

2.2.3 Верстати для обробки корпусних і площинних деталей
Для обробки корпусних і площинних деталей застосовуються обробні центри й модулі на їхній основі.
Для деталей розмірами в плані від 250 250 до 2500 4000 мм: 21104Н7Ф4; ИР320ПМФ4; 2204ВМФ4; 2254ВМФ4; 225ВМФ4; ИР500МФ4; ИР800МФ4; 65А60МФ4; УФ0908.
Модулі: 6Р81МФ3У; 2254ВМ1Ф4; 2206МФ2; 24ДО40СФ4; 2А459АМФ4; 6У443Ф3; 6У4444Ф3; 6У445; 24ДО60АФ4;6У443Ф3; 6У444Ф3; 6У445; 24ДО60АФ4; 2А622Ф4-1; ЛР1250Ф4; ЛР395ПМФ44М; ПР400ПМФ4М; ЛР500МФ4М; 6Д12МФ4РМ; 6Т13МФ4РМ; 65А70МФ4М; 65А80ПМФ4М; 6М610МФ4М; ДФ100Ф4М; В053160Ф4М; 53А33ПФ4РМ; Е35332Ф4М; 53Б30ПФ2М; ДО35116Ф4М; Е35132Ф4М; СТ5232Ф4М; 0Ф2М02ПМФ4М; ВФ2ГО3АМФ4М; ГД2М04ПМФ4М; В-0П2М04АМФ4М; МА2765М3Ф4М; ВШ2М06АМФ4М; КК2Р10АМФ4М; 2105П7Ф4М; МВ2У06АМФ4М.
Гнучкість верстатних модулів визначається трьома видами зв'язків:
транспортуванням заготівель і деталей між складом, позицією установки (зняття) деталей, контрольно-вимірювальним модулем. Розміщення верстатних модулів залежить від виду обраного транспорту (конвеєри, рольганги, рейкові візки або робокари), а також організації централізованого або децентралізованого складування заготівель (загальний склад, загальні накопичувачі паллет, індивідуальні накопичувачі в кожного верстата й різні комбінації цих трьох видів).
подачею різального інструменту до верстатів (наявність центрального інструментального складу, єдиного для всіх верстатів; індивідуальні на кожний верстат змінні магазини або індивідуальна подача інструмента на кожний верстат з ділянки попереднього настроювання інструмента й ін.).
інформаційними потоками між ЕОМ, що управляють різними модулями системи, загальним використанням різних пакетів програмного забезпечення й пультами керування.
Найпростіший ГВМ включає верстат типу ОЦ із одним або двома інструментальними магазинами. Верстат має два робітників стола. Заготівлю встановлюють на стіл вручну, у той час як на іншому столі виробляється обробка деталі.
Більше сучасним є ГВМ, що містить верстат типу ОЦ із одним або двома магазинами й накопичувачами палет.
Із загального числа типорозмірів деталей, виготовлених у механооброблюючому виробництві, найбільша частина (більше 2/3 загальної номенклатури) доводиться на призматичні, плоскі, а також фігурні, профільні й інші деталі складної форми. Серед них призматичні деталі, кількість найменувань яких не перевищує 15...20 % загальної номенклатури деталей, є найбільш трудомісткими у виготовленні. Собівартість обробки корпусних деталей, що є основним видом призматичних деталей, становить більше половини загальної собівартості механообробки в машинобудуванні. Плоскі й інші деталі складної форми, що не ставляться до тіл обертання, при значному числі найменувань (більше 50 % номенклатури) становлять менш 20 % загальної вартості механообробки.
Характерною рисою виготовлення корпусних деталей є їх дрібносерійний, а іноді й одиничний характер виробництва. У зв'язку із цим при комплексній автоматизації механообробляємого виробництва корпусних деталей найбільше ефективно використаються ГВМ, ГАД й ГАЛ на їхній базі.
При механообробці заготівель плоских, деяких призматичних і інших деталей складної форми, що звичайно має невеликі габарити, використаються РТК, РОТУ й РТЛ на базі фрезерних, свердлильно-розточувальних, зубо-, резьбообробляючих, електрофізичних, електрохімічних і інших верстатів, таким чином, створюється можливість додаткової автоматизації широко використовуваних у машинобудуванні універсальних верстатів з метою вбудовування їх у ГВС.
РТК, виконаний на базі горизонтально-фрезерного верстата мод. 6М80 (спеціальне виконання), тактового стола й промислового робота, напільного типу мод. МП96, призначений для фрезерної обробки деталей типу шар масою до 0,2 кг зі штучних заготівель (рисунок 2.10).
ПР у складі комплексу знімає заготівлю в тактового стола й завантажує її в затискне пристосування верстата, подає команди на вимикання верстата, знімає з верстата оброблену деталь і встановлює її в ту ж позицію тактового стола.
