

3.6. Работы, выполняемые на токарных станках
На токарных станках можно выполнять следующие виды работ:
1. Обтачивание наружных цилиндрических и ступенчатых поверхностей с продольной подачей.
2. Обработка эксцентричных поверхностей при закреплении:
а) в 4-х кулачковом патроне;
б) в патроне с центросместителем.
3. Обработка фасонных поверхностей:
а) широким фасонным резцом;
б) с использованием копировального приспособления.
4. Обтачивание конических поверхностей может выполняться четырьмя способами (рис. 3.7):
а) поворотом верхних салазок;
б) с копировальной линейкой; в) широким резцом;
г) поперечным смещением задней бабки.
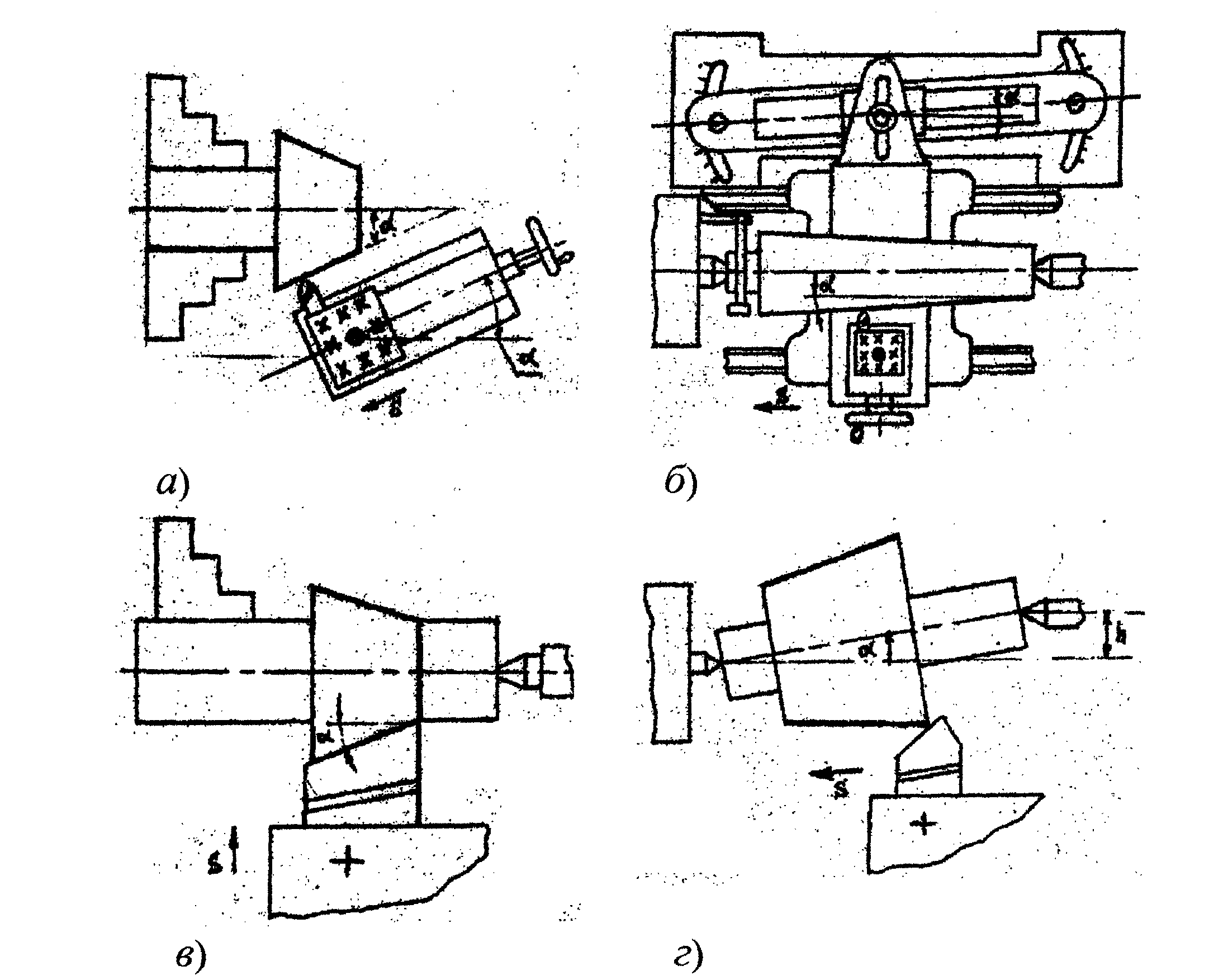
Рис. 3.7. Схема обработки конических поверхностей
5. Подрезание торцов с поперечной подачей.
6. Получение центровочных гнезд (центровка).
7. Обработка отверстий:
а) осевым инструментом (сверлом, зенкером, разверткой);
б) расточными резцами.
8. Нарезание резьбы:
а) резьбонарезным инструментом (метчиком, плашкой, резьбовой гребенкой);
б) резьбовыми резцами.
Два способа нарезания резьбы резцами:
1 - глубина резания устанавливается только с поперечным врезанием
(при γ = 0);
2 - глубина резания устанавливается с наклонной подачей вдоль профиля резьбы (при γ >0).
4. Обработка заготовок на фрезерных станках
4.1. Особенности процесса фрезерования
Фрезерование - технологический метод обработки плоских и фасонных поверхностей, который по объему выполняемых работ составляет около 30% от всех методов обработки резанием и уступает только точению.
Фрезерование является производительным и универсальным методом механической обработки и осуществляется многолезвийными режущими инструментами - фрезами.
При фрезеровании главным движением является вращение фрезы, а движе-нием подачи - поступательное или круговое перемещение заготовки или фрезы.
Процессу фрезерования присущи все основные физические явления, сопутствующие процессу резания (деформации, тепловыделения, износ режущего инструмента, вибрации и др.), однако имеются и некоторые особенности:
- каждый зуб фрезы за время одного оборота находится в контакте с обрабатываемой поверхностью непродолжительное время, т.к. большую часть времени зуб проходит по воздуху и при этом охлаждается, что уменьшает износ фрезы;
- врезание зуба фрезы в заготовку сопровождается ударами с частотой оборотов фрезы, что приводит к ударной нагрузке на фрезу и узлы станка, снижая их долговечность.
4.2. Работы, выполняемые на фрезерных станках
В машиностроении фрезерованием обрабатываются:
- горизонтальные, вертикальные и наклонные плоскости;
- уступы и канавки прямоугольного и плоского сечения, плоские и пространственные;
- различные пазы, узкие и глубокие прорези;
- фасонные поверхности различных профилей;
- шлицы на головках винтов и шурупов;
- тела с поверхностями вращения;
- прямые и винтовые шлицевые канавки и зубчатые венцы на зубчатых колесах;
- резьбовые поверхности с различным профилем;
- разрезка прутков и стандартных профилей на мерные заготовки и другие работы.