

8. Шлифование
8.1. Особенности процесса шлифования
Шлифование - технологический метод обработки при помощи абразивных инструментов, режущими элементами которых являются твердые зерна абразивных материалов.
Шлифование является процессом массового скоростного резания с образованием очень мелких стружек.
Шлифование чаще всего выполняется на окончательной стадии обработки (на чистовых и отделочных операциях), выполняемой после лезвийных операций резания (точения, фрезерования, строгания и др.), т.к. позволяет обеспечивать 6…7 квалитеты точности размеров при малой шероховатости поверхностей (Rа = 0,08...0,32 мкм).
Особенности процесса шлифования:
- срезание абразивным зерном небольшого слоя металла, в виде ограниченной длины и малого поперечного сечения;
- в процессе резания участвует одновременно большое число зерен;
- повышенное трение и нагрев детали, т.к. зерна на поверхности инструмента ориентированы по разному (хаотично), поэтому часть из них не режут, а упруго деформируют обрабатываемую поверхность;
- необходимо непрерывное обильное охлаждение (СОЖ) зоны резания.
Инструментом при шлифовании могут быть: абразивные круги, головки, бруски, сегменты, листы, ленты, пасты и свободные зерна. Наибольшее применение из них имеют шлифовальные круги.
8. 2. Характеристика и маркировка абразивного инструмента
Абразивный инструмент представляет собой массу абразивных зерен, связанных между собой связующим веществом (связкой).
Абразивный инструмент характеризуется следующими параметрами: формой и размерами, материалом и размерами зерен, связкой, твердостью и структурой.
Абразивный инструмент изготовляется в соответствии со стандартами и техническими условиями.
● Абразивные материалы
Абразивные материалы могут быть природного происхождения (естественные) и искусственные.
Природные абразивные материалы (корунд, наждак, кварцевый песок, гранат, кремень, алмаз и др.) имеют ограниченное применение из-за нестабильности их физико-механических характеристик.
В машиностроении в основном используют искусственные абразивные материалы, такие как:
электрокорунды, карбиды кремния и бора,
синтетические алмазы и эльбор.
Электрокорунд - искусственный корунд на основе оксида алюминия (Аl2О3), выпускается в виде нескольких разновидностей (маркируется двумя цифрами и буквой «А»):
- нормальный: марок 13А, 14А, 15А, 16А;
- белый: 22А, 23А, 24А, 25А;
- хромистый: 32А, 33А, 34А;
- хромотитанистый: 91А, 92А., 93А, 94А;
- монокорунд: 43А, 44А, 45А;
- сферокорунд: ЭС.
Карбид кремния (карборунд) состоит из SiC и имеет две
разновидности:
- черный: 52С, 53С, 54С, 55С;
- зеленый: 62С, 63С, 64С.
Карбид бора (содержит до 94% В4С) - марки КБ.
Синтетические алмазы выпускаются в виде:
- шлифпорошков: АСО, АСР, АРВ, АРК, АРС;
- микропорошков: АСМ, АСН.
Эльбор (кубический нитрид бора): ЛО, ЛП, ЛКВ, ЛВМ, ЛПМ.
● Зернистость абразивных материалов
Зернистость характеризует размеры зерен в поперечнике. В зависимости от размера различают 4 группы зерен:
- шлифзерна (номера от 16 до 200) размеры от 160 до 2000 мкм;
- шлифпорошки (от 3 до 12) - размеры от 40 до 125 мкм;
- микропорошки (от Ml 4 до М63) - размеры от14 до 63 мкм;
тонкие микропорошки (от М5 до M10) - от 3 до 10 мкм.
Зернистость алмазных и эльборных порошков обозначается дробью: в числителе - наибольший размер, в знаменателе - наименьший размер зерен данной фракции, в микрометрах (например: 200/160).
Содержание основной фракции зерен указывается после зернистости буквенным индексом В, П, Н, Д (в %).
● Связка абразивных инструментов
Связка - вещество, применяемое для закрепления в абразивном инструменте и придания необходимой формы и размеров инструмента. Связка определяет прочность и твердость инструмента, оказывает влияние на геометрию рельефа рабочей поверхности инструмента, износ инструмента, производительность и качество обработки.
Связки бывают: неорганические, органические и металлические.
Неорганическими связками являются:
- керамическая: марки К0...К8;
- силикатная (С);
магнезиальная (МГ).
Органические связки:
- бакелитовая: марки Б, Б1...Б4, БУ, БП2;
- вулканитовая: В, В1, В2, ВЗ, В5, СКН;
- глифталевая (ГФ);
- поропластовая - вспененный поливинилформаль (ПФ);
эпоксидно-каучуковая (ЭК).
Металлические связки:
- из порошков медных сплавов: М1, М1П;
- на основе алюминиево-цинковых сплавов: М5, МО13, МВ1;
гальванические на никелевой основе: МН и др.
Металлические связки используют для изготовления алмазных и эльбор- ных шлифовальных и заточных кругов.
Наиболее распространены керамические и бакелитовые связки.
● Твердость абразивных инструментов
Твердость характеризует прочность закрепления абразивных зерен в инструменте с помощью связки, поэтому она определяется количеством и свойствами связки, введенной в инструмент.
