

5. Обработка на сверлильных и расточных станках
5.1. Работы, выполняемые на сверлильных станках
На сверлильных станках можно выполнять сверление и рассверливание цилиндрических отверстий, зенкерование и развертывание цилиндрических и конических отверстий, подрезку и цекование торцов, нарезание резьбы метчиками и плашками и др. Обработка отверстий производится, так называемыми, осевыми инструментами, к которым относятся сверла, зенкеры и развертки. При обработке отверстий режущий инструмент имеет два движения: главное (вращательное) и подачи (осевое) (рис. 5.1).
Сверление - основной технологический способ образования отверстий в сплошном материале обрабатываемых заготовок.
Сверлением можно получать сквозные и глухие отверстия с точностью размеров в пределах 12...14-го квалитетов с шероховатостью поверхностей Rа = 6...12 мкм.
Рассверливание - способ обработки сверлом отверстий, предварительно полученных другим технологическим способом (литьем, поковкой, штамповкой и др.).
Зенкерование - способ обработки зенкером отверстий, предварительно полученных другим способом (чаще сверлением) с целью достижения более точных по форме и размеру цилиндрических отверстий и конических углублений (10...11-го квалитетов точности) и меньшей шероховатости поверхности (Rа = 1,5... 6 мкм)
Развертывание - способ чистовой обработки отверстий после сверления и зенкерования с целью получения точных по форме и размеру цилиндрических и конических поверхностей (6...9 квалитетов) с малой шероховатостью (Rа = 0,32...1,25 мкм).
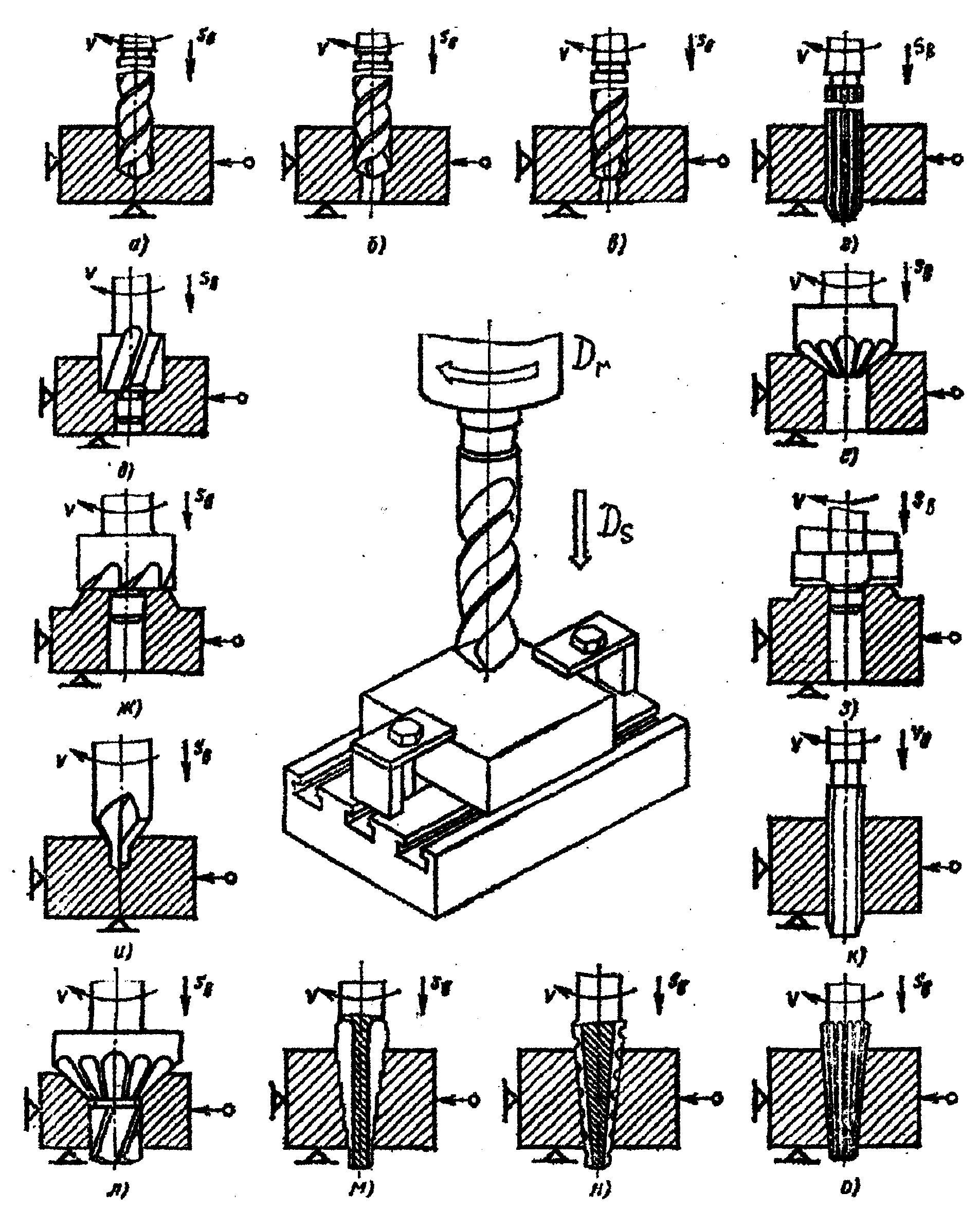
Рис. 5.1. Схемы работ, выполняемых на сверлильных станках:
а) сверление; б) рассверливание; в) зенкерование; г) развертывание;
д) зенкование цилиндрическое; е) зенкование коническое;
ж, з) цекование торцов; и) сверление центровочных отверстий;
к) нарезание резьбы метчиком; л) комбинированное зенкерование;
м, н, о) развертывание конических отверстий
5.2. Конструкции и геометрия осевых инструментов
● Сверла
В зависимости от назначения и конструктивных особенностей различают следующие типы сверл:
- перовые;
- спиральные;
- для глубокого сверления;
- центровочные;
- специальные, комбинированные и др.