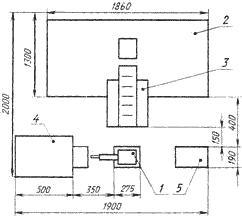
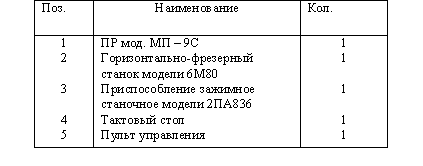
Рисунок 2.10 - Комплекс мод. 6М80 МП-9С
Для автоматизації технологічних процесів свердління, нарізування різьблення, обточування й фрезерування корпусних деталей, кришок і фланців масою до 10 кг в умовах дрібносерійного виробництва застосовують РТЛ із двох переналагоджуваних агрегатних верстатів і ПР напільного типу мод. КМ10Ц.42.01 (мал. 3.11). У складі комплексу додатково є магазин заготівель карусельного типу й механізм завантаження оброблених деталей. За допомогою ПР в автоматичному циклі виконується завантаження першого агрегатного верстата мод. 3ХА4242 заготівлями з магазина й передача попередньо оброблених деталей на другий верстат мод. 3ХА4243.
Роботизовано технологічна лінія мод. І5.06 (мал. 3.12) призначена для обробки корпусних деталей масою до 160 кг в умовах серійного виробництва. Заготівлі, розміщені в спеціальній тарі, доставляються зі складу-стелажа краном-штабелером на поворотний стіл, що потім передає тару в зону обслуговування ПР. ПР портального типу мод. РОЗУМ160Ф2.81.01 послідовно встановлює заготівлі на прийомні столи вертикально-свердлильних верстатів зі ЧПК мод. 2Р135Ф2 у порядку виконання технологічного процесу й повертає оброблені деталі в тару на поворотному столі. З поворотного стола тара з деталями знову встановлюється краном-штабелером в осередки складу.
На базі ГВМ "Модуль ИР320ПМФ4", "Модуль ИР500ПМФ4" і інших побудоване велика кількість різних варіантів ГВС для механообробки корпусних деталей: гнучких автоматизованих ділянок, ліній і цехів.
Схема планування ГАД типу "Талка 320", призначеного для багатоопераційної обробки корпусних деталей малих і середніх типорозмірів, показана на рисунку 2.13. У гнучку автоматизовану ділянку включені п'ять розташованих у лінію ГВМ і транспортна система типу ТС320. Система транспортування забезпечує доставку заготівель на столах-супутниках зі станції завантаження-розвантаження (у складі ділянки підготовки виробництва) на
12-позиційні накопичувачі карусельного типу, що входять до складу базових ГВМ. Після завершення обробки транспортна система передає столи-супутники з деталями від накопичувачів на станції завантаження-розвантаження, а також здійснює доставку на верстати пристроїв заміни інструмента типу УЗ.
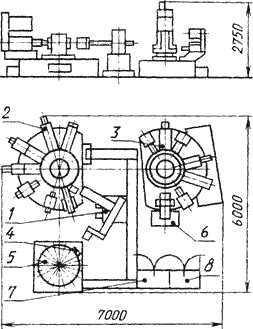
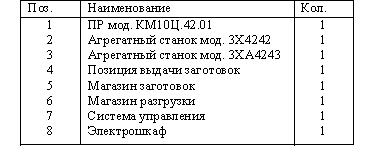
Рисунок 2.11 - Комплекс мод. 3ХА4242 (3ХА4243) КМ10Ц.42.01
ГАД типу "Талка 320.3" (рисунок 2.14) є спрощеним варіантом розглянутого раніше комплексу. Автоматизована ділянка складається із трьох ГВМ типу "Модуль ИР320ПМФ4", транспортної системи ТС320 зі станцією завантаження-розвантаження столів-супутників із заготівлями, обробленими виробами або пристроями заміни інструментів на верстатах.
ГАЦ типу "Талка 320-500.1" (рисунок 2.15) призначений для обробки різних корпусних виробів з будь-яких конструкційних матеріалів в умовах дрібносерійного виробництва.
Гнучкий виробничий цех складається із трьох механообробляючих ділянок: 1 - для дрібних і середніх виробів на базі чотирьох ГВМ ІР320ПМФ4 з 4-місцевими накопичувачами заготівель; 2 - для середніх виробів на базі чотирьох ГВМ "Модуль ИР500ПМФ4" з 8-місцевими накопичувачами; 3 - для великих виробів на базі двох багатоцільових верстатів зі ЧПК мод. ІР800ПМФ4 з 2-позиційними столами-накопичувачами. Ділянки механообробки 1 і 2 об'єднані з ділянками підготовки виробництва транспортними системами ТС320 і ТС500; ділянка 3 зв'язаний загальноцеховими транспортними засобами (на рисунку 2.15 не показані). Керування ГАЦ здійснюється від ЕОМ типу СМ1420. На нижньому рівні керування транспортними системами ділянок виконується за допомогою програмувальних контролерів.