Твердость абразивных инструментов разделяют на 18 номеров (с 0 по 17), условно разделенных на 8 групп:
- весьма мягкая (ВМ1, ВМ2);
- мягкая (М1, М2, МЗ);
- среднемягкая (СМ1, СМ2,);
- средняя (С1, С2);
- среднетвердая (СТ1, СТ2, СТЗ);
- твердая (Т1, Т2);
- весьма твердая (ВТ1, ВТ2);
- чрезвычайно твердая (ЧТ1, ЧТ2).
● Структура абразивного инструмента
Структура абразивного инструмента характеризуется соотношением объемов абразивных зерен, связки, пор и наполнителя. Структура обозначается номерами (с 1 по 20).
Различают 4 группы структур:
- закрытые (с №1 по №4);
- средние (с №5 по №8);
- открытые (с №9 по №12);
- пористые (с №13 по №20).
Для каждой операции шлифовании необходимо использовать абразивный инструмент определенной структуры.
● Классы точности и неуравновешенности шлифовальных кругов
В зависимости от требований, предъявляемых к параметрам точности шлифкругов, установлено 3 класса точности: АА, А и Б.
Неуравновешенность кругов, вызываемая распределением неуравнове-шенных масс и приводящая к вредным вибрациям, ухудшению качества поверхности и т.д., разделяется стандартом на 4 класса: 1, 2, 3 и 4.
● Форма и размеры абразивного инструмента
Абразивные инструменты выпускают различной формы в виде: дисков, тарелок, чашек, головок, колец, сегментов, брусков и др.
Форма абразивного инструмента указывается в маркировке с помощью условных обозначений, например:
ПП - круг плоский прямого профиля; ПВ - плоский с выточкой;
ПВД - с двусторонней выточкой; ПВК - с конической выточкой;
ПВДК - круг с двусторонней конической выточкой;
2П, ЗП, 4П - круг с коническим профилем; К - кольца; Д - диски;
ЧЦ, ЧК - чашки (цилиндрические и конические); Т - тарелки;
ГЦ, ГК, ГШ - головки (цилиндрические, конические и шаровые);
СП, 1С...9С - сегменты различного профиля;
БКв, БП, БТ, БКр, БПкр - бруски различного профиля.
Для алмазных и эльборных кругов к обозначению профиля круга добавляют буквы А или Л.
Размеры основных параметров шлифовальных кругов указаны в их маркировке, как: D x H x d,
где D - наружный диаметр,
Н - ширина круга,
d - диаметр посадочного отверстия.
Для алмазных и эльборных кругов ещё указывается толщина алмазо- или эльборонесущего слоя, например: D x H x d x S, где S - толщина слоя.
Для кругов сложной формы могут быть указаны и другие важные параметры
● Маркировка шлифовальных кругов
В маркировке шлифовальных кругов, располагаемой на нерабочей поверхности круга, содержатся основные характеристики:
- материал, зернистость и индекс фракции абразива;
- твердость, структура и связка;
- классы точности и неуравновешенности круга;
- форма и размеры круга;
- допустимая окружная скорость круга.
допустимая окружная скорость круга.
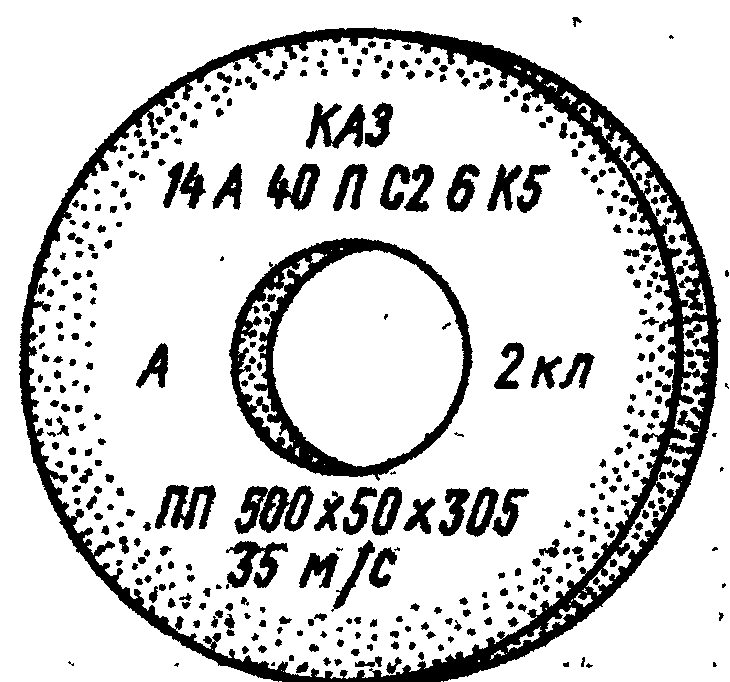
Рис. 8.1. Маркировка шлифкруга:
КАЗ – марка завода-изготовителя; 14А – материал абразива;
40 П - номер и индекс зернистости; С2 - степень твердости;
6 – номер структуры; К5 - вид связки;
А – класс точности; 2 кл - класс неуравновешенности; ПП – форма круга;