Перовые сверла имеют простую конструкцию (рис. 5.2, а), но, вследствие малой производительности и низкой точности получаемых отверстий, применяются очень редко. Могут быть простые и ступенчатые.
Н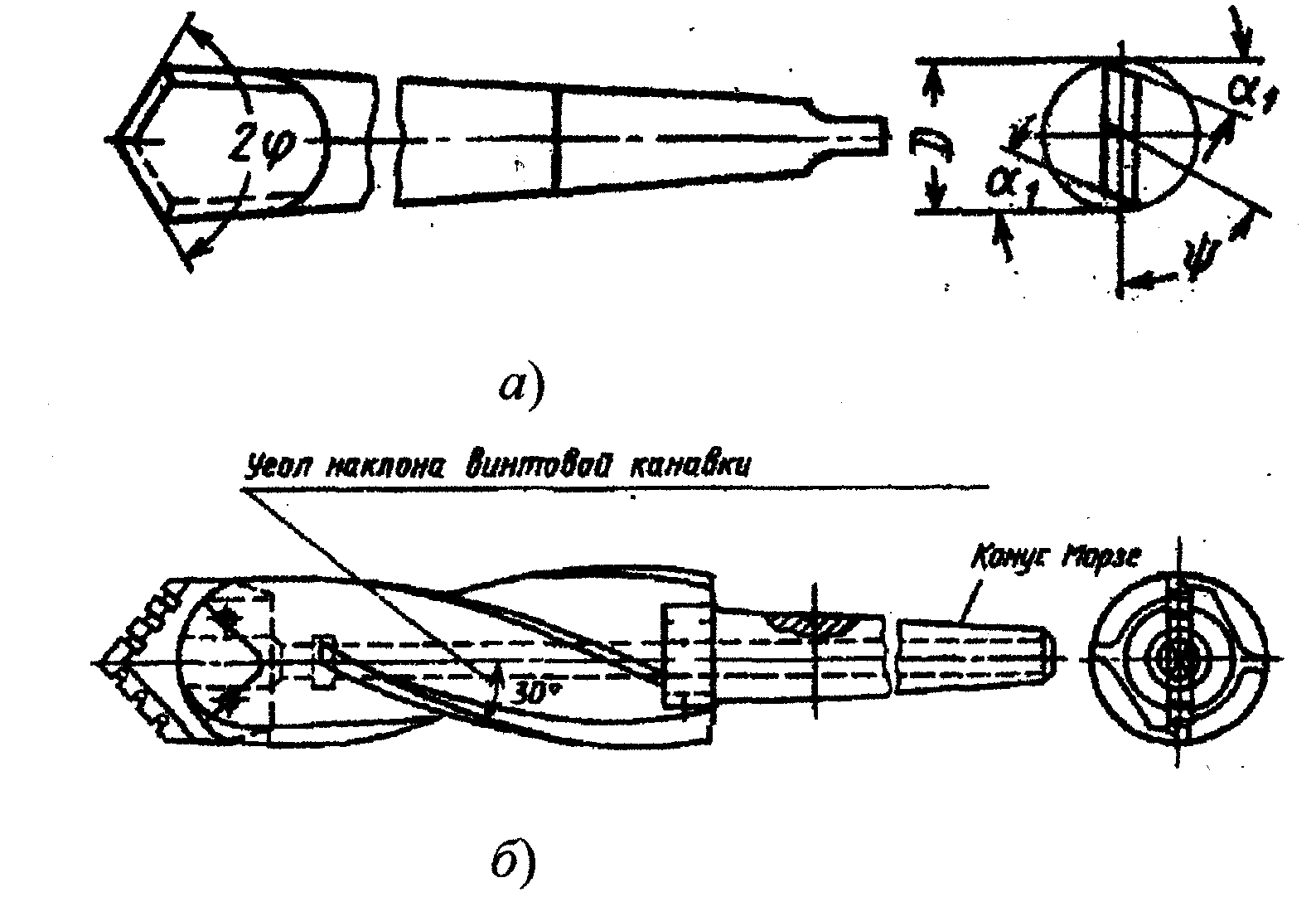 аибольшее
применение имеют спиральные
сверла (рис. 5.2, б).
