

7.3. Схемы обработки зубчатых колес методом обкатки
Нарезание зубьев методом обкатки (огибания) осуществляется на специальных зуборезных станках.
Инструментом для зубонарезания может быть:
- червячная модульная фреза;
- зуборезный долбяк;
- зуборезная рейка (гребенка);
- строгальные резцы;
- круговая протяжка и др.
● Схема нарезания червячной фрезой
Ч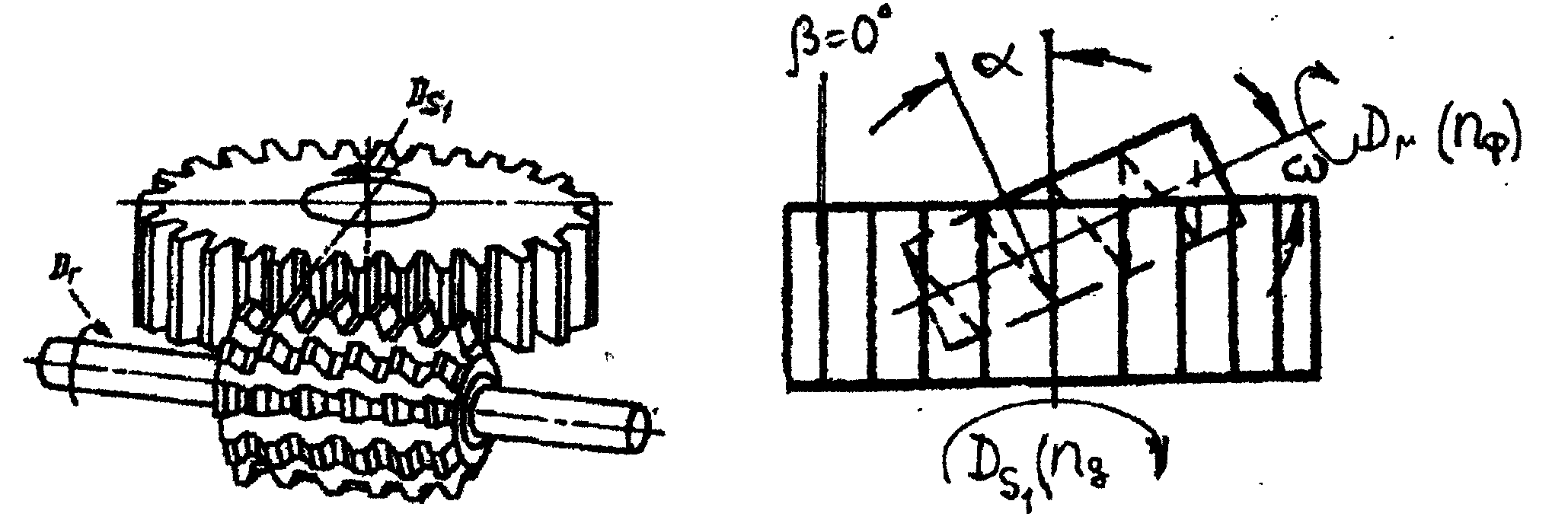 ервячная
модульная фреза
представляет собой режущий инструмент,
изготовленный в виде червяка с
прорезанными вдоль оси канавками.
Червячную фрезу устанавливают так,
чтобы можно было прорезать требуемую
глу-бину впадин и движение подачи Ds
должно быть направлено вдоль зуба фрезы
для нарезания зубьев по всей длине
заготовки.
ервячная
модульная фреза
представляет собой режущий инструмент,
изготовленный в виде червяка с
прорезанными вдоль оси канавками.
Червячную фрезу устанавливают так,
чтобы можно было прорезать требуемую
глу-бину впадин и движение подачи Ds
должно быть направлено вдоль зуба фрезы
для нарезания зубьев по всей длине
заготовки.
Рис. 7.4. Схема нарезания червячной фрезой
Ось фрезы располагают под углом ω к торцу заготовки (рис. 7.4):
- при нарезании колес с прямым зубом: ω = α ;
- при нарезании колес с косым зубом: ω = β ± α ;
- при нарезании зубьев червячных колес: ω = 0 ,
где α - угол наклона спирали зубьев фрезы,
β - угол наклона зубьев колеса к оси заготовки.
Червячная фреза может быть одно- и многозаходной, поэтому при фрезеровании необходимо выдержать соотношение:
![]()
где nз - частота вращения заготовки, об/мин;
nфр - частота вращения фрезы, об/мин;
nдоп - дополнительный поворот заготовки при нарезании косозубых колес
(для прямозубых колес nдоп= 0), об/мин;
kфр - число заходов червячной фрезы;
Z - число нарезаемых зубьев колеса.
● Схема нарезания зубодолбяком
З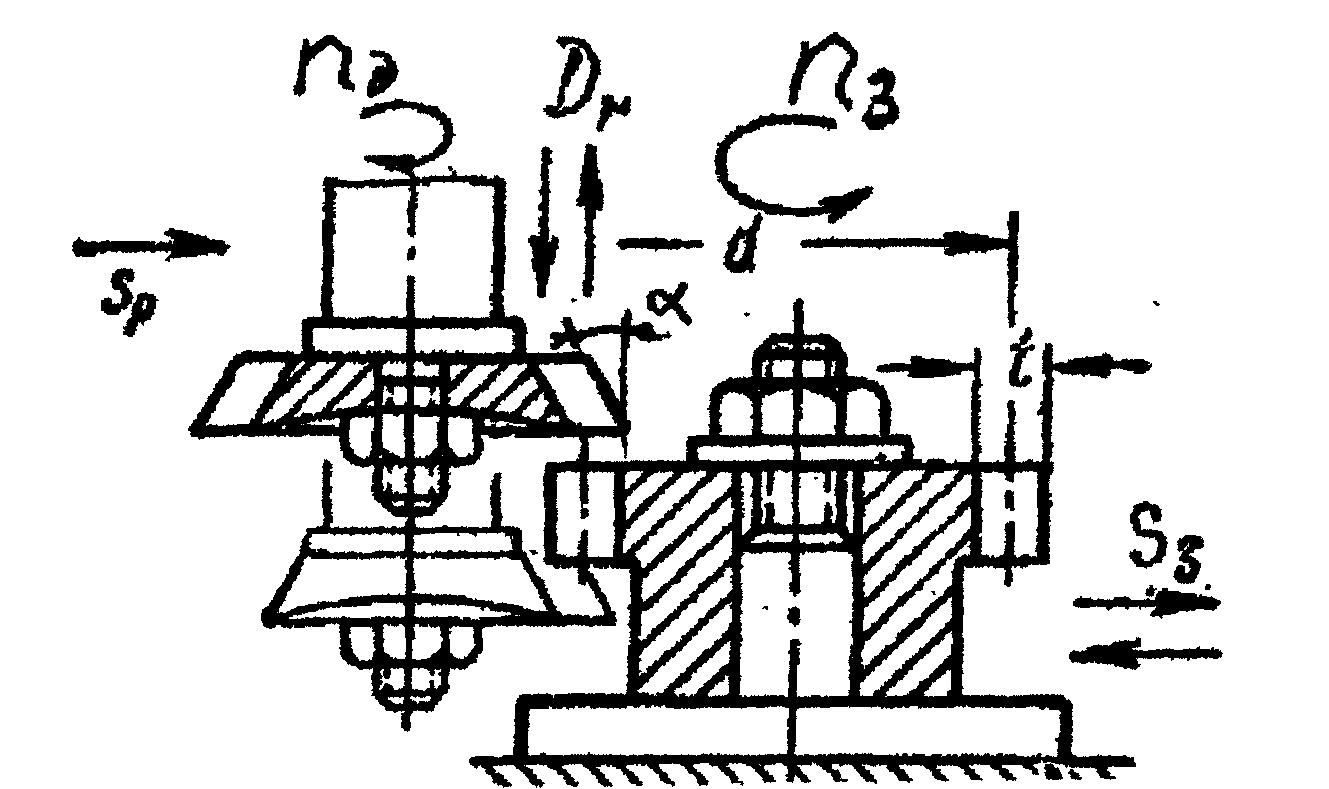 убодолбяк
представляет собой зубчатое колесо,
преобразованное в режущий
инструмент, для этого зубьям долбяка
приданы углы:
α
= 4...7° и
γ
= 5...10°
(рис. 7.5).
убодолбяк
представляет собой зубчатое колесо,
преобразованное в режущий
инструмент, для этого зубьям долбяка
приданы углы:
α
= 4...7° и
γ
= 5...10°
(рис. 7.5).
Рис. 7.5. Схема нарезания зубьев зуборезным долбяком
Нарезаемое колесо
и долбяк имеют вращательные движения,
как пара сопряженных колес, т. е. связаны
соотношением:
![]()
где nз и nд - частота вращения заготовки и долбяка, об/мин;
Z и Zд - число зубьев нарезаемого колеса и долбяка.
Кроме того, долбяк имеет главное (возвратно-поступательное) движение и движение врезания в начале процесса долбления. Для уменьшения трения заготовка при холостом ходе отводится от долбяка, а при рабочем ходе вновь подводится.
Зубодолбление более производительно, чем зубофрезерование при обработке зубьев с малыми модулями зацепления (m < 2,5 мм). При больших модулях (m > 5 мм) производительнее зубофрезерование червячными фрезами. Зубодолбление - эффективный метод изготовления блоков из двух и трех зубчатых колес.
● Схема зубострогания
При зубострогании вращающееся нарезаемое коническое колесо как бы находится в зацеплении с воображаемым плоским колесом, у которого роль двух зубьев выполняют два резца, имеющие вращательное и встречные возвратно-поступательные движения строгания (рис. 7.6).
В процессе одной обкатки резцы строгают один зуб с обоих сторон, после обработки каждого зуба цикл повторяется.
Этот способ зубообработки чаще используют для изготовления высокоточных конических зубчатых колес.

Рис. 7.6. Схема зубострогания
Для осуществления нарезания зубьев методом обкатки требуются специальные зубообрабатывающие станки: зубофрезерные, зубодолбежные, зубострогальные, зубопротяжные и др.
Обработка конических зубчатых колес.
Типы конических зубчатых колес. В зависимости от формы зуба различают прямозубые конические колеса, нулевые, с криволинейными зубьями и гипоидные.
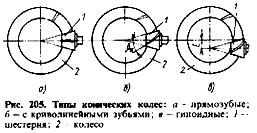
Рис. 7.7. Типы конических колес:
а) прямозубые; б) с криволинейными зубьями; в) гипоидные
1 – шестерня; 2 – колесо
У прямозубых колес зубья при своем продолжении пересекают ось колеса (рис. 7.7, а). Эти колеса просты для изготовления и сборки. Их применяют для передачи небольших крутящих моментов с окружными скоростями до 5-10 м/с.
У нулевых колес зубья криволинейные с углом наклона в середине венца, равным нулю. Эти колеса изготовляют на тех же станках и тем же инструментом, что и конические колеса с криволинейными зубьями. Нулевые колеса устанавливают в тех же узлах, что и прямозубые. Они могут работать плавно и бесшумно при более высоких окружных скоростях, чем прямозубые колеса.
У колес с криволинейными зубьями угол βm наклона линии зуба в середине венца не равен нулю (рис. 7.7, б). Вследствие кривизны зубьев при зацеплении обеспечивается непрерывный контакт одновременно на нескольких зубьях. Они способны передавать крутящие моменты примерно на 30 % выше, чем нулевые и прямозубые конические колеса тех же размеров. Конические колеса с криволинейными зубьями применяют в оборудовании всех типов, при окружных скоростях до 40 м/с. У гипоидных колес ось ведущей шестерни 1 смещена относительно оси ведомого колеса 2 выше или ниже на величину Е (рис. 7.7, в). Гипоидные колеса прочнее и бесшумнее в эксплуатации, чем конические колеса с криволинейными зубьями. Их применяют в узлах и механизмах с окружными скоростями 5 — 40 м/с и менее.
Методы получения заготовок. Объемная холодная штамповка является наиболее эффективным методом малоотходного изготовления деталей. При высокой производительности она обеспечивает минимальный припуск (0,1 - 0,3 мм) на сторону, получение гладкой поверхности без окалины, значительно сокращает или полностью устраняет последующую механическую обработку. Например, коническую шестерню-вал с диаметром зубчатого венца 40 мм изготовляют за пять переходов с производительностью 30 шт/мин. Потеря металла в стружку составляет 2 — 7 %.
Горячая штамповка конических колес с припуском 0,6—0,8 мм на сторону под чистовое зубонарезание разработана ЗИЛом совместно с НИИТавтопромом. Применяется для конических колес дифференциала автомобиля с модулем 5 мм и выше. Предварительно нагретую с помощью ТВЧ до температуры ковки мерную заготовку 1 сателлита дифференциала (z1 = 11; mte = 6,35 мм; b=30 мм) штампуют за два перехода: осадка заготовки 2 для очистки от окалины и приближения ее диаметра к диаметру поковки и штамповка заготовки 3 с формообразованием зуба. Штамповку выполняют на кривошипном горячештамповочном прессе с номинальным усилием 16 МН и производительностью 300 шт/ч. Масса заготовки снижена на 0,37 кг. При этом за год экономится 472 т легированной стали, сокращена операция чернового зубонарезания, высвобождены рабочие, станки, производственная площадь и т. д.
Метод порошковой металлургии позволяет получить значительную экономию металла. Прямозубые конические колеса дифференциала автомобиля изготовляют на автоматической линии в три последовательных перехода: точное взвешивание порошка и изостатическое формование в эластичной или деформируемой оболочке, спекание при температуре 1315 °С и окончательная горячая штамповка на горизонтальном эксцентриковом прессе за один ход Производительность пресса 360 — 450 шт/ч. Прямозубые конические колеса, обработанные этим методом, не требуют дополнительной механической обработки; их точность соответствует точности колес, нарезанных методом кругового протягивания. Отход металла в стружку составляет около 5 %.
Заготовки, полученные методом пластической деформации в холодном или горячем состоянии, обычно имеют неоднородную твердость и неблагоприятную для резания структуру металла. Для устранения указанных недостатков заготовки перед механической обработкой подвергают нормализации, улучшению, отжигу, отпуску. Наилучших результатов при обработке заготовок из легированных сталей достигают при изотермическом отжиге. После изотермического отжига заготовки имеют крупнозернистую ферритно-перлитную структуру с твердостью НВ 156 — 207 и пределом прочности при растяжении σв = 520 ÷ 686 МПа. Если заготовки имеют пониженную твердость, то при обработке зубьев металл налипает на режущие кромки инструмента, параметр шероховатости поверхности повышается. Слишком твердый материал вызывает повышенное изнашивание инструмента.
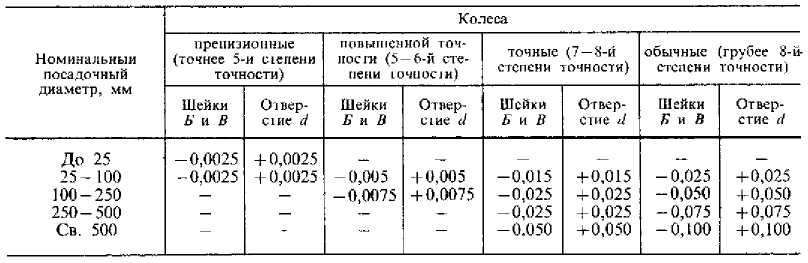
Точность обработки заготовок. Качество окончательно изготовленных конических и гипоидных зубчатых передач в значительной степени определяется точностью обработки заготовок. Наиболее ответственными поверхностями являются шейки, отверстия и опорные торцы, которые являются базами при зубообработке, контроле и сборке. В табл. 7.1 приведены допуски на отверстия и шейки типовых конических зубчатых колес в закаленном и незакаленном виде в зависимости от их степени точности (ГОСТ 1758-81).
Таблица 7.1
Рекомендуемые допуски на заготовки конических зубчатых колес
Максимальное биение поверхностей Т, D1 и D2 шестерни относительно оси детали в незакаленном и закаленном виде составляет 0,005-0,01 мм (рис. 7.8, а).
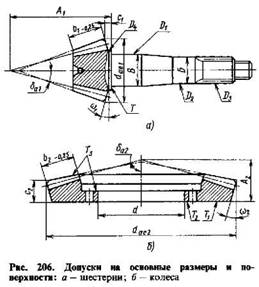
Рис. 7.8. Допуски на основные размеры и поверхности:
а) шестерни; б) колеса
Биение незакаленной цилиндрической поверхности D4, служащей для контроля точности установки зубчатого колеса при сборке в редукторе, относительно поверхностей D1 иD2 должно быть в пределах 0,005—0,01 мм. Биение поверхности D3 ограничивается допуском в том случае, если она используется для зажима во время зубонарезания и контроля. После термической обработки и зачистки центров необходимо править деталь таким образом, чтобы максимальное биение поверхности D1 после правки не превышало 0,025 мм, а поверхности D2 — 0,04 мм. Для конических колес (рис. 7.8,б) устанавливают допуски плоскостности опорного торца (табл. 7.2). Допуск плоскостности опорного торца до термической обработки для поверхностей Т1 и Т2 составляет 0,025 мм; допуск круглости отверстия d до термической обработки — 0,025 мм, а после термической обработки — 0,08 мм.
Таблица 7.2
Рекомендуемые допуски (мм) плоскостности торца
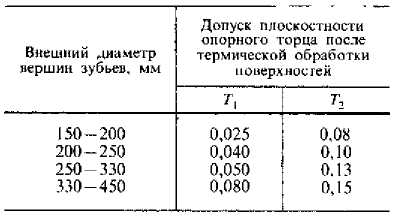
У зубчатых колес, которые закаливают в штампах, биение конуса вершин зубьев и поверхности прижимного фланца Т3 до термической обработки не должно превышать0,075 мм. Указанные поверхности в процессе закалки соприкасаются с поверхностями штампа, поэтому при давлении незначительные погрешности могут вызвать деформацию заготовки колеса.
Кроме допусков на базы заготовок конических зубчатых колес устанавливают допуски на внешний диаметр вершин зубьев dae (табл. 7.3), расстояние С от базы до внешней окружности вершин зубьев, угол δа конуса вершин зубьев (табл. 7.4), угол заднего конуса ω, базовые расстояния A1 и А2, ширину зубчатого венца b и др.
Таблица 7.3
Рекомендуемые допуски на внешний диаметр и расстояние от базы до внешней окружности вершин зубьев
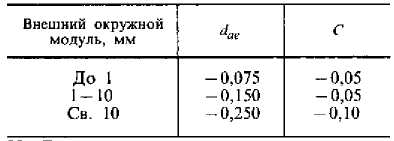
Таблица 7.4
Рекомендуемые допуски на угол конуса вершин и угол заднего конуса,
угловые минуты
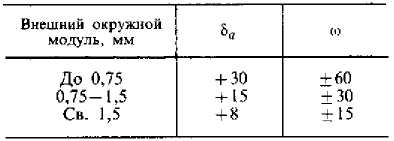
Когда конус вершин зубьев или задний конус используют в качестве баз при механической и термической обработках, допуски на угол конуса вершин и угол заднего конуса необходимо ужесточить.
Нарезание конических колес с прямыми зубьями. Наибольшее распространение в промышленности получили три метода нарезания зубьев: зубострогание,зубофрезерование и зубопротягивание.
Зубофрезерование дисковыми модульными фрезами осуществляют методом врезания с единым делением. Этим методом изготовляют зубчатые колеса невысокой точности (9 — 10-й степени); его в основном применяют для чернового нарезания зубьев в условиях серийного производства. Обработку проводят на зубофрезерном станке ЕЗ-40 (de = 320 мм; mtе = 8 мм) с двухпозиционным поворотным столом. Стандартные модульные фрезы не обеспечивают равномерного припуска под чистовую обработку, поэтому, когда необходим минимальный припуск, применяют специальные фрезы, спроектированные только для данного колеса. Время нарезания одной впадины зубьев 5 — 20 с. Скорость резания при обработке быстрорежущими фрезами чугунных колес 20—25 м/мин, стальных 25 — 30 м/мин. Черновое нарезание зубьев модульными фрезами можно проводить в делительной головке на фрезерном станке. Номер фрезы определяют по справочнику в зависимости от приведенного числа зубьев
z1 =z/cosδ.
Зубострогание является наиболее простым и менее производительным методом по сравнению с другими методами нарезания прямозубых конических колес. Благодаря универсальности и несложной конструкции режущего инструмента он получил широкое распространение в единичном и серийном производстве. Обработку зубьев проводят на зубострогальных станках методом обкатки с единичным делением. В основу процесса нарезания зубьев на этих станках положено станочное зацепление обрабатываемого колеса 3 (рис. 7.9) с воображаемым производящим колесом 4, роль зубьев которого выполняют зубострогальные резцы 1 и 2.
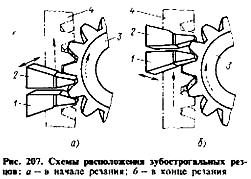
Рис. 7.9. Схемы расположения зубострогальных резцов:
а – в начале резания; б – в конце резания
При обработке зубострогальные резцы, установленные в резцедержателях ползунов станка, получают возвратно-поступательное движение, необходимое для резания Совместно с обрабатываемым колесом резцам сообщают также движение обкатки, В результате последовательных огибающих резов прямолинейные режущие кромки резцов формируют октоидный профиль зубьев обрабатываемою колеса.
Конические колеса с модулем до 4 мм нарезают из целой заготовки за одну операцию методом обкатки, а с модулем свыше 4 мм за две операции — черновую и чистовую. Черновое нарезание зубьев можно выполнять методами обкатки, врезания или комбинированным, включающим врезание и обкатку.
Черновое нарезание методом врезания является наиболее простым и экономичным. При этом методе движение обкатки отсутствует, подачу в направлении режущего инструмента совершает стол с заготовкой. Черновое нарезание осуществляют обычно на 0,1—0,3 мм глубже теоретической высоты зуба, что позволяет устранить возможность касания вершинами чистовых резцов дна впадины зуба и тем самым улучшить их резание. Припуск на чистовую обработку зубьев определяют в зависимости от внешнего окружного модуля.
При способе одинарного деления методом врезания стандартные резцы 1 и 2 обрабатывают противолежащие стороны одного зуба (рис. 7.10, а). Нагрузка на резцы во время резания различная. Нижний резец 2 производит обработку в сплошном металле, он нагружен значительно больше верхнего резца 1, который удаляет оставшийся во впадине металл 3. Способ одинарного деления применяют для колес с большой шириной зубчатого венца в единичном и мелкосерийном производстве.
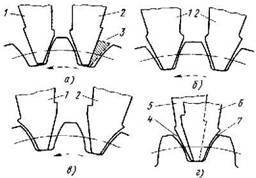
Рис. 7.10. Схемы чернового зубострогания
При способе двойного деления верхний 1 и нижний 2 резцы одновременно обрабатывают две соседние впадины зубьев методом врезания (рис. 7.10, б). Деление производят через два зуба, Резцы имеют трапециевидный профиль, их проектируют отдельно для каждого колеса. Этот высокопроизводительный способ зубострогания применяют в серийном производстве для черновой обработки конических колес с числом зубьев более 24 и шириной зубчатого венца
b ≤ 0,25Rе, где Re — внешнее конусное расстояние.
Черновое нарезание зубьев с модулем до 6 мм и малым числом зубьев, профиль которых имеет значительную кривизну, целесообразно выполнять фасонными резцами (рис. 7.10, в). Форма режущей кромки резцов приближена к профилю зубьев обрабатываемого колеса на его внешнем торце. Припуск 7 (рис. 7.10, г) по высоте профиля зуба после чернового зубострогания фасонными резцами 6 распределен значительно равномернее припуска 4, оставляемого после обработки стандартными резцами 5. Это позволяет повысить точность обработки, режимы резания и период стойкости резцов при чистовом зубострогании.
Чистовое нарезание осуществляют методом обкатки чистовыми зубострогальными резцами при согласованном вращательном движении люльки и шпинделя бабки изделия. По окончании обкатки заготовка выходит из зацепления с инструментом и вместе с люлькой возвращается в исходное положение: происходит поворот заготовки для обработки следующего зуба.
Продольная бочкообразность зубьев при чистовом нарезании на зуборезных станках может быть получена двумя способами. При первом способе на станке устанавливают механизм для перемещения резцов по криволинейным траекториям. Движение ползунов с резцами регулируют таким образом, чтобы их криволинейные траектории соответствовали кривизне бочкообразного зуба. По второму способу бочкообразность зубьев получают смещением вершины делительного конуса обрабатываемого колеса относительно оси люльки с помощью наладочных установок станка. Для обработки прямозубых конических колес применяют зубострогальные станки 5236П (de = 125 мм; mtе=2,5 мм), 5С276П (dе = 500 мм, mtе = 10 мм), 5С286П (de = 800 мм; mtе = 16 мм). Эти станки универсальны; на них можно выполнять черновое нарезание методом врезания и чистовое — методом обкатки. Зубострогальные станки снабжают механизмом для автоматического выполнения двух операций — черновой и чистовой. На зубострогальных станках нормальной точности обрабатывают колеса до 7 —8-й степени точности, а на станках повышенной точности — до 6 —7-й степени.
Зубофрезерование характеризуется более высокой производительностью по сравнению с зубостроганием и применяется в основном в серийном производстве. Обработку осуществляют двумя дисковыми фрезами 1 и 2 (рис. 7.11, а), расположенными в одной впадине зубьев обрабатываемого колеса 4. Фрезы наклонены друг к другу таким образом, что резцы 5 (рис. 7.11, в) одной из них входят в промежутки между резцами б другой. Резцы каждой фрезы обрабатывают одну сторону зуба колеса. Во время обработки фрезам сообщаю! вращение, а также движение обкатки совместно с обрабатываемым колесом. В станочном зацеплении резцы дисковых фрез воспроизводят один зуб производящего колеса 3 (рис. 7.11, а), и при обкатке, занимая последовательные положения от начала резания до его конца, они имитируют зацепление обрабатываемого и производящего колес Конические колеса, обработанные этим методом, имеют октоидный профиль и взаимозаменяемы с колесами, полученными методами строгания. Диаметры дисковых фрез достаточно большие, что позволяет выполнять обработку зуба без продольного перемещения инструмента. Дно впадины зуба имеет незначительную вогнутость, однако это не снижает эксплуатационные характеристики прямозубой конической передачи.
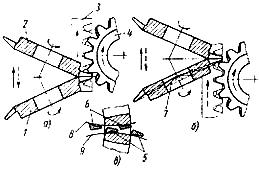
Рис. 7.11. Схемы нарезания зубьев конических колес двумя дисковыми фрезами
Продольная бочкообразность зубьев обеспечивается конструкцией режущего инструмента. Режущие кромки располагают под углом к оси вращения фрезы. В зависимости от бочкообразности угол поднутрения равен 1,5 – 5 °. При вращении режущие кромки обеих фрез описывают поверхность конуса 7 (рис. 7.11, б) и, перемещаясь по криволинейным траекториям 8 и 9 (рис. 7.11, в), срезают металл на концах зуба больше, чем в середине. Отечественная промышленность выпускает станки: 5С237 (de=125 мм; mtе = 2,5 мм), 5С267П
(de = 320 мм; mtе = 8 мм) и 5С277П (de = 500 мм; mte = 12 мм), работающие двумя дисковыми фрезами. На этих станках можно осуществлять зубонарезание конических колес методами врезания, обкатки и комбинированным. Достигаемая точность — 7 — 8-я степень.
Прямозубые конические колеса с модулем свыше 5 мм обрабатывают за две операции — черновую и чистовую. Черновую обработку производят методом врезания, а чистовую методом обкатки. Колеса с модулем до 5 мм обрабатывают за одну операцию из целой заготовки методом обкатки или комбинированным: сначала врезание, затем обкатка. Скорость резания при чистовом нарезании 35- 55 м/мин, при черновом 25-40 м/мин. Время обработки одного зуба 10 - 30 с.
Круговое протягивание широко применяют для обработки конических колес дифференциала легковых и грузовых автомобилей, тракторов, сельскохозяйственных машин и др. Профиль зубьев колеса круговой. Колеса, полученные этим методом, не взаимозаменяемы с колесами, нарезанными зубостроганием и зубофрезерованием. Форма заготовок колес для кругового протягивания — специальная. При круговом протягивании заготовка 1 неподвижна (рис. 7.12, а), а режущий инструмент вращается с постоянной угловой скоростью и совершает возвратно-поступательное движение параллельно образующей конуса впадин конического колеса. За один оборот инструмента полностью обрабатывается впадина зуба колеса. Инструментом служит резцовая головка-протяжка 2 с номинальными диаметрами 533 и 635 мм с радиально расположенными резцами, объединенными в блоки 3. Нарезание зубьев из целых заготовок выполняют за три этапа.
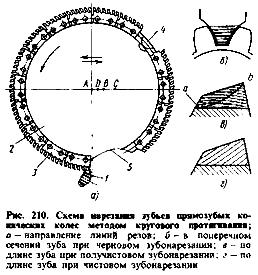
Рис. 7.12. Схема нарезания зубьев прямозубых конических колес методом кругового протягивания
а – направление линий резцов;
б – в поперечном сечении зуба при черновом зубонарезании;
в – по длине зуба при получистовом зубонарезании;
г – по длине зуба при чистовом зубонарезании
1. Вращающаяся протяжка на медленной подаче перемещается из точки А в точку В вдоль образующей внутреннего конуса колеса. За это время протяжка поворачивается на четыре блока. Резцы протяжки врезаются в заготовку на небольшую глубину.
2. При достижении точки Б продольная подача инструмента прекращается, резаниепроисходит вследствие радиального подъема резцов шести следующих блоков до достижения полной глубины впадины зуба. Затем резцовая головка-протяжка перемещается из точки В в точку С. На этом участке резцы одиннадцатого блока снимают припуск, расположенный справа от линии ab.
3. Во время прохождения участка 4 протяжки мимо заготовки происходит снятие фаски (вращающимся резцом) с боковых сторон и дна впадины зуба на внешнем торце. При перемещении суппорта в обратном направлении из точки С в точку D осуществляется чистовое резание четырьмя последними блоками. Каждый чистовой резец профилирует определенный участок на боковой поверхности зуба. Деление заготовки на зуб производится при перемещении круговой протяжки из точки D в точкуА, когда участок 5 проходит мимо заготовки. Зубья конических колес обрабатывают методом кругового протягивания на зубопротяжных станках 5245 (de = 250 мм; mte = 5 мм) резцовыми головками-протяжками с номинальным диаметром 533 мм и 5С268 (de =320 мм; mte = 8 мм) протяжками с номинальным диаметром 635 мм. Станок 5С268 применяют для чистовой обработки зубьев. Технические характеристики станка 5С269 такие же, как и у станка 5С268, но он не имеет продольного перемещения в процессе резания и применяется только для чернового нарезания. Станки 5С268 и 5С269 могут работать как раздельно, так и встроенными в автоматическую линию из двух станков. Точность прямозубых конических колес при нарезании методом кругового протягивания — 8-9-я степень.
Прямозубые конические колеса с внешним окружным модулем до 5 мм нарезают за одну операцию из целой заготовки комбинированной резцовой соловкой-протяжкой, а с модулем свыше 5 мм - за две операции (черновую и чистовую) с использованием соответственно черновой и чистовой протяжек.
Нарезание конических колес с круговыми зубьями. Нарезание зубьев гипоидных и конических колес производят методами обкатки, врезания, комбинированным, включающим врезание и обкатку, и копирования.
При методе обкатки вращающаяся резцовая головка 1 (рис. 7.13, а) подводится к заготовке 2, и начинается совместная обкатка при качании люльки вверх. В процессе обкатки резцы, занимая последовательные положения, формируют профиль и продольную кривизну зубьев по дуге окружности. В конце резания заготовка отводится от инструмента, люлька с резцовой головкой возвращается в исходное положение, а заготовка поворачивается на один зуб.
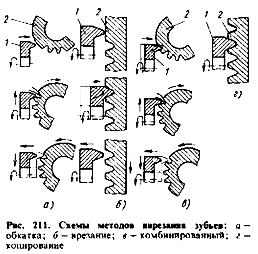
Рис. 7.13. Схемы методов нарезания зубьев
а – обкатка; б – врезание; в – комбинированный; г - копирования
Черновое нарезание зубьев методом обкатки применяют для обработки шестерен и колес с углом делительного конуса менее 68°. Зубья нарезают двусторонними резцовыми головками на зуборезных станках 5П23 (de = 125 мм; mte = 2,5 мм), 5С270П (de = 500 мм; mte = 8 мм), 5С280П (de = 800 мм; mte = 16 мм), 5А284 (de = 1600 мм; mte =30 мм). Зуборезный станок 5С273 (de = 500 мм; mte=12 мм) имеет механизм двойной обкатки, который позволяет производить черновую обработку зубьев шестерни при качании люльки вверх, а затем вниз. При качании люльки вверх нарезается одна сторона впадины зубьев, а при качании люльки вниз — другая. Таким образом, получают равномерный по длине зуба припуск 0,15 мм под чистовое нарезание, что способствует повышению производительности, точности обработки шестерни и стойкости режущего инструмента при чистовом нарезании. Черновое нарезание зубьев шестерни методом обкатки можно выполнять резцовыми головками правого и левого вращения. Более высокая стойкость достигается при нарезании зубьев с попутной подачей, когда направление вращения резцовой головки противоположно направлению линии зуба шестерни. Это объясняется процессом стружкообразования. При попутном нарезании зубьев образующаяся стружка имеет большее сечение в начале резания и меньшее сечение в конце (рис. 7.14, а). Создаются благоприятные условия для резания: отсутствует скольжение резца по обработанной поверхности, уменьшается нагрузка на резцы. Встречное нарезание характеризуется проскальзыванием резцов в начальный момент резания, образованием наклепанной поверхности, повышением нагрузки на резцы.
Стружка в начале резания имеет минимальную толщину, а в конце — максимальную (рис. 7.14, б).
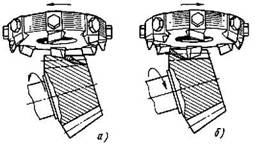
Рис. 7.14. Схемы нарезания зубьев конических колес
Эффективным средством повышения производительности при черновом нарезании является переменная подача при. обкатке, которая увеличивается в начале и конце резания. Наилучшие результаты получают при нарезании зубчатых колес с большой шириной венца, в частности при черновой обработке зубьев шестерен гипоидных передач. Значительное повышение стойкости резцов и производительности может быть достигнуто при увеличении номинального диаметра черновой резцовой головки на одну ступень по сравнению с чистовой. Так, при черновом нарезании шестерни (z1 =11; mte=9 мм; b = 38 мм) увеличение номинального диаметра резцовой головки (Dpr) с 9 дюймов на 12 дюймов позволило повысить производительность станка на 25% и период стойкости резцов в 1,7 — 2 раза. Диаметр черновой резцовой головки рекомендуется увеличивать на одну ступень при обработке конических колес средних и крупных модулей, имеющих степень сужения зуба 0,67-1,25. На повышение стойкости головок в большей степени влияет точность расположения вершин резцов, а не боковых режущих кромок. Так, при повышении точности расположения боковых режущих кромок с 0,05 до 0,02 мм стойкость головок увеличивается на 20 — 24 %; в то же время при повышении точности расположения вершин резцов в этих же пределах стойкость увеличивается на 26 — 44 %. Это объясняется тем, что в процессе резания боковая режущая кромка нагружена меньше, чем вершина резца.
Чистовое нарезание зубьев методом обкатки производят на зуборезных станках 5П23, 5С26В (de = 320 мм; mte = 8 мм), 527В (de = 500 мм; mtе = 12 мм), 5С280П, 5А284 двусторонними и односторонними резцовыми головками. Двусторонние головки применяют для нарезания зубьев колеса, а односторонние — для нарезания зубьев Шестерни. В массовом н крупносерийном производстве для повышения точности обработки зубьев чистовое нарезание конических колес с шириной зубчатого венца b ≥38 мм целесообразно осуществлять резцовыми головками с уменьшенным числом резцов. На точность и шероховатость боковых поверхностей зубьев при чистовой обработке шестерни и колеса влияет точность радиального и углового расположения резцов в корпусе головки. При чистовом нарезании зубьев шестерни односторонними резцовыми головками наибольшая стойкость достигается в случае, когда направление вращения головки противоположно направлению линии зуба шестерни. Для чистового нарезания зубьев шестерни полуобкатных передач используют станки 5А27С4П (de =500 мм; mte = 10 мм), 5С27П (de = 500 мм; mte = 12 мм), 527B, выполненные с наклоном инструментального шпинделя.
При методе врезания обрабатываемое колесо 2 неподвижно, а вращающаяся головка 1 перемещается вдоль своей оси (рис. 7.13, б). По достижении требуемой глубины впадины зубьев заготовка отводится от резцовой головки и поворачивается на шаг для обработки следующего зуба. Этот метод применяют для чернового нарезания зубьев колес с углом делительного конуса более 68° двусторонними и трехсторонними резцовыми головками, резцы которых копируют свой профиль, во впадине зуба Направление вращения резцовой головки совпадает с направлением линии зуба колеса; резание производят от внутреннего к внешнему концу. В единичном и мелкосерийном производстве для чернового нарезания методом врезания применяют универсальные станки 5С270П, 5С27П (de = 500 мм; mtе =12 мм), 5С280П. Обработку проводят на пониженных режимах резания с использованием черновой канавки копира подачи. В крупносерийном и массовом производстве применяют высокопроизводительные станки (повышенной жесткости с короткой кинематической цепью) 5С272
(de = 500 мм; mte = 10 мм), 5281 (de = 800 мм; mte = 16 мм). Эти станки позволяют автоматически изменять подачу врезания в зависимости от нагрузки на резцы. Чтобы вершины чистовых резцов не касались дна впадины зубьев, черновое нарезание методами обкатки и врезания производят глубже теоретической высоты зуба на величину 0,15-0,25 мм.
При комбинированном методе вращающаяся резцовая головка 1 (рис. 7.13, в), расположенная в положении, соответствующем началу об каски, врезается в заготовку 2. По достижении требуемой глубины впадины зубьев подача врезания прекращается, станок автоматически переключается на нарезание зубьев методом обкатки при качании люльки вверх. Комбинированным методом рекомендуется изготовлять обкатные конические колеса с углом делительного конуса более 25° и модулем свыше 2,5 мм на зуборезных станках 5С280П. Этот метод эффективен также при черновом нарезании зубьев шестерни и обкатных колес с передаточным числом пары до 2,5:1.
При методе копирования заготовка,2 (рис. 7.13, г) неподвижна, а резцовая головка-протяжка 1, вращаясь вокруг своей оси, благодаря последовательному изменению радиального расположения внутренних и наружных резцов за один оборот обрабатывает впадину зубьев колеса. Деление заготовки на один зуб осуществляется во время прохождения безрезцового участка резцовой головки. Этим методом производят чистовую обработку зубьев колес полуобкатных передач в крупносерийном и массовом производстве на специальных станках 5С271П (de = 500 мм; mte = 10 мм), 5281Б (de = 800 мм; mte = 16 мм), имеющих повышенную жесткость и короткую кинематическую цепь. Производительность метода копирования больше в 3 — 5 раз, а точность выше на 10—20% чем при методе обкатки. Стойкость режущего инструмента выше в 2-3 раза.
Технологические способы нарезания зубьев. Для чистового нарезания зубьев конических колес применяют следующие основные способы. При двойном двустороннем способе обе стороны зубьев шестерни и колеса обрабатывают одновременно из целой заготовки. Необходимы только две резцовые головки: одна для нарезания зубьев шестерни, другая — для нарезания зубьев колеса. Конические колеса с модулем до 2,5 мм обрабатывают методом обкатки, а с модулем свыше 2,5 мм — комбинированным методом. Для устранения диагонального расположения пятна контакта на зубьях зуборезный станок 5П23А снабжен механизмом винтового движения. Под винтовым движением понимают относительное движение в процессе резания между резцовой головкой и заготовкой в направлении ее оси. Этим способом может быть достигнута точность 7 —9-й степени.
При двустороннем способе обе стороны зубьев (выпуклую и вогнутую) нарезают одновременно двусторонней резцовой головкой. Ширина дна впадины зубьев постоянная; она определяется шириной развода резцов головки. Этот способ широко применяют для нарезания зубьев колеса с точностью 6-8-й степени в массовом и серийном производстве.
При одностороннем (поворотном) способе каждую сторону зубьев нарезают в отдельности двусторонней резцовой головкой. Ширина развода резцов меньше ширины дна впадины. После обработки одной стороны у всех зубьев заготовку поворачивают вокруг оси для нарезания противоположных сторон зубьев. Для нарезания каждой стороны зуба применяют различные наладки станка. Производительность станка при этом способе невысокая (достигается точность 8—9-й степени). Его применяют для нарезания зубьев шестерни и колеса в мелкосерийном производстве, а также для колес с большой шириной зубчатого венца с целью устранения одновременного участия в резании наружных и внутренних резцов.
При способе постоянных установок обе стороны зубьев нарезают в отдельности односторонними резцовыми головками. Для нарезания вогнутой стороны зубьев применяют резцовые головки с наружными резцами, для нарезания выпуклой стороны — головки с внутренними резцами. Этот способ получил распространение в основном для нарезания зубьев шестерен с точностью
6 - 8-й степени. В массовом и крупносерийном производстве для обработки каждой стороны зуба применяют отдельный станок; в серийном производстве нарезание производят на одном станке с переналадкой.
Отделка баз. У конических колес-валов с круговыми зубьями после термической обработки, зачистки центров и правки вала от центровых гнезд одновременно шлифуют базы-шейки и торец. Чтобы не вызывать во время сборки изменения формы и расположения пятна контакта на зубьях, при шлифовании с опорного торца снимают минимальный припуск 0,05—0,1 мм, а в отдельных случаях торец вообще не шлифуют. У конических колес-дисков с круговыми зубьями обычно шлифуют только отверстие; торец подвергают шлифованию в том случае, когда шлифуют зубья. При шлифовании конических колес-дисков в единичном и мелкосерийном производстве их устанавливают по наружному диаметру в трех кулачковом патроне с выверкой по индикатору от отверстия и базового торца с точностью 0,01 — 0,03 мм. В массовом и крупносерийном производстве для этой цели широко применяют мембранные патроны с базированием от боковых поверхностей зубьев. Радиальное биение установочных пальцев в приспособлении и точность их углового расположения между собой не должны превышать 0,01 мм. У прямозубых конических колес после закаливания, как правило, шлифуют все поверхности, являющиеся сборочными базами (отверстие, торец, шейку ступицы, сферу и др). На рис 7.15, а приведен пример шлифования шейки ступицы и базового торца за один установ прямозубого конического колеса 2 со ступиццей. Колесо в приспособлении базируют по зубьям на пяти - семи шариковых пальцах 1 с твердостью HRC 65 — 68, изготовленных из твердого сплава или напыленных карбидом вольфрама.

Рис. 7.15. Схемы отделки конических зубчатых колес
а – шлифование баз; б – притирка зубьев; в – подбор в пары
Подбор в пары выполняют после термической обработки и шлифования баз на контрольно-обкатных станках 5Б720 (de = 125 мм), 5В722 (de = 200 мм), 5А725 (de = 500 мм), 5Б725 (de = 800 мм), 5А727 (de = 1600 мм) при установке шестерни и колеса на теоретически базовых расстояниях. Первоначально для выявления забоин на зубьях сопряженную пару вращают с небольшой частотой вращения (n = 400 ÷ 600 об/мин) и под легкой нагрузкой. После удаления забоин увеличивают частоту вращения ведущего шпинделя контрольно-обкатного станка (n = 1200 ÷ 2000 об/мин) и контролируют пятно контакта, плавность хода, а при останове станка — боковой зазор между зубьями. Если подбор в пары производят для последующей операции притирки зубьев, то их обычно разбивают на группы с расположением пятна контакта, например, на внешнем конце, в центре и внутреннем конце зуба. С целью повышения качества и эффективности притирки в условиях массового производства для каждой группы деталей проводят специальную наладку притирочных станков. У конических колес, зубья которых после термической обработки не подвергают притирке и шлифованию; операцию подбора в пары проводят особенно тщательно, заменяя шестерню или колесо до получения требуемого качества зацепления, с последующей маркировкой подобранной пары для сборки.
Притирку зубьев применяют для уменьшения параметра шероховатости поверхностей зубьев и незначительного исправления формы и расположения пятна контакта с целью получения плавной и бесшумной работы конических передач. Притирку выполняют на зубопритирочных станках 5П720 (de = 125 мм), 5П722 (de = 320 мм), 5725Е (de = 500 мм), 5724 (de = 800 мм) при совместном вращении сопрягаемых шестерни и колеса под легкой тормозной нагрузкой с одновременной подачей абразивной жидкости в зону зацепления. Для обеспечения притирки всей рабочей поверхности зубьев взаимное расположение шестерни и колеса во время притирки автоматически изменяется. Абразивная жидкость, применяемая на зубопритирочных станках, состоит из абразива и масла. Наиболее эффективным абразивом для закаленных зубчатых передач является карбид кремния, твердые и хрупкие зерна 3 (рис. 7.15, б) которого имеют острые режущие кромки. Во время притирки абразивные зерна вместе с маслом 2 подаются в зону зацепления и острыми гранями снимают металл с поверхности зубьев шестерни 1 и колеса 4 при взаимном их перемещении 5 и 7 относительно друг друга. Для повышения режущих свойств абразива создается давление (см. стрелки 6 и 8) между зубьями колес 1 и 4 с помощью тормозного момента. Размер абразивных зерен существенно влияет на притирку. Конические передачи с модулем 2,5 — 4,5 мм притирают абразивом с зернистостью 3, передачи легковых автомобилей — зернистостью 3 — 4, передачи грузовых автомобилей и тракторов — зернистостью 5 — 6. Масло, входящее в абразивную смесь, должно поддерживать абразивные зерна во взвешенном состоянии, свободно протекать через насосную систему станка и легко смываться с зубьев водным раствором. Этим требованиям отвечает масло СЭЛ-1. В качестве первоначального состава абразивной жидкости можно принять 2,7 кг абразива и 3,8 л масла.
На притирку зубьев припуск практически не оставляют. Если после зубонарезания на поверхности зубьев нет глубоких рисок, то притиркой может быть достигнут параметр шероховатости Ra = 1 ÷ 2 мкм. Время притирки зависит от многих факторов: абразивной жидкости, тормозного момента, геометрических параметров зубчатой пары, твердости поверхности зубьев и др. Ориентировочное время притирки конических передач с круговыми зубьями 2—5 мин, гипоидных передач легковых автомобилей 4—6 мин, гипоидных передач тяжелых грузовиков 8—12 мин.
Приемочный контроль. После подбора в пару или притирки окончательно изготовленные конические зубчатые передачи подвергают сплошному контролю в специальных шумоизолированных комнатах на контрольно-обкатных станках. У конических зубчатых передач контролируют форму и расположение пятна контакта, уровень звукового давления и боковой зазор. Для выявления формы и расположения пятна контакта боковые поверхности зубьев пары покрывают тонким слоем маркировочной краски (обычно сурик с маслом). Затем зубчатую пару на контрольно-обкатном станке обкатывают в обоих направлениях под определенной нагрузкой до выявления отпечатка пятна контакта. Форму и расположение пятна контакта определяют визуально на зубьях колеса. Обычно для тяжело нагруженных передач рекомендуемая длина пятна контакта приблизительно равна половине длины зуба. У малонагруженных передач пятно контакта составляет 3/4 длины зуба. Пятно контакта должно быть смещено к внутреннему концу зуба, так как при повышении нагрузки в редукторе оно удлиняется и перемещается в направлении к внешнему концу; однако при полной нагрузке пятно контакта не должно выходить на кромки зубьев. Уровень звукового давления - один из основных показателей качества конических зубчатых передач, работающих при высоких окружных скоростях. Уровень звукового давления зубчатых передач в процессе их изготовления оператор контролирует на слух путем сравнения с отобранным эталоном, а также шумоизмеряющими приборами. Боковой зазор, характеризующий вращательное движение одного колеса при неподвижном другом, у конических передач измеряют на внешнем делительном диаметре ведомого колеса, в большинстве случаев в плоскости, перпендикулярной к линии зуба.
При проверке зубчатых передач на контрольно-обкатном станке могут быть выявлены повышенное биение зубчатого венда и погрешность окружных шагов. Повышенное биение проявляется постепенным изменением положения пятна контакта по длине зуба за оборот шестерни или колеса и периодическим изменением уровня звукового давления. Погрешность окружных шагов характеризуется наличием стуков в процессе обкатки, а также очень резким или слабым отпечатком пятна контакта на одном или нескольких зубьях.
Конические зубчатые передачи, прошедшие приемочный контроль и признанные годными, должны быть заклеймлены. У шестерни и колеса электрографом на торцах маркируют порядковый номер комплекта и боковой зазор между зубьями, отмеченными знаком «X» (рис 7.15, в). Если конструкция редуктора позволяет во время сборки регулировать осевое положение шестерни, то при контроле пары в определенных пределах изменяют базовое расстояние шестерни для получения наилучшего расположения пятна контакта по высоте профиля зуба и уровню звукового давления. Полученное фактическое базовое расстояние или его отклонение от номинального значения маркируют на торце шестерни.
Шум - один из основных показателей качества изготовления зубчатых колес, работающих при высоких окружных скоростях. Например, шум ведущих мостов, коробок передач легковых автомобилей является критерием оценки качества зубчатых колес. С увеличением окружной скорости уровень звукового давления зубчатых колес повышается.