

Лекція 4
4 Завантажувально-розвантажувальні пристрої
4.1 Лоткові завантажувальні пристрої
4.2 Бункерні завантажувальні пристрої
4.3 Вібраційні завантажувальні пристрої
Основна роль завантажувальних пристроїв при використанні їх у РТК полягає в подачі заготівель і деталей в орієнтованому положенні під схват промислового робота.
У РТК знайшли застосування найрізноманітніші конструкції завантажувальних пристроїв, які можуть бути розділені на три основних класи: магазинні завантажувальні пристрої, бункерні й вібраційні.
Магазинні завантажувальні пристрої включають комплекс функціональних механізмів, що здійснюють нагромадження й видачу заготівель і деталей на вихідну позицію під схват промислового робота.
Для нагромадження й видачі об'ємних заготівель і деталей типу тіл обертання (гладких циліндрів, стрижнів, східчастих валиків, конічних роликів і т.п.) найчастіше застосовуються лоткові магазинні завантажувальні пристрої. Переміщення в таких завантажувальних пристроях здійснюється під дією сил ваги самих заготівель і деталей. Залежно від конфігурації лотка магазинні пристрої можна підрозділити на прямолінійні, вигнуті, спіральні й змійкові й т.д.
Після захоплення заготівлі або деталі промисловим роботом всі наступні під дією сили ваги посуваються на крок і чергова з них займає положення на вихідній позиції.
У загальному виді завантажувально-розвантажувальні пристрої включають ємність для нагромадження заготівель у вигляді бункера або магазина, що захватно-орієнтує механізм, руку із загарбним пристроєм, кантователь, ворошитель (при необхідності), відсікач, приводний і передавальний механізми.
Бункер призначений для нагромадження заготівель у неорієнтованому положенні (навалом).
Магазин служить для нагромадження заготівель в орієнтованому положенні. У багатьох випадках функцію магазина виконує прямій або спіральний похилий лоток.
механізм, Що захватно-орієнтує, здійснює захоплення заготівлі з бункера, її орієнтацію й подачу у верстат. При використанні в завантажувальному пристрої магазина механізм, що захватно-орієнтує, відсутній. У цьому випадку заготівлі надходять до верстата по лотку або за допомогою проміжного механізму.
Рука - механізм, що служить для подачі заготівлі (заготівель) з бункера або магазина в затискне пристосування (пристосування) верстата, зняття обробленої деталі (деталей) і передачі в пристрій, що відводить.
Кантователь - механізм для повороту заготівлі в процесі транспортування, при обробці її на верстаті.
Відсікач - механізм для поштучного відділення заготівель (деталей) від загального потоку.
На рисунку 4.1. показані типові механізми завантажувальних пристроїв. У бункері, представленому на рисунку 4.1, а, захоплення заготівель 1, покладених навалом у чаші 2 і подача їх у лоток 5 (в орієнтованому положенні) здійснюється обертовим конусним дном 3 із шипами 4. У бункерах, наведених на рисунку 4.1, б, в, захоплення заготівель 1 із чаші 2 і видача в лоток 5 виробляються за допомогою замкнутої стрічки 7 з виступаючими стрижнями 6 або диском 8 з отворами, куди падають заготівлі 1. Нагромадження заготівель 1 в орієнтованому положенні (стопкою) у магазині (рисунку 4.1, е) відбувається в касеті 10, а видача в робочу зону РЗ - шиберним живильником 11. Нагромадження й переміщення заготівель 1 у РЗ у прямому 5 (рисунку 4.1, г) і спіральному 9 (рисунку 4.1, д) похилих лотках відбуваються самопливом. Передача заготівель 1 з лотка 5 у РЗ здійснюється шиберним 11 (рисунку 4.1, ж) або дисковим 12 (рисунку 4.1, з) живильниками. Передача заготівель із лотка, що підводить, 13 (рисунку 4.1, і) до патронів 17 верстата й назад до лотка 14 здійснюється рукою із загарбним пристроєм 16, що робить возвратно-качательное рух у сполученні зі зворотно-поступальним рухом уздовж осі 15. Для передачі заготівель 1 із завантажувальної позиції ЗП у РЗ і вивантаження оброблених деталей (рисунку 4.1, к) служить рука із двома загарбними пристроями 18 і 19. Такі завантажувальні пристрої застосовуються в портальних автооператорах (див. нижче). Переміщення заготівлі 1 з лотка 23 у лоток 24 виконується кантователем у вигляді поворотної руки 22 (мал. 6.1, л) із приймачем для закочування (викочування) заготівлі, що робить возвратно-качательное рух від гідроциліндра 20 через рейкову передачу 21. В анкерні (рисунок 4.1, м, н) і кулачкових (рисунок 4.1, о) від сікачах робота полягає в почерговій дії двох штифтів 25 (або кулачків 26), з яких один випускає чергову заготівлю 1, що викочується з лотка 5, а іншої - затримує всі інші. Дискові відсікачі (рисунок 4.1, п, р) являють собою диски 27 з виїмками для заготівель 1. При повороті диска на деякий кут він захоплює заготівлю й подає її в лоток 5, одночасно втримуючи інші. Обертання диска може бути безперервним (див. рисунок 4.1, п) або періодичним (див. рисунок 4.1, р) за допомогою храпового механізму 28.
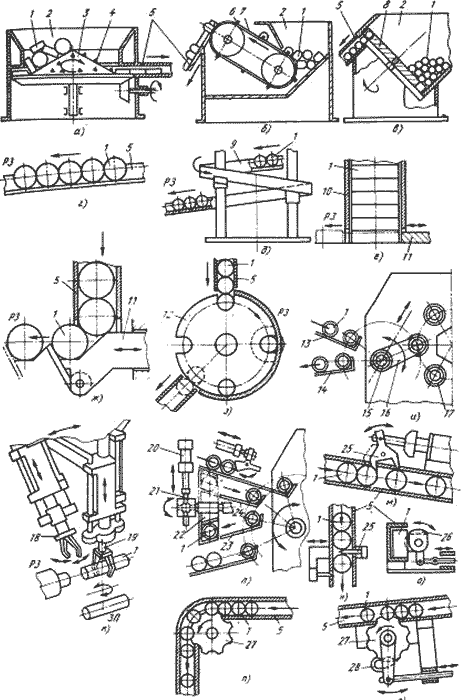
Рисунок 4.1 - Типові механізми завантажувальних пристроїв.