Спиральные сверла могут быть цельными
или составными, из быстрорежущих сталей
или твердого сплава, с цилиндрическим
или коническим хвостовикам, с подводом
СОЖ через спиральные канавки или через
отверстия в теле сверла.
аибольшее
применение имеют спиральные
сверла (рис. 5.2, б).
Спиральные сверла могут быть цельными
или составными, из быстрорежущих сталей
или твердого сплава, с цилиндрическим
или коническим хвостовикам, с подводом
СОЖ через спиральные канавки или через
отверстия в теле сверла.
Рис. 5.2. Сверла: а) перовое; б) спиральное
Сверла для глубокого сверления (рис. 5.3, а, б, в) можно разделить на однокромочные и многокромочные с перемычкой.
Однокромочные сверла: ружейные, пушечные и другие имеют меньшую производительность по сравнению с многокромочными (шнековые, с наружным и внутренним отводом стружки, эжекторные и др.).
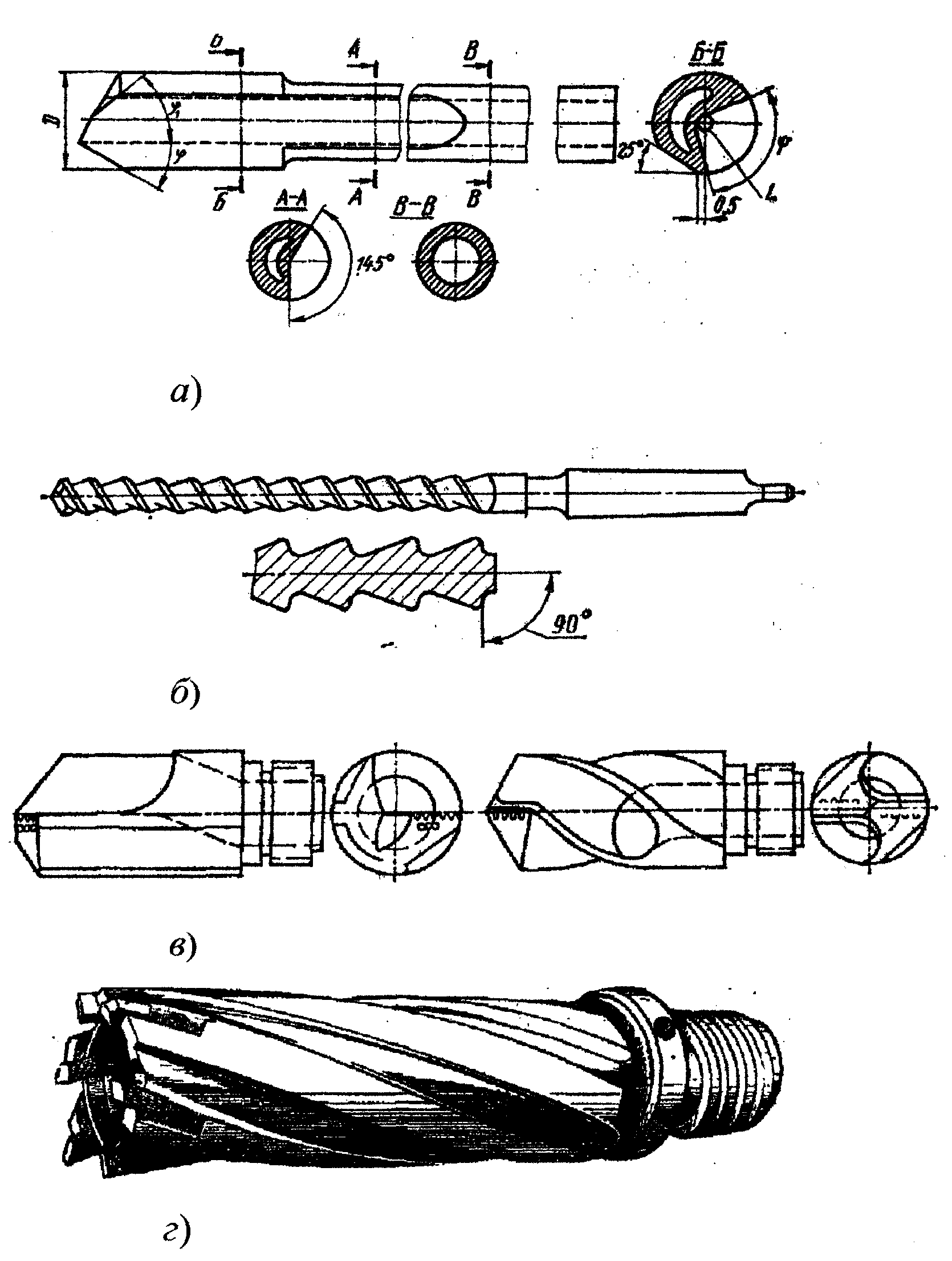
Рис. 5.3. Сверла для глубокого сверления:
а) однокромочное ружейное; б) шнековое;
в) эжекторные; г) для кольцевого сверления
Головки для кольцевого сверления (рис. 5.3, г) применяют для получения отверстий большого диаметра (более 70 мм) при одновременном сохранении средней части (сердечника), которую можно использовать как заготовку.
