6.5.7. Поверхні, які обробляють на фрезерних верстатах
Плоскі горизонтальні поверхні обробляють циліндричними фрезами 2 (рис. 6.5.9, а) на горизонтально-фрезерних верстатах і торцевими фрезами 6 (рис. 6.5.9, д) на вертикально-фрезерних верстатах.
Плоскі вертикальні поверхні фрезерують дисковими дво- і трибічними фрезами 3 (рис. 6.5.9, б) на горизонтально-фрезерних верстатах або торцевою фрезою, встановленою у шпинделі фрезерної головки з горизонтальною віссю обертання на поздовжньо-фрезерних верстатах і кійцевою фрезою 5 (рис. 6.5.9, г) на вертикально-фрезерних верстатах.
Рис. 6.5.9. Схеми обробки плоских поверхонь (а, д), пазів (б, г)
і фасонних поверхонь (є):
1 — заготовка; 2 — циліндрична, З — дискова, 4 — відрізна, 5 — кінцева,
6 — торцева, 7 — фасонна фрези; О, — головний рух різання; Д, — рух подачі
Плоскі нахилені поверхні обробляють торцевими фрезами на вертикально- і поздовжньо-фрезерних верстатах з поворотним шпинделем. Замість шпинделя можна повертати під необхідним кутом заготовку, закріплену в спеціальному пристрої.
Пази фрезерують кінцевими фрезами (рис. 6.5.9, г) на вертикально-фрезерних верстатах або трибічними дисковими фрезами (рис. 6.5.9, б) на горизонтально-фрезерних верстатах.
Фасонні поверхні обробляють спеціальними фасонними фрезами 7 (рис. 6.5.9, є) на горизонтально-фрезерних верстатах.
Розрізування заготовки 1 на частини за допомогою відрізної фрези 4 зображено на рис. 6.5.9, в.
Заготовку закріплюють безпосередньо на столі фрезерного верстата за допомогою притискних пластин, або в призмах, машинних лещатах і в спеціальних пристроях.
Розділ 6.6
ОБРОБКА ЗАГОТОВОК НА СТРУГАЛЬНИХ, ДОВБАЛЬНИХ І ПРОТЯЖНИХ ВЕРСТАТАХ
6.6.1. Особливості стругання та довбання
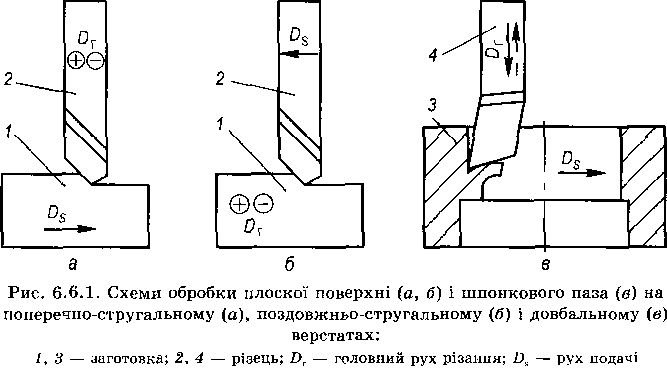
Стругання — спосіб обробки поверхонь заготовки різцем завдяки двом прямолінійним горизонтальним рухам — головному рухові різання DT різця (рис. 6.6.1, а) або заготовки (рис. 6.6.1, б) й періодичному рухові подачі Д, в напрямку, перпендикулярному до головного руху різання. Рух подачі виконується в момент зміни зворотного ходу різця або заготовки на прямий. Головний рух різання (робочий хід) щоразу чергується зі зворотним (неробочим) ходом. Таке перервне різання сприяє охолодженню інструмента й підвищенню його стійкості. Наявність зворотного ходу знижує продуктивність обробки, а кожна зміна напрямку руху зумовлює значні інерційні навантаження на механізми головного руху різання, що спричинює інтенсивне їх спрацювання. Щоб не допустити цього, обмежують швидкість різання.
Довбання є різновидом стругання. Головний рух різання Д. (рис. 6.6.1, в) відбувається у вертикальній площині, а рух подачі А, — в горизонтальній.
Стругання та довбання застосовують в одиничному й дрібно-серійному виробництвах. У великосерійному й масовому виробництвах ці способи обробки замінюють продуктивнішим фрезеруванням і протягуванням.
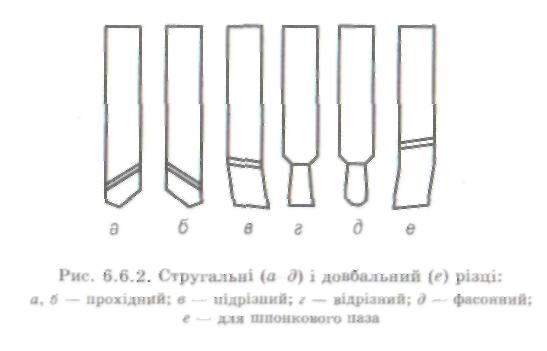
6.6.2. Стругальні та довбальні різці
Конструктивно стругальні різці подібні до токарних, проте працюють вони у важчих умовах, оскільки сприймають ударні навантаження. З огляду на це стругальні різці повинні мати підвищену жорсткість. Удари виникають на початку різання. Сила удару зростає з підвищенням міцності оброблюваного матеріалу, швидкості різання й площі перерізу стружки. Відповідно до призначення стругальні різці поділяють на прохідні (рис. 6.6.2, а, б) — праві (о) й ліві (б), підрізні (рис. 6.6.2, в), відрізні (рис. 6.6.2, г) та фасонні (рис. 6.6.2, д). Держак різця виготовляють з конструкційної сталі, різальну частину — з швидкорізальних сталей або твердих сплавів. Кути стругальних різців вибирають такі ж, як і для токарних, за винятком переднього кута, який у стругальних різців на 5...100 менший.
Довбальні різці за формою відрізняються від стругальних. Вони бувають прохідні, прорізні, для шпонкових пазів (див. рис. 6.6.2, є) та інші.