

2.2.4 Автоматизовані комплекси для термообробки, нанесення покриттів, складальних і зварювальних операцій
ПР широко використається при автоматизації багатьох трудомістких технологічних процесів у машинобудівному виробництві: нанесення покриттів і фарби, термообробки, зварювання, зборки й інших спеціальних операцій.
Виконання технологічних операцій може бути як з індивідуальним, так і із груповим застосуванням ПР. Індивідуальне виконання виробничих операцій (зварювання, фарбування, зборки й ін.) звичайно здійснюється універсальним або багатоцільовим ПР, навколо якого розміщаються різні транспортні, що орієнтують, допоміжні пристрої й механізми. Робота такого РТК організується й контролюється багатопрограмним пристроєм ЧПК, що додатково виконує функції адаптивного керування.
При груповому використанні спеціалізовані й багатоцільові ПР, що виконують певні технологічні операції, поєднуються разом з допоміжним устаткуванням у РОТІ або РТЛ із закінченим технологічних процесом.
РТК типу "Процес-1" (рисунок 2.17) призначений для автоматизації технологічного циклу термічного загартування деталей типу валів (масою до 3 кг) струмами високої частоти.
ПР напольного типу мод. "Циклон-3Б" у складі комплексу переносить виробу двома руками із шиберних завантажників у гартівний верстат мод. С-200 і потім скидають оброблені деталі в пересувний накопичувальний пристрій.
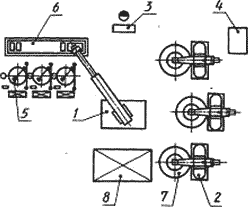
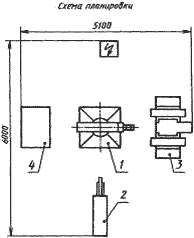
Термічний роботизований комплекс на базі високочастотної установки мод. ВЧГ-1-60/0,065 і напольного ПР мод. ПР-10И (рисунку 2.18) призначений для виконання технологічного процесу загартування торцевих ключів трьох найменувань масою до 10 кг. До складу РТК, крім того, входять: автоматизований завантажувальний пристрій, що складається з тари із заготівлями, конвеєра й механізму поштучної видачі заготівель у робочу зону ПР; гартівно-відпускний агрегат, з гартівною ванною; тара для термообробляємих деталей. ПР захоплює чергову заготівлю, утримує неї в робочій зоні індуктора високочастотної установки, переносить нагріту заготівлю в гартівну ванну, а потім завантажує деталі в тару гартівно-відпускного агрегату.
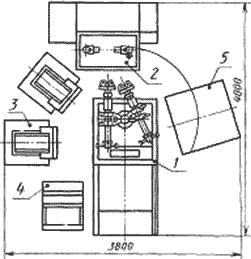
1 - ПР мод. "Циклон - 3Б" (1 шт.);
2 - гартівний верстат мод. С-200 (1 шт.);
3 - завантажувальний пристрій шиберне (2 шт.);
4 - пульт керування (1 шт.);
5 - накопичувач деталей (1 шт.).
Рисунок 2.17 - РТК для термообробки ТВЧ деталей.
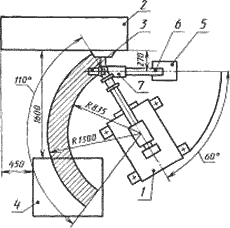
1 - ПР мод. ПР-10И (1 шт.);
2 - високочастотна ВЧГ - 1 - 60/0 ,065 (1 шт.);
3 - індуктор (1 шт.);
4 - ванна гартівна (1 шт.);
5 - тара із заготівлями (1 шт.);
6 - пристрій транспортуюче (1 шт.);
7 - пристрій поштучної видачі деталей (1 шт.).
Рисунок 2.18 - РТК мод. ВЧГ - 1 - 60/0 ,065 із ПР-10И
Серія роботизованих технологічних комплексів моделей АЛГ і АЛХ (рисунок 2.19) призначена для гальванічної й хімічної обробки різних деталей машин і виробів широкого вжитку: нанесення захисних і декоративних покриттів.
РТК мод. АТМ-014 (рисунок 2.20) для автоматизації процесу пресового загартування великогабаритних зубчастих вінців (масою до 135 кг). Комплекс складається з нагрівальної печі, гартівного преса мод. 5771А и роликового конвеєра, що обслуговують за допомогою напольного ПР мод. РБ-232Т. Під час автоматичного циклу роботи комплексу ПР знімає нагрітий до черговий зубчастий вінець із розвантажувальної позиції й транспортує його на першу позицію преса для загартування. Після загартування ПР переносить деталь на другу позицію, а потім на конвеєр, що транспортує зубчасті вінці групами по чотирьох штуки в камеру охолодження (на схемі не показана).