Центровочные сверла (рис. 5.4, а, б) используют для получения центровочных гнезд в заготовках для точения.
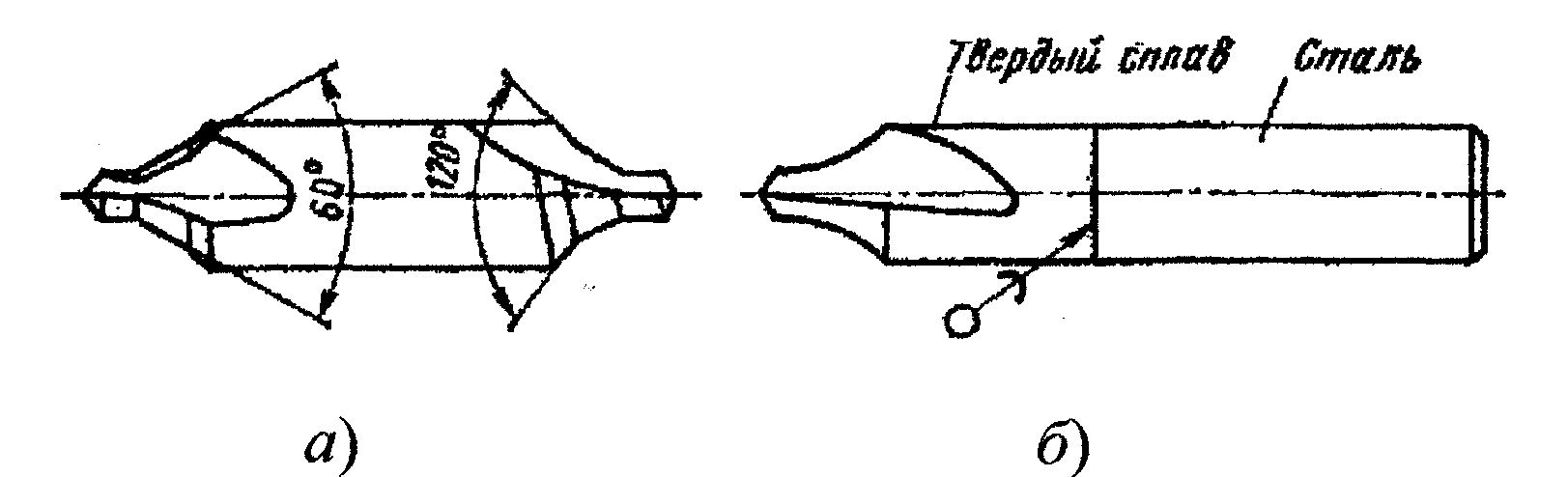
Рис. 5.4. Центровочные сверла: а) двустороннее; б) одностороннее
Рассмотрим элементы конструкции (рис. 5.5) и геометрии режущей части (рис. 5.6) спирального сверла.

