

7.2. Схемы обработки методом копирования
При индивидуальном производстве зубчатых колес по методу копирования используют дисковые и пальцевые модульные фрезы, а в массовом произ- водстве - многорезцовые головки и протяжки.
1) Схема нарезания дисковой модульной фрезой
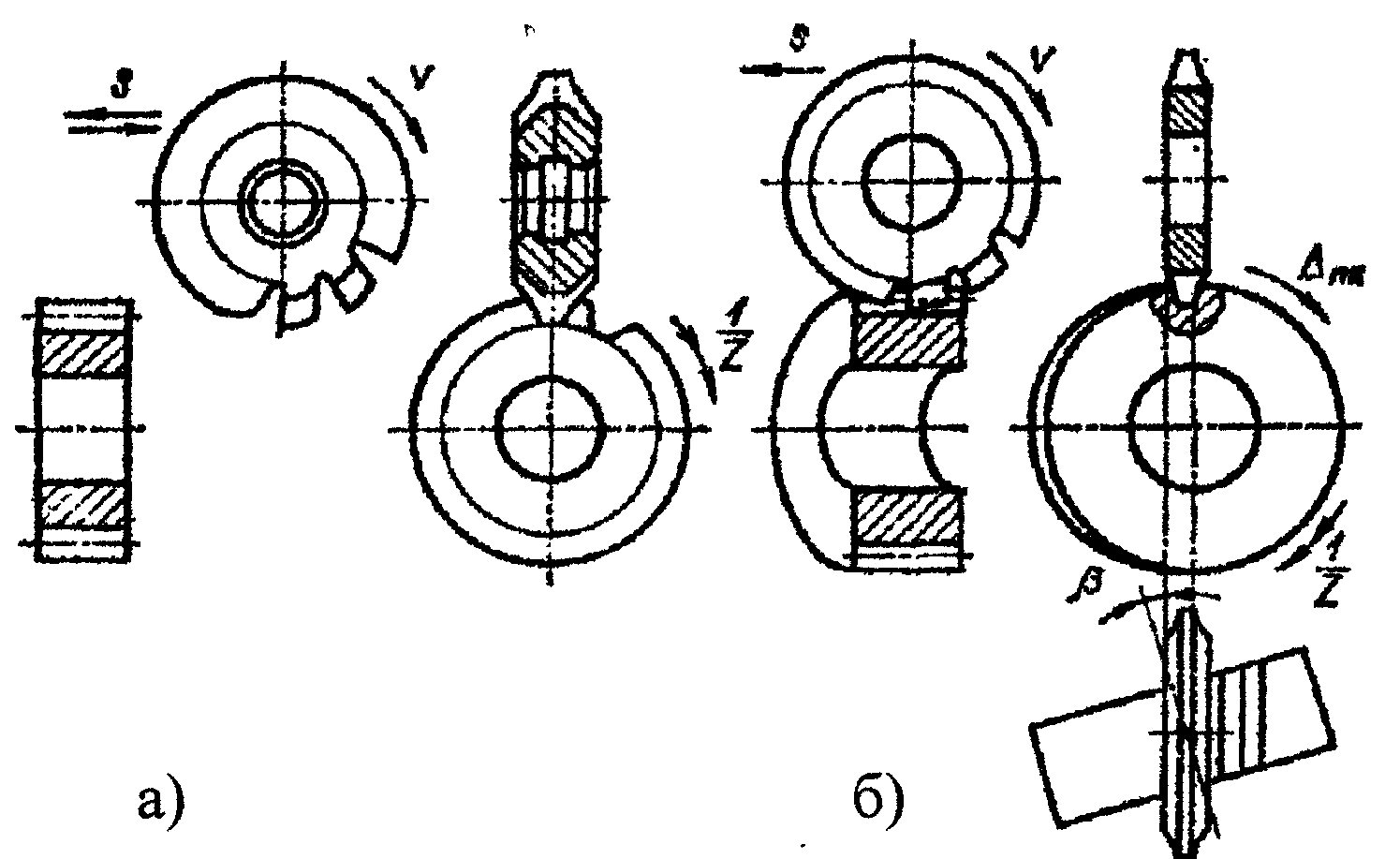
Рис. 7.1. Схема нарезания дисковой модульной фрезой:
а) прямозубого колеса; б) косозубого колеса
Дисковая модульная фреза представляет собой дисковую фрезу с фасонным профилем, соответствующим профилю впадины зубчатого колеса. Профиль впадины зависит от модуля и числа зубьев колеса (чем меньше зубьев, тем больше кривизна боковой поверхности), поэтому дисковые модульные фрезы разделяют по модулям и по номерам для каждого модуля.
В зависимости от точности зубьев нарезаемого колеса на практике используют комплекты дисковых модульных фрез из 8, 15 и 26 шт. Каждый номер комплекта предназначен для нарезания колес с определенным числом зубьев.
Например: фреза № 1 (из 8-ми штучного комплекта) - для нарезания колес с 12...13 зубьями;
№ 4 - с 21...25 зубьями;
№ 8 - с числом зубьев свыше 135.
Комплект из 8-ми фрез используется для изготовления колес с модулем т < 8 мм,
- из 15-ти фрез – для колес с модулем т > 8 мм,
- из 26-ти фрез – для колес повышенной точности.
Дисковой модульной фрезой можно нарезать зубчатые колеса цилиндрические и конические, с прямым и косым зубом.
Подбор номера фрезы из комплекта для нарезания косозубого колеса производят по приведенному числу зубьев:
![]()
где Z - число зубьев нарезаемого колеса,
β - угол наклона зубьев нарезаемого колеса.
Конические зубчатые колеса, нарезаемые дисковыми модульными фрезами, имеют низкую точность, т.к. у таких колес модуль зацепления переменный по длине зуба, а у фрезы постоянный. Поэтому этот метод обработки конических зубчатых колес используется как черновой.
2) Схема нарезания пальцевой модульной фрезой
П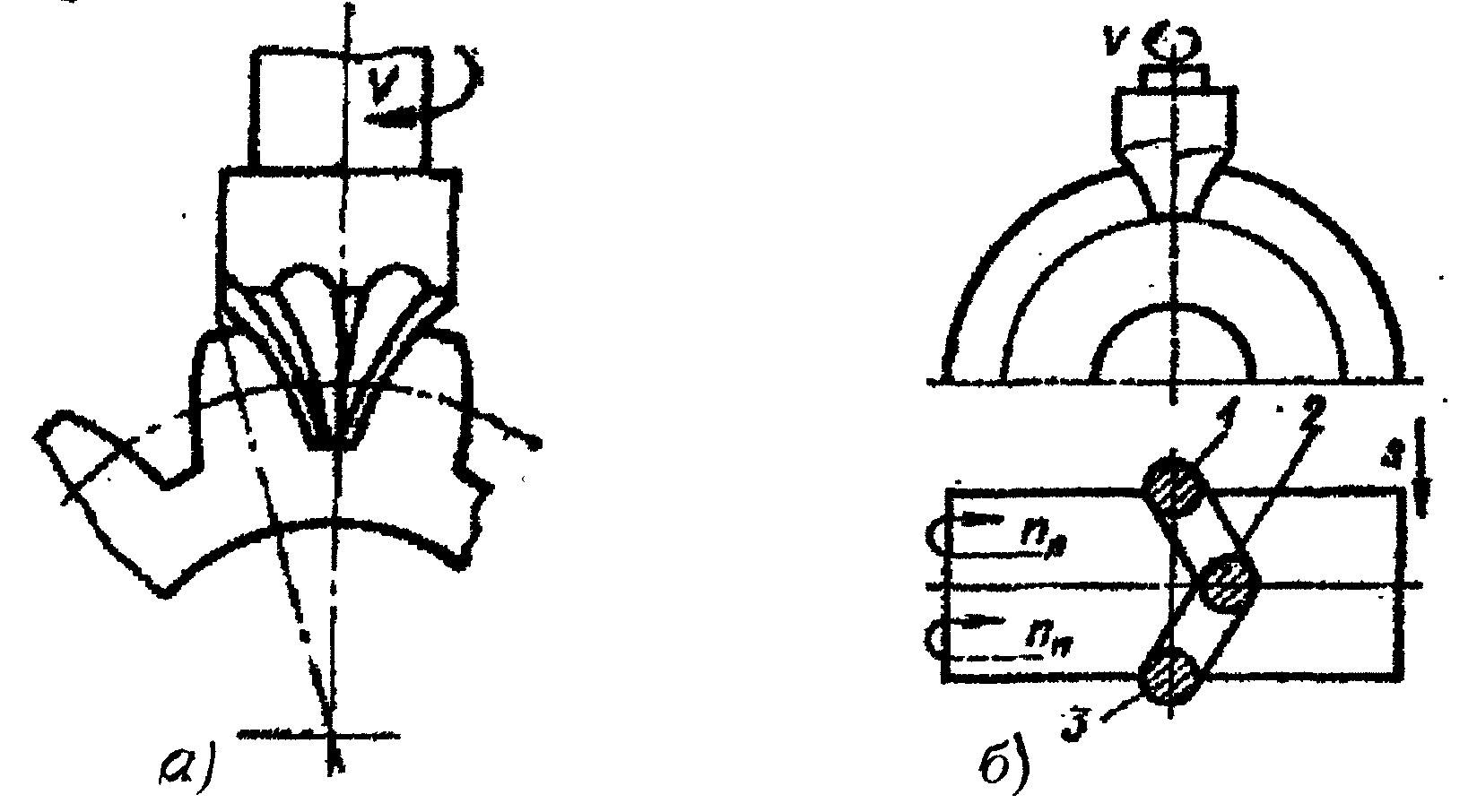 альцевая
модульная фреза
представляет фасонную концевую хвостовую
фрезу с профилем режущей кромки,
соответствующим профилю впадины
зубчатого колеса.
альцевая
модульная фреза
представляет фасонную концевую хвостовую
фрезу с профилем режущей кромки,
соответствующим профилю впадины
зубчатого колеса.
Рис. 7.2. Схема нарезания пальцевой модульной фрезой:
а) прямозубого колеса; б) шевронного колеса
Пальцевые модульные фрезы применяют для нарезания крупных колес с модулем m > 10 мм, а также для нарезания тяжелонагруженных шевронных колес (с разнонаправленным зубом, рис. 7.2, б).
3. Схема нарезания зубодолбежной головкой
Р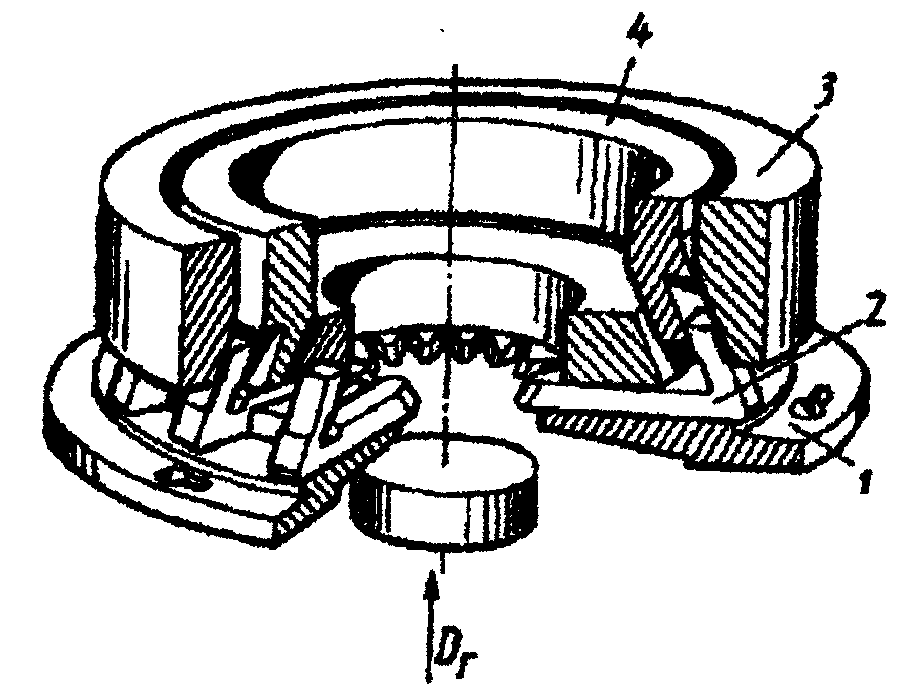 езание
зубодолбежной
головкой
выполняется долблением резцами
одновременно всех впадин колеса (резцов
в головке ровно столько, сколько зубьев
нарезаемого колеса). Этот способ самый
производительный, но требует
специального оборудования (рис. 7.3),
поэтому эффективен при массовом
производстве зубчатых колес.
езание
зубодолбежной
головкой
выполняется долблением резцами
одновременно всех впадин колеса (резцов
в головке ровно столько, сколько зубьев
нарезаемого колеса). Этот способ самый
производительный, но требует
специального оборудования (рис. 7.3),
поэтому эффективен при массовом
производстве зубчатых колес.
Рис. 7.3. Зубодолбежная многорезцовая головка