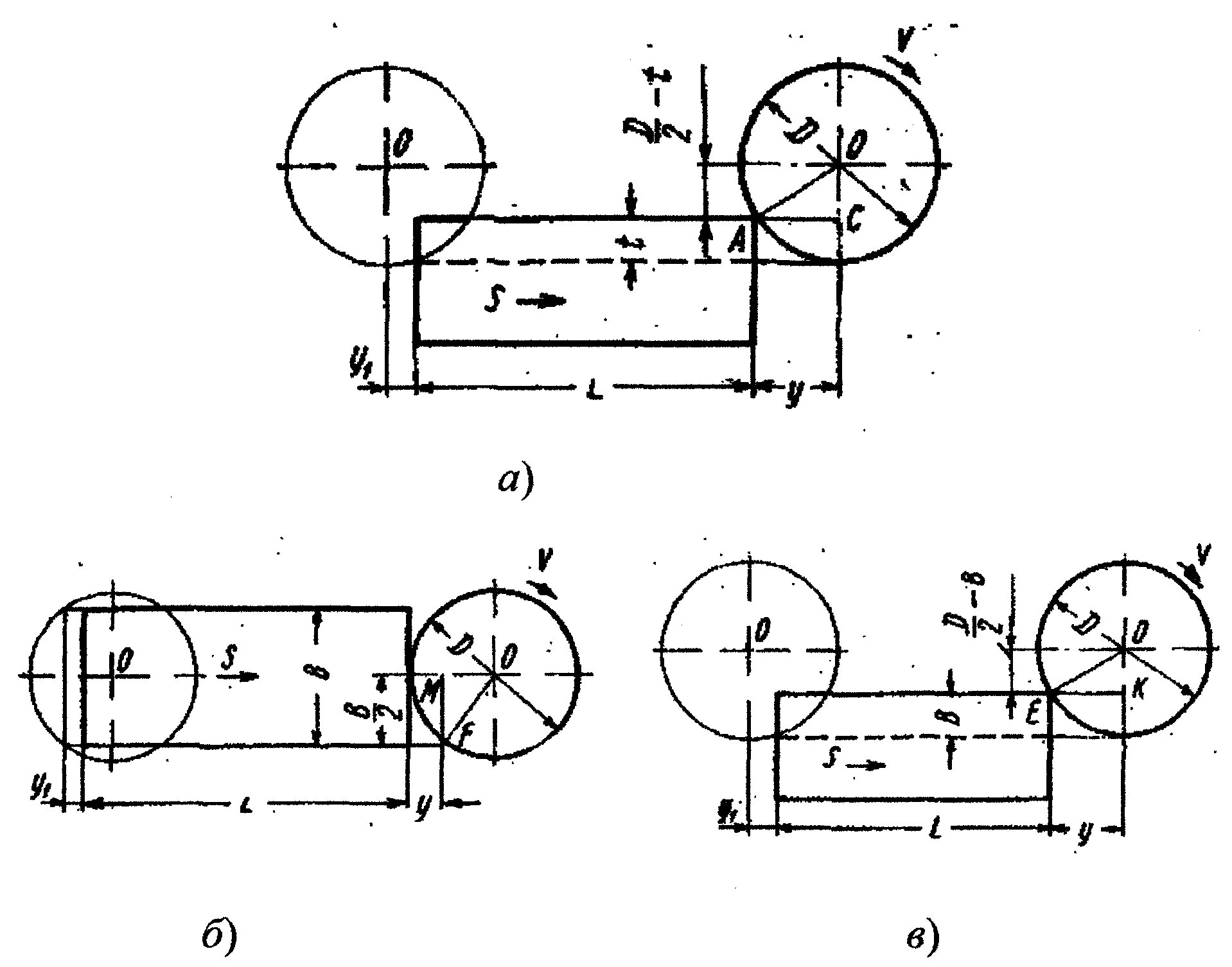
Рис. 4.3. Схемы к расчету величины врезания (у) при фрезеровании:
а) цилиндрическими, дисковыми, угловыми и модульными фрезами;
б) торцевыми фрезами при симметричном фрезеровании;
в) концевьми и торцевыми фрезами при несимметричном фрезеровании
4.6. Схемы цилиндрического фрезерования
В зависимости от направления скорости резания и подачи цилиндри- ческое фрезерование может осуществляться двумя способами:
- против подачи (встречное фрезерование), когда направление вращения фрезы противоположно направлению подачи (рис. 4.4, а);
-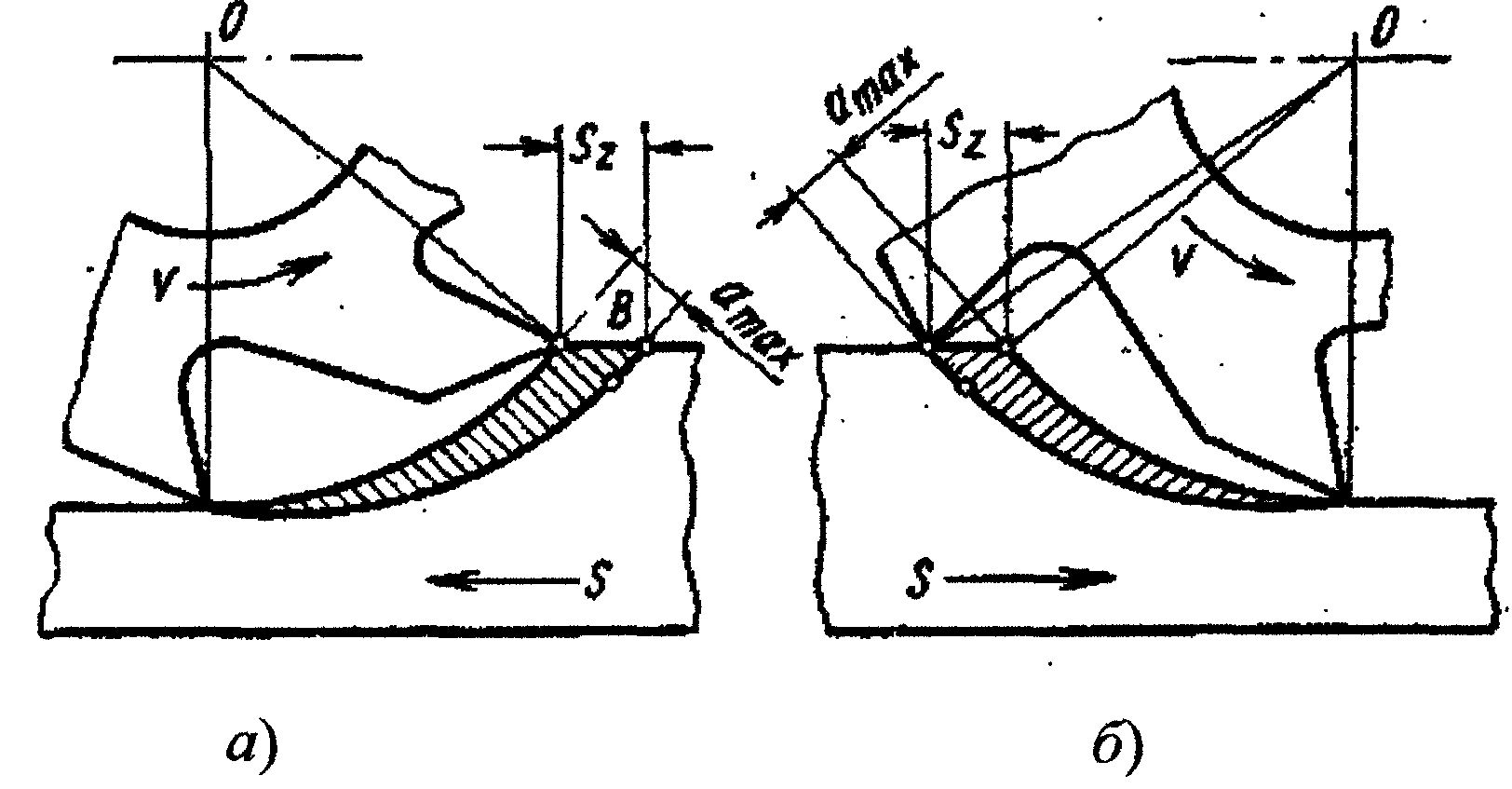 по подаче
(попутное
фрезерование), когда направления
вращения фрезы и подачи совпадают
(рис. 4.4, 6).
по подаче
(попутное
фрезерование), когда направления
вращения фрезы и подачи совпадают
(рис. 4.4, 6).
Рис. 4.4. Схемы цилиндрического фрезерования:
а) против подачи; б) по подаче
Рассмотрим особенности процесса в каждой схеме.
1) Встречное фрезерование:
- нагрузка на зуб возрастает плавно (без удара), так как толщина срезаемого слоя возрастает постепенно от 0 до аmax;
- зуб фрезы на выходе из заготовки работает "из-под корки", т. е. как бы отламывает упрочненную корку, сохраняя режущую кромку от повышенного износа;
- при соприкосновении зуба фрезы с заготовкой вначале происходит не резание, а смятие, что приводит к увеличению шероховатости поверхности и повышенному износу зубьев фрезы из-за дополнительного наклепа обработанной поверхности;
зубья фрезы на выходе из заготовки стремятся "оторвать" её от стола или зажимного приспособления, что приводит к вибрациям и увели-чению шероховатости поверхности.
2) Попутное фрезерование:
- зуб фрезы на выходе из заготовки как бы выглаживает поверхность, обработанную предыдущим зубом, что обеспечивает её меньшую шероховатость;
- заготовка во время врезания зубьев прижимается к столу, что уменьшает вибрации и снижает усилия на закрепление заготовки;
- зуб фрезы врезается с максимальной толщиной срезаемого слоя, что приводит к ударному воздействию на станок, вызывая повышенные вибрации системы СПИД и механический износ фрезы;
- периодическое изменение направления горизонтальной силы приво-дит к ускоренному износу винтовой передачи продольной подачи и требует установки компенсаторов зазора в винтовой паре.
Резюме: Рекомендуется применять встречное фрезерование для предвари- тельной обработки (на получистовых и черновых операциях), а попутное - для чистовых операций на станках с компенсаторами зазоров в узлах станка.