Рис. 5.5. Конструктивные элементы спирального сверла
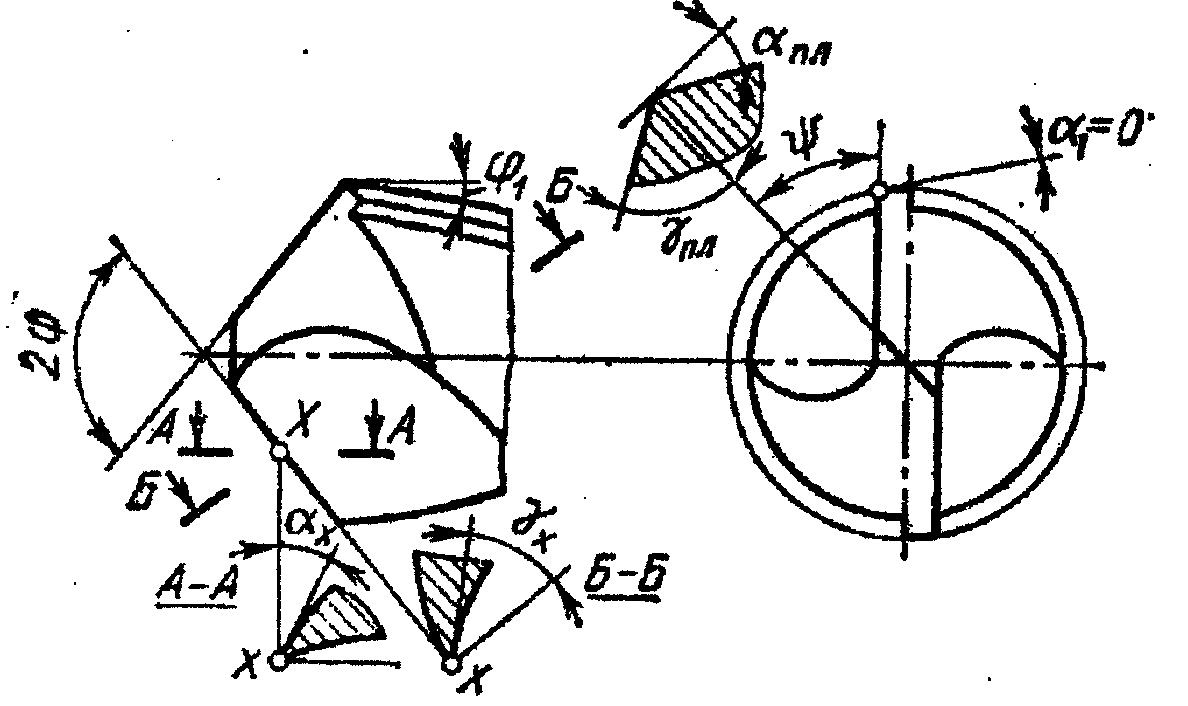
Рис. 5.6. Геометрические параметры спирального сверла
Углы режущей части сверла:
ω - угол наклона винтовой канавки (18...30о);
ψ - угол наклона перемычки (50...55°);
2φ - угол при вершине (110...125°);
γ - передний угол, измеряется в нормальной плоскости (Б-Б), переменный (уменьшается от периферии к оси);
α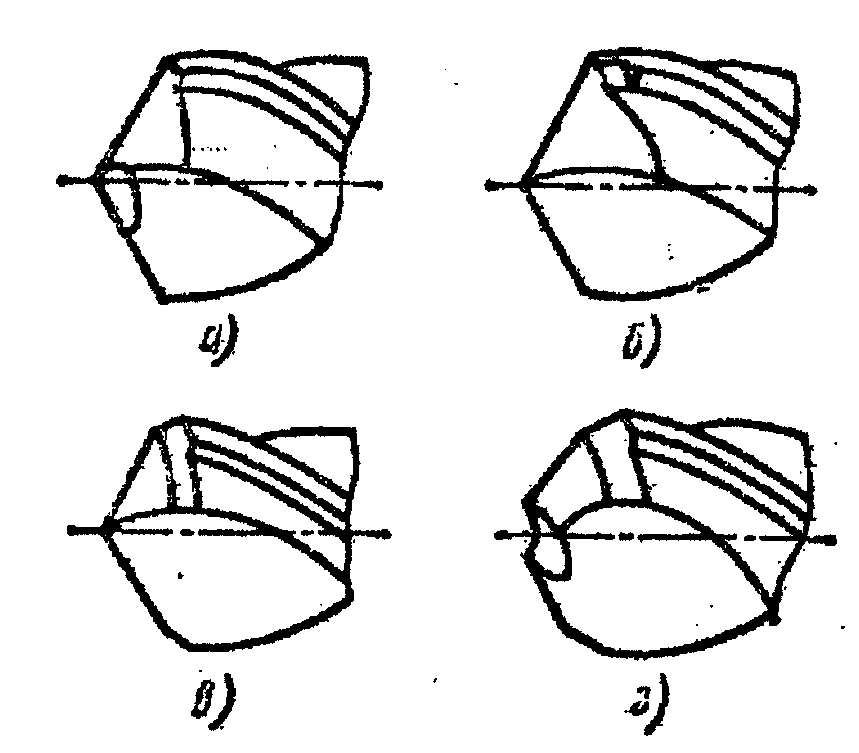 - задний угол, измеряется в осевой
плоскости (А-А),
переменный (увеличивается от
периферии к оси).
- задний угол, измеряется в осевой
плоскости (А-А),
переменный (увеличивается от
периферии к оси).
