

Лекція 5
5 Транспортні й перевантажувальні пристрої
5.1. Транспортні роботи
5.2 Пристрої зміни заготівель на верстатах зі ЧПК
5.3 Розрахунок кількості транспортних засобів
5.1. Транспортні роботи
Однієї із проблем впровадження конвеєрів є автоматизація процесів завантаження й вивантаження. Все більше значення в застосуванні конвеєрних систем надається роботам, що виконують роль навантажувачів, що мають ряд переваг у порівнянні з іншими засобами:
малогабаритність рухливого складу;
великий діапазон регулювання продуктивності;
повне звільнення проїздів після проходження транспортного робота для інших видів транспорту;
автономність дії.
На рисунку 5.1 представлена класифікація транспортних роботів
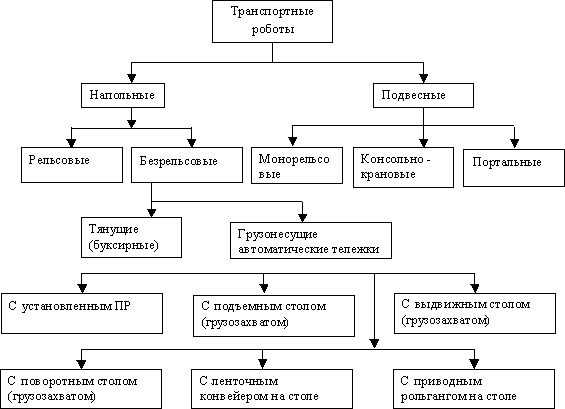
Рисунок 5.1 - Класифікація транспортних роботів.
Найбільше поширення в ГВС знайшли безрейкові автоматичні візки, які можуть бути грузонесущими й тягнучими (тягачі, буксири із причіпними платформами, візками). Можливості безрейкових грузонесущих автоматичних візків дуже широкі насамперед за рахунок простоти створення нових транспортних шляхів, оснащення візків пристроями автоматизації погрузо-разгрузочних операцій, що відбито в класифікації.
У цей час створено багато систем для спостереження за маршрутом руху транспортних роботів (візків) (рисунок 5.2).
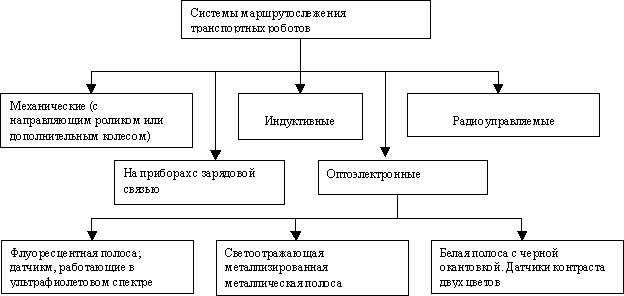
Рисунок 5.2 - Системи маршрутовідстеження транспортних роботів
Найбільше поширення одержали транспортні роботи з індуктивною системою маршрутовідстеження й переміщаються по світлоотражающей смузі.
Індуктивні системи можуть бути активними й пасивними. Так останнім часом розроблені системи, де інформація про напрямок руху, поворотах і зупинках передається від керуючої ЕОМ по індукційному кабелі, уздовж якого рухається візок.
Оптоелектрона система маршрутовідстеження складається зі світлових маяків, розташованих у строгій послідовності на стелі цеху, і датчиків на приладах із зарядовим зв'язком, установлених на візку. Візок орієнтується під час руху на світлові маяки, а при точному позиціюванні - на спеціальні мітки, нанесені на встаткування (верстати, склад, станцію контролю й т.д.), у якого візок зупиняється.
Радіотелевізійні системи застосовуються рідко через перешкоди від великої кількості сталевих споруджень.
Для міжопераційного транспортування виробів застосовують монорейкові транспортні роботи. Вони складаються з електровозика із приводом від спеціального шинопровода, що переміщається по монорейці, і встановленого на ній ПР, що виконує елементи технологічних операцій:
орієнтацію;
укладання;
перенос і перестановку по програмувальній траєкторії;
завантаження й розвантаження підвісок грузонесущих конвеєрів;
іноді завантаження технологічного встаткування.
Підйомно-транспортні маніпулятори консольно-кранового типу мають обмежену зону дії, їх застосовують як допоміжні засоби.
Портальні підйомно-транспортні роботи здатні виконувати більше широкий діапазон робіт, включаючи обслуговування верстатів ГВС механічної обробки для між операційних передач заготівель, оснащення й інструмента.