

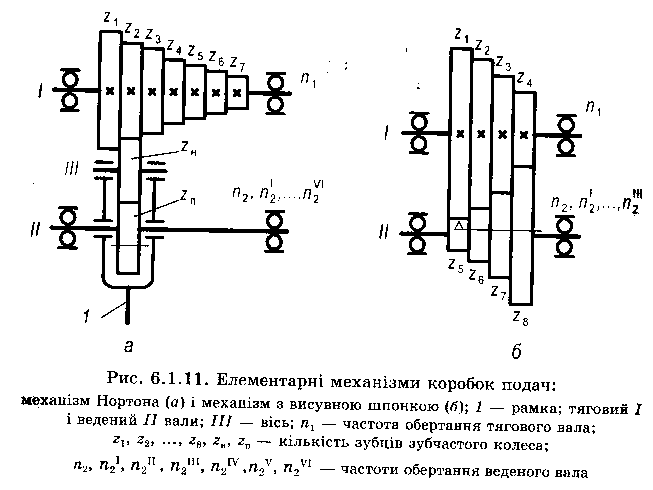
що рухається на шліцах уздовж вала //, і накидного колеса z„, яке утримується в постійному зачепленні з колесом z„ за допомогою рамки 1 і осі ///, та з підшипників. Колеса г„ і z„ разом з рамкою можуть повертатись довкола вала //, що в поєднанні з пересуванням уздовж вала забезпечує почергове зчеплення колеса г„ з кожним колесом вала /. Внаслідок цього на вал /7 буде передано стільки частот обертання, скільки зубчастих коліс є на валі /:
![]()
Механізм з висувною шпонкою має закріплені на валі І (рис. 6.11, б) колеса г,, г2, г3, 24 і вільнопосаджені на валі 77 колеса г5, 26, 27, г8, а також підшипники. Вал II порожнистий, в його пазі пересувається шпонка, призначена для почергового закріплювання одного з коліс 25, г6, z7, 28 на валі //. В нашому випадку ведений вал отримає чотири частоти обертання:
![]()

Механізм реверсу забезпечує на веденому валі два протилежні напрямки обертання за наявного одного напрямку обертання на тяговому валі.
Розглянемо два механізми реверсу — з конічних зубчастих коліс і муфти та з циліндричних зубчастих коліс і муфти.
Механізм реверсу з конічних зубчастих коліс і муфти складається з тягового вала / (рис.6.1.12, а), закріпленого на ньому колеса 2,, веденого вала II з двома вільнопосадженими колесами г2, 23, двобічної кулачкової муфти М та підшипників. При обертанні вала / колеса вала // обертаються у протилежних напрямках. Закріпивши муфтою одне із коліс г2 або г3 на валі //, цьому валові надають того чи іншого напрямку обертання, зображеного стрілками.
Механізм реверсу з циліндричних зубчастих коліс і муфти має на валі / (рис.6.1.12, б) два вільнопосаджених колеса Zj, z2 і муфту М між ними. На валі /7 закріплено колеса 24, 25, на валі III є колесо 23. Закріпивши муфтою М колесо Z|, на вал II можна передати рух колесами zt і гЛ і він буде обертатись в інший бік, аніж вал /. Закріпивши колесо 22, надамо валові // напрямку обертання, що збігається з напрямком обертання вала /, через колеса 22, 23 і 25.

ФІЗИЧНІ ОСНОВИ ПРОЦЕСУ РІЗАННЯ. МАТЕРІАЛИ ДЛЯ РІЗАЛЬНИХ ІНСТРУМЕНТІВ
До фізичних явищ, що супроводжують процес різання, належать деформації, тертя і виділення теплоти в зоні обробки, а також наріст, усадка стружки й спрацювання різального інструмента. Без урахування цих явищ неможливо обґрунтовано вибрати матеріали для різальних інструментів і відповідні їм оптимальні режими різання, необхідні для забезпечення високої продуктивності праці та якості оброблених поверхонь.
6.2.1. Стружкоутворення та види стружки
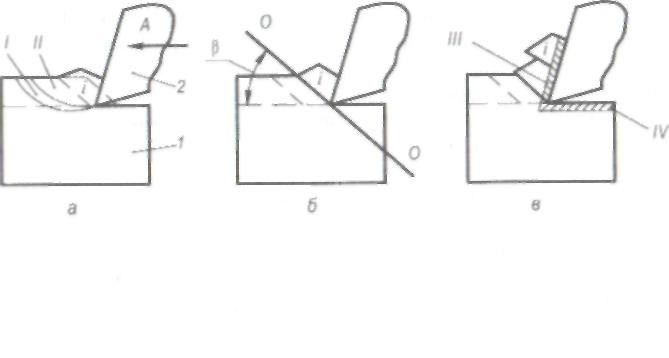
Різальний інструмент 2 (рис.6.2.1, а), що має форму клина, рухаючись у напрямку стрілки А, деформує матеріал заготовки 1 спочатку пружно (зона /), далі пластично (зона //) і врешті відокремлює частину поверхневого шару у вигляді стружки. Елементарний об'єм майбутньої стружки і, що має в основі паралелограм, внаслідок пластичних деформацій набуває вигляду основи трапеції (рис.6.2.1, б). Коли напруження, що діють у площині 0-0, досягають границі міцності металу, елемент і починає пересуватись вздовж цієї площини (рис.6.2.1, в). Аналогічно утворюються наступні елементи стружки. Площину 0-0 називають площиною зсуву, а кут (3, утворений напрямком руху інструмента та цією площиною, — кутом зсуву. Для сталей середньої пластичності р = 30°.
Окрім цього, з боку різця до поверхонь заготовки та стружки прикладені значні напруження стиснення, які в поєднанні з високою температурою призводять до сильних пластичних деформацій обробленої поверхні (зона IV) і прилеглої до різця поверхні стружки (зона III).
Залежно від властивостей оброблюваного металу, режиму різання, геометрії різального інструмента, а також наявності або відсутності мастильно-охолодної рідини створюються умови для утворення одного з трьох видів стружки: стрічкоподібної, відколюваної або надламаної.
454
Рис. 6.2.1 Послідовність переходу деформованого металу в стружку:
І — заготовка; 2 — різець; / — зона пружної деформації; // — зона пластичної
деформації; /// — зона поверхневої пластичної деформації стружки; IV — зона
поверхневої пластичної деформації обробленої поверхні; А — напрямок руху різця;
0-0 — площина зсуву; р — кут зсуву; і — елемент стружки
Стрічкоподібна стружка має вигляд суцільної стрічки з гладкою поверхнею контакту з різцем (рис. 6.2.2, а). На протилежній поверхні видно значну кількість невеликих зазубрин — слідів виходу на вільну поверхню деяких елементів стружки. Чіткі границі між сусідніми елементами стружки не спостерігаються. Стрічкоподібна стружка утворюється під час різання пластичних металів, особливо в умовах великої швидкості різання, малої подачі й при великому куті у між передньою поверхнею різця та перпендикуляром до обробленої поверхні.
Стружка відколювана також суцільна й складається з добре видимих розмежованих елементів (рис. 6.2.2, б). З боку різця поверхня стружки гладка, а протилежна до неї поверхня
має виразніші зазубрини, ніж стрічкоподібна стружка. Стружка відколювана виникає під час різання металів середньої пластичності з малою швидкістю різання, великою подачею за допомогою інструмента, що має малий кут у.
Надламана стружка складається з незв'язаних між собою окремих елементів різноманітної форми (рис. 6.2.2, в) і утворюється під час обробки крихких металів.
Змінюючи умови різання, можна впливати на пластичність оброблюваного матеріалу, а отже, і на перехід від одного виду стружки до іншого.
Вид стружки впливає на якість обробленої поверхні, спрацювання різального інструмента, сили різання й умови відведення стружки із зони обробки.