Рис. 5.7. Улучшение геометрии сверл:
а) подточка перемычки; б) подточка ленточки;
в) двойная заточка режущей кромки; г) двойная заточка и срез перемычки
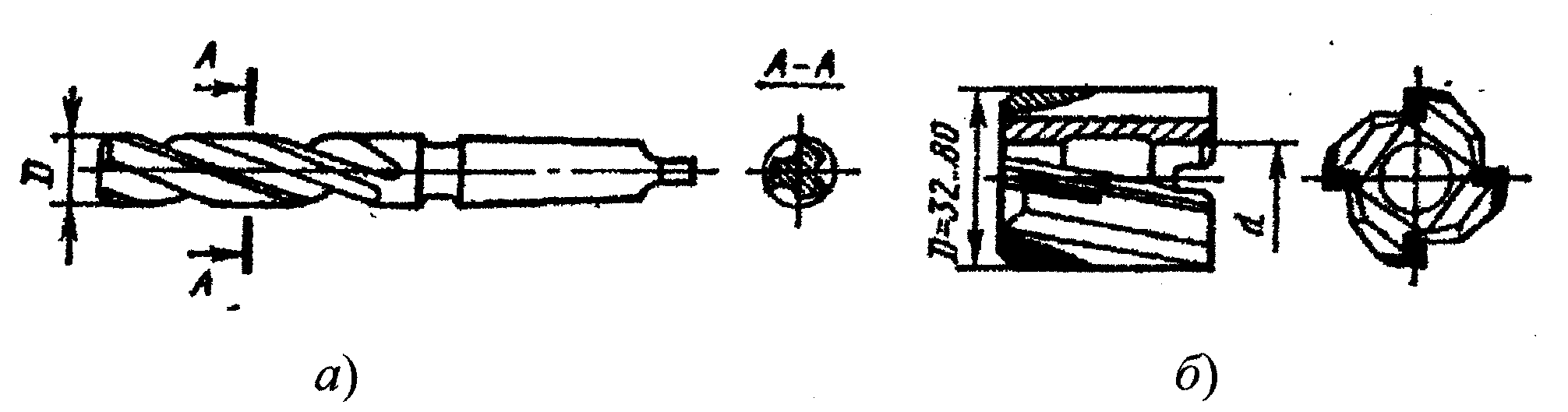
● Зенкеры
Типы и конструкции зенкеров:
- по закреплению на станке: хвостовые и насадные (рис. 5.8);
по креплению режущей части:
цельные (диаметром до 32 мм), составные и сборные;
- по форме хвостовика: с цилиндрическим и коническим хвостовиком;
- по назначению:
для цилиндрических
отверстий (рис. 5.8) и
специальные: зенковки и цековки
(рис. 5.9).
по назначению:
для цилиндрических
отверстий (рис. 5.8) и
специальные: зенковки и цековки
(рис. 5.9).
Рис. 5.8. Цилиндрические зенкеры:
а) хвостовой цельный; б) насадной составной
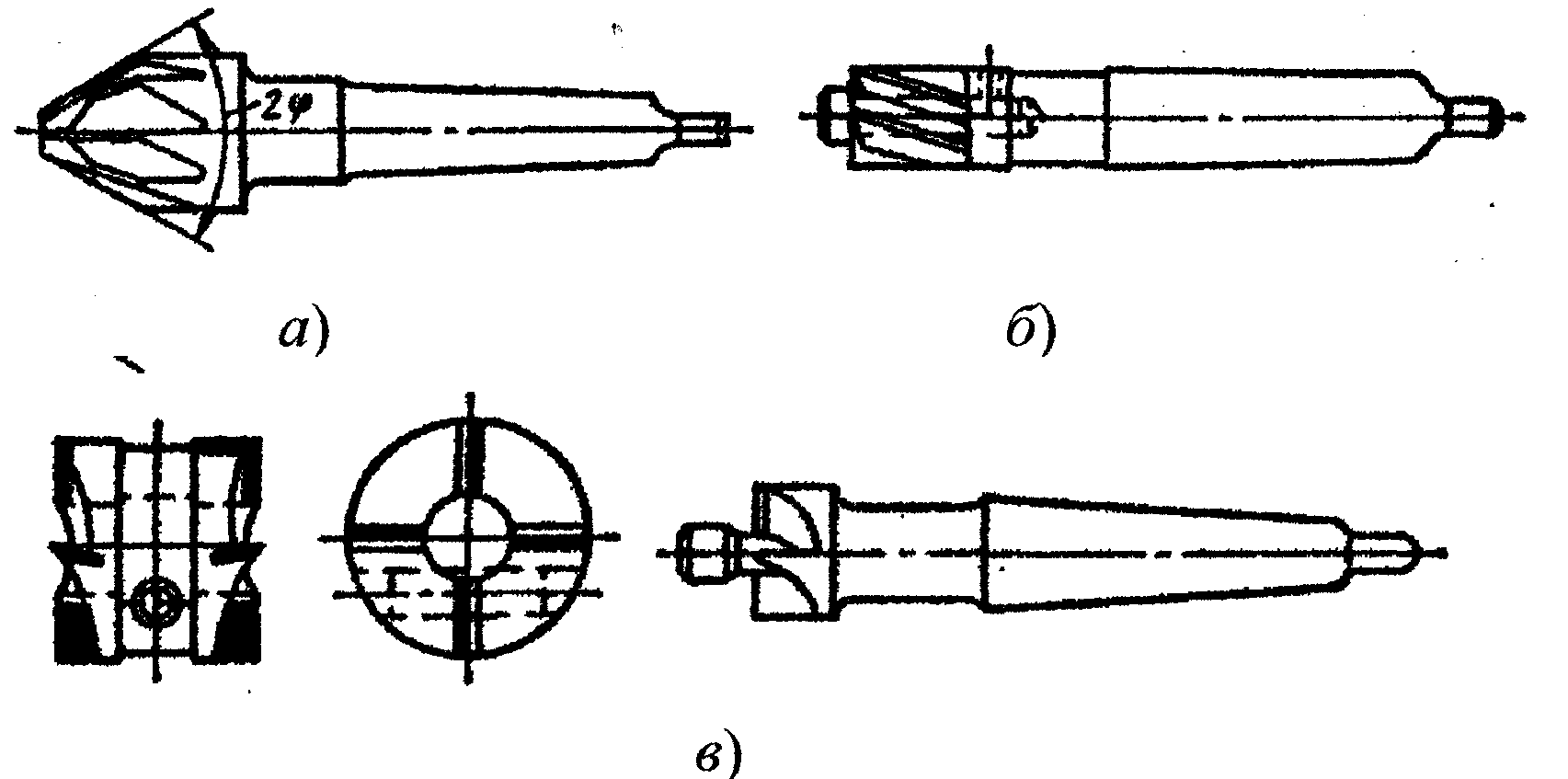
Рис. 5.9. Зенковки:
а) коническая; б) цилиндрическая; в) торцовая (цековка)
Элементы конструкции и геометрии режущей части цилиндрического зенкера показаны на рис. 5.10. Зенкеры имеют от трёх до шести зубьев и отличаются от сверл отсутствием перемычки.
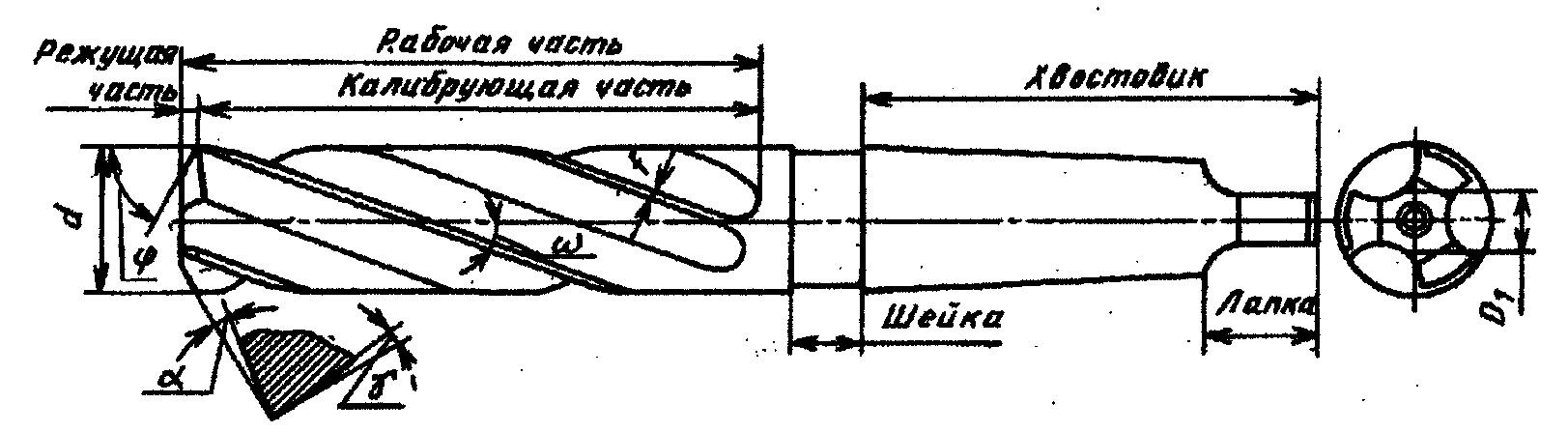
Рис. 5.10. Элементы конструкции и геометрии зенкера.
● Развертки
Типы и конструкции разверток:
- по способу крепления на станке: хвостовые и насадные;
- по креплению режущей части: цельные, составные и сборные;
- по форме хвостовика: с цилиндрическим и коническим хвостовиком;
- по степени механизации: ручные и машинные;
- по форме обрабатываемого отверстия: цилиндрические и конические;
по постоянству размера: нерегулируемые и регулируемые.
Конструктивно развертка состоит из тех же элементов, что и зенкер, однако, у рабочей части развертки ещё имеется направляющий и обратный конусы (рис. 5.11).
Для конических отверстий развертки изготовляют комплектами из трех штук: черновой, получистовой и чистовой.
Геометрические элементы развертки такие же, как у зенкера.
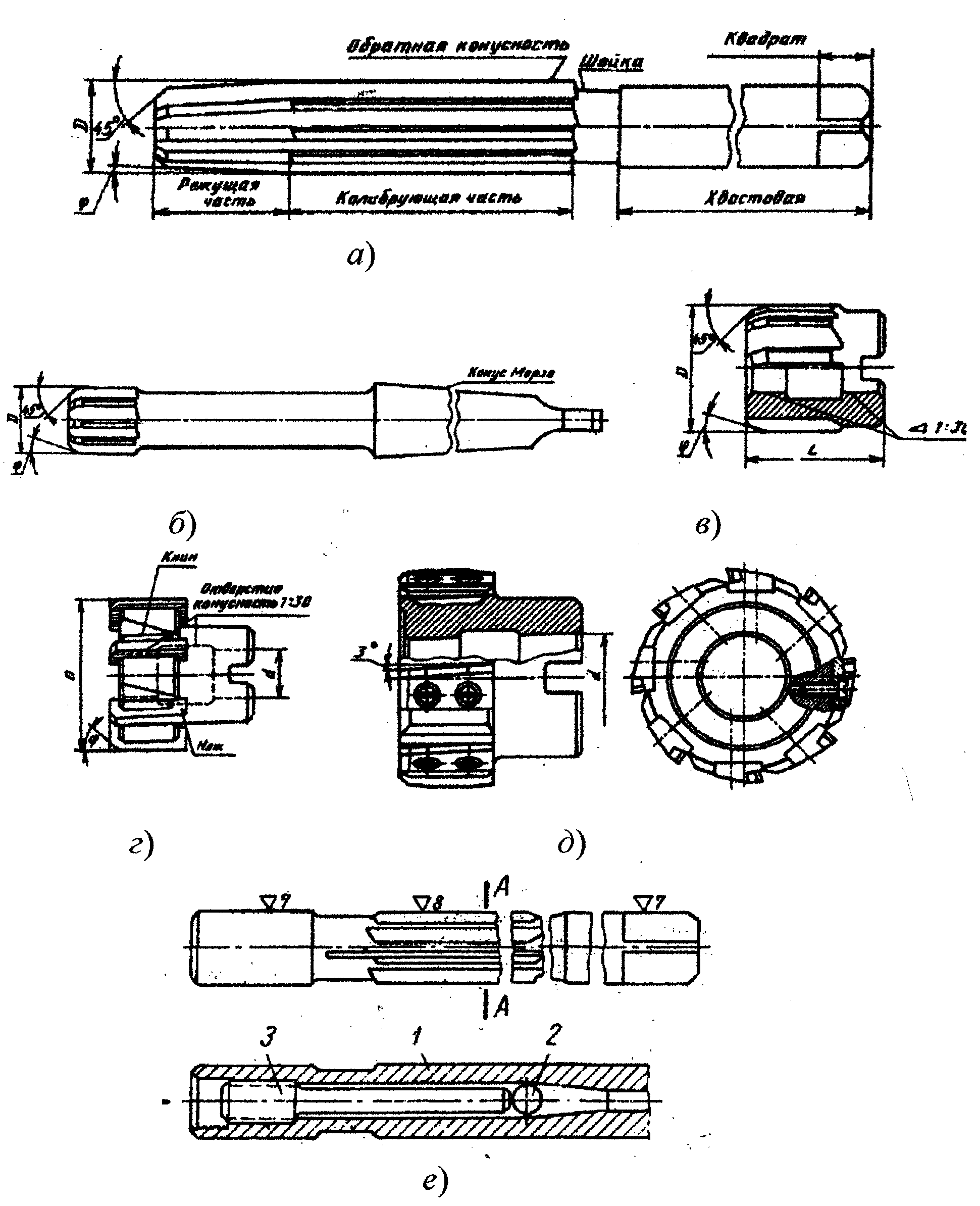
Рис. 5.11. Конструкции цилиндрических разверток:
а) цельная ручная; б) цельная машинная;
в) насадная цельная; г) насадная составная;
д) насадная сборная; е) регулируемая разжимная