

6.4.6. Загальні відомості про свердлильні верстати
Свердлильні верстати служать для обробки отворів інструментом, який виконує одночасно головний (обертальний) рух різання і поступальний рух подачі.
Розрізняють такі типи свердлильних верстатів:
— вертикально-свердлильні;
— напівавтомати одношпиндельні;
— напівавтомати багатошпиндельні; 5 — радіально-свердлильні;
— горизонтально-свердлильні;
— різні.
 Коробка
швидкостей служить
для ступеневого регулювання частот
обертання шпинделя. Шпиндель входить
у шліцевий отвір останнього вала коробки
швидкостей і може в ньому пересуватись
в осьовому напрямку, що необхідно для
здійснення руху подачі.
Коробка
швидкостей служить
для ступеневого регулювання частот
обертання шпинделя. Шпиндель входить
у шліцевий отвір останнього вала коробки
швидкостей і може в ньому пересуватись
в осьовому напрямку, що необхідно для
здійснення руху подачі.
Коробка подач надає шпинделю різних значень подач. У корпусі коробки можна пересувати разом зі шпинделем порожнисту трубу-гільзу, всередині якої змонтовані підшипники шпинделя. На зовнішній поверхні гільзи нарізані зубці рейки. Гільза отримує поступальний рух від рейкової шестерні, з'єднаної кінематично з механізмами коробки подач. У сучасних вертикально-свердлильних верстатах коробки швидкостей і подач об'єднують в один вузол — шпиндельну бабку.
На столі закріплюють заготовку за допомогою різноманітних універсальних або спеціальних пристроїв.
Різальний інструмент з конічним хвостовиком вставляють безпосередньо в конічний отвір шпинделя або в перехідну конічну втулку. Для інструмента з циліндричним хвостовиком використовують свердлильні патрони.
6.4.6.2. РАДІАЛЬНО-СВЕРДЛИЛЬНІ ВЕРСТАТИ
На радіально-свердлильних верстатах обробляють отвори у масивних заготовках, не змінюючи їх положення. Тут шпиндель разом з інструментом перед обробкою кожного наступного отвору виводять на вісь отвору завдяки поєднанню двох рухів: прямолінійного та обертального.
Радіально-свердлильний верстат (рис. 6.4.7) складається із фундаментної плити А, колони Б, поворотної гільзи В, траверси Г, механізму пересування траверси Д і шпиндельної бабки Е.
Фундаментна плита служить опорою для стола (на рисунку не зображений) чи безпосередньо для заготовки. На плиті закріплена вертикальна колона.
Колона — це порожнинний виливок циліндричної форми, на зовнішній поверхні якої є підшипники гільзи.
Гільза може обертатись довкола осі колони разом із траверсою.
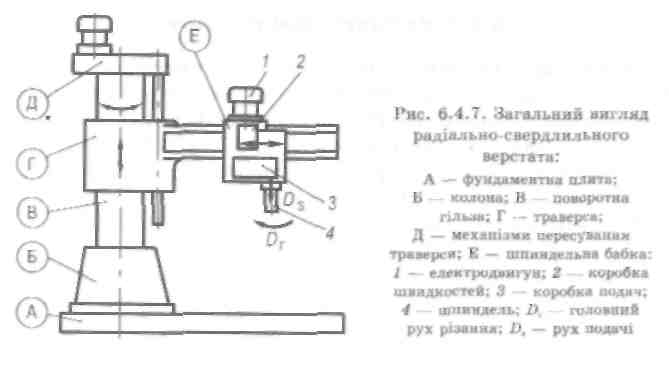
Траверса насаджена циліндричним отвором на гільзу і може пересуватись по ній у вертикальному напрямку. На горизонтальних напрямних траверси перебуває пересувна шпиндельна бабка.
Механізм пересування траверси змінює її положення відносно гільзи й оброблюваної заготовки за допомогою окремого електродвигуна та механізмів, кінцевою кінематичною ланкою яких є гвинтова передача.
Шпиндельна бабка надає шпинделю головного руху різання та руху подачі. Вона складається з литого корпуса з полозками, електродвигуна /, коробки швидкостей 2, коробки подач З, шпинделя 4 та органів керування верстатом. У конічному отворі шпинделя закріплюють різальний інструмент.
Обертаючи траверсу разом з гільзою довкола осі колони й пересуваючи шпиндельну бабку по напрямних траверси, легко і швидко підводять шпиндель у положення для обробки вибраного отвору. Після перелічених переміщень фіксують у такому положенні шпиндельну бабку на напрямних траверси, траверсу на гільзі й гільзу на колоні за допомогою спеціальних механізмів гідрозатиску.