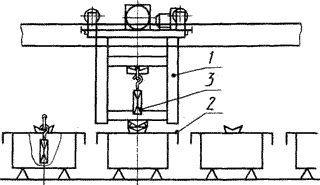
1 - ПР транспортний мод. М400Ц.02.03 (1...4 шт.);
2 - ванна (5...15 шт.);
3 - контейнер з оброблюваними деталями (5...15 шт.).
Рисунок 2.19 - РТК для гальванічної й хімічної обробки типу АЛГ, АПХ.
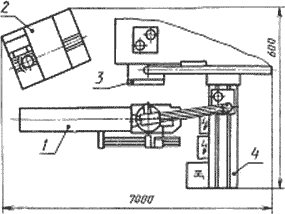
1 - ПР РБ - 232Т напольного типу (1 шт.);
2 - гартівний прес мод. 5771А (1 шт.);
3 - нагрівальна піч (1 шт.);
4 - роликовий конвеєр (1 шт.).
Рисунок 2.20 - РТК загартування зубчастих вінців АТМ-014.
РОТУ для попередньої зборки й автоматичного зварювання вузлів опор ЛЕП (масою до 15кг) побудований на базі трьох паралельно працюючих зварювальних ПР мод. 109А напольного типу й обслуговуючого їх ПР типу "Універсал-15М" (рисунок 2.21).
Даний роботизований зварювальний комплекс використається в великосерійному виробництві однотипних виробів. Попередня зборка вузлів здійснюється на спеціалізованих стендах вручну. Зібрані й механічно закріплені на пристроях-супутниках вузли встановлюються на конвеєр-накопичувач, звідки ПР мод. "Універсал-15М" переносить їх на один із трьох столов-кантователей, що є в цей момент вільним. Кожний із трьох РТК, що складається зі стола-кантователя й зварювального ПР напольного типу мод. 109А, виконує необхідні операції дугового зварювання швів, передбачені його керуючою програмою. Після виконання зварювання обслуговуючий ПР мод. "Універсал-15М" переставляє зварений вузол разом із пристроєм-супутником на склад-стелаж готових виробів.
1 - ПР мод. "Універсал - 15М" (1 шт.);
2 - зварювальний ПР мод. 109А (3 шт.);
3 - пульт керування (1 шт.);
4 - пристрій керування (1 шт.);
5 - позиція попередньої зборки (3 шт.);
6 - конвеєр (6 шт.);
7 - стол-кантователь (3 шт.);
8 - склад-стелаж виробів (1 шт.).
Рисунок 2.21 - Складальний і зварювальний комплекси типу "Універсал-15М" і ПР109А
Роботизований комплекс мод. АТМ-039 (мал. 3.22) призначений для автоматизації процесу гнучке й точкове зварювання (мал. 3.22) металевих корпусів з листового матеріалу. У вихідному положенні ПР напольного типу мод. РБ-110 перебуває перед пристроєм, що виконує гнучкий розкрій аркуша, надаючи йому коробчатую форму. Після завершення операції гнучкі ПР захоплює виріб і переносить його до апарата точкового зварювання, що автоматично виконує зварений шов на кожному ребрі коробки, що складає з восьми крапок із кроком 50 мм. Крокову подачу виробу, а також його поворот у процесі зварювання всіх швів робот здійснює відповідно до керуючої програми. Зварену коробку ПР потім переносить на стелаж-накопичувач готових виробів.
1 - ПР мод. РБ - 110 (1 шт.);
2 - автомат точкового зварювання (1 шт.);
3 - пристрій гнучкі (1 шт.);
4 - накопичувач виробів після зварювання (стелаж) (1 шт.).
Рисунок 2.22 - РТК для точкового зварювання з листових заготівель деталей типу корпусів АТМ – 039
Контрольні завдання
Завдання 2.1.
Якими видами зв'язків визначається гнучкість верстатних модулів?
Завдання 2.2.
Що таке верстатна система?
Відповідь 2.1.
Гнучкість верстатних модулів визначається трьома видами зв'язків:
-транспортуванням заготівель і деталей між складом, позицією установки (зняття) деталей, контрольно-вимірювальним модулем. Розміщення верстатних модулів залежить від виду обраного транспорту (конвеєри, рольганги, рейкові візки або робокары), а також організації централізованого або децентралізованого складування заготівель (загальний склад, загальні накопичувачі паллет, індивідуальні накопичувачі в кожного верстата й різні комбінації цих трьох видів).
-подачею різального інструменту до верстатів (наявність центрального інструментального складу, єдиного для всіх верстатів; індивідуальні на кожний верстат змінні магазини або індивідуальна подача інструмента на кожний верстат з ділянки попереднього настроювання інструмента й ін.).
-інформаційними потоками між ЕОМ, що управляють різними модулями системи, загальним використанням різних пакетів програмного забезпечення й пультами керування.
Відповідь 2.2.
Верстатна система - керована сукупність верстатів і допоміжного устаткування, призначена для обробки однієї, декількох подібних заготівель або заготівель широкої номенклатури на основі одного, декількох або різних маршрутних технологічних процесів.