

6.3.1. Елементи та геометрія токарного різця
Токарний різець є клиноподібним різальним інструментом, який під час обробки заглиблюється у тіло заготовки й поступово зрізує стружку. На заготовці розрізняють оброблювану поверхню З (рис. 6.3.1), яка підлягає обробці, поверхню різання 4, що утворюється різальним вістрям різця, і оброблену поверхню 5, отриману внаслідок відокремлення стружки.
Токарний різець складається з двох частин: робочої / (рис. 6.3.2), яка зрізує стружку, і держака 77, призначеного для закріплювання різця на верстаті. До елементів робочої частини належать передня поверхня 3, по якій сходить стружка, головна 5 і допоміжна 6 задні поверхні, головне 4 і допоміжне 1 різальні ребра та вершина різця 2. Головна задня поверхня Д^ повернена до поверхні різання, а допоміжна задня поверхня А'а — до обробленої поверхні заготовки. Головне різальне ребро К — це лінія, утворена перетином передньої та головної задньої повер-
хонь; воно виконує основну роботу різання. Допоміжне різальне ребро К' — лінія, утворена перетином передньої та допоміжної задньої поверхонь; воно відіграє незначну роль під час різання. Вершина різця — точка перетину (місце спряження) різальних ребер.
Взаємне розташування в просторі елементів різця пов'язане з кутами, які визначають його геометрію.
Для вимірювання кутів різця необхідно мати координатні площини, до яких належать основна площина 1 (рис. 6.3.1), площина різання 2 і головна січна площина 6. Основна площина Pv паралельна до векторів поздовжньої Ds па і поперечної Д, „ подач. Площина різання Р„ проходить через головне різальне



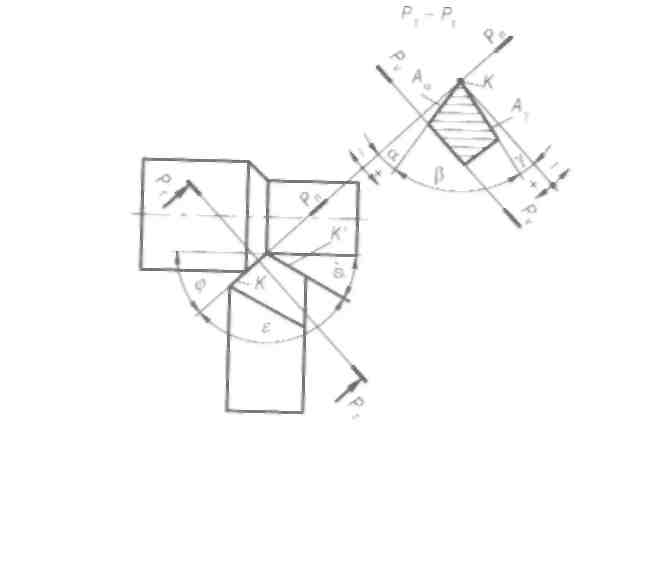 Рис.
6.3.3. Кути, елементи й координатні площини
токарного різця:
Рис.
6.3.3. Кути, елементи й координатні площини
токарного різця:
Р<> — основна площина; Р< — головна січна площина; Р« — площина різання;
К — головне та А" — допоміжне різальні ребра; Ау — передня, А> — головна задня
поверхні; а — головний задній кут; р — головний кут загострення; у — головний
передній кут; tp— головний кут у плані; с — кут при першині різия;
ф' — допоміжний кут у плані
ребро дотично до поверхні різання. Головну січну площину Рх проводять перпендикулярно до проекції головного різального ребра на основну площину.
Кути різця поділяють на: головні (вимірюють у головній січній площині), кути в плані (вимірюють в основній площині) і кут нахилу головного різального ребра (вимірюють у площині різання).
До головних кутів різця належать: головний задній кут, кут загострення та головний передній кут.
Головний задній кут а (рис. 6.3.3) утворюється між площиною різання та головною задньою поверхнею. Цей кут завжди більший від нуля. Із його зростанням зменшується тертя між головною задньою поверхнею та поверхнею різання.
Головний кут загострення Р утворюється головною задньою та передньою поверхнями.

Головний передній кут у утворюється передньою поверхнею та площиною, перпендикулярною до площини різання. Зі збільшенням цього кута зменшується робота пластичних деформацій, а отже, і потужність різання. Однак надмірне зростання кута призводить до зменшення міцності робочої частини різця. Остаточно величину переднього кута вибирають виходячи із механічних властивостей оброблюваного матеріалу та матеріалу різця. Щоб не допустити руйнування різця у важких умовах обробки, часто вибирають від'ємне значення головного переднього кута, коли а + Р + у> 90°.
Подача змінює положення площини різання порівняно з її положенням у статиці, що зумовлює збільшення кута у й зменшення кута а. У випадку малих подач такою зміною кутів можна знехтувати.
Розрізняють такі кути різця в плані: головний кут у плані, допоміжний кут у плані та кут при вершині різця.
Головний кут у плані <р — це кут між проекцією головного різального ребра на основну площину й напрямком подачі. З його зменшенням поліпшується якість обробленої поверхні, зменшується товщина стружки, проте зростає радіальна складова сили різання, яка нерідко є причиною вібрацій.
Допоміжний кут у плані <р' утворюється проекцією допоміжного різального ребра на основну площину та напрямком, протилежним до напрямку подачі. Зі зменшенням значення цього кута покращується якість обробленої поверхні та збільшується міцність різця.
Кут при вершині є — це кут, утворений проекціями головного й допоміжного різальних ребер на основну площину.
Кут нахилу головного різального ребра X (рис. 6.3.4) утворюється головним різальним ребром і лінією, що перебуває
 у
площині різання й проходить через
вершину різця паралельно до основної
площини. Якщо вершина різця є найнижчою
точкою на різальному ребрі, то кут X
вважається
додатним й стружка спрямовується до
обробленої поверхні заготовки. При
від'ємному куті X
стружка
спрямовується до оброблюваної поверхні.
у
площині різання й проходить через
вершину різця паралельно до основної
площини. Якщо вершина різця є найнижчою
точкою на різальному ребрі, то кут X
вважається
додатним й стружка спрямовується до
обробленої поверхні заготовки. При
від'ємному куті X
стружка
спрямовується до оброблюваної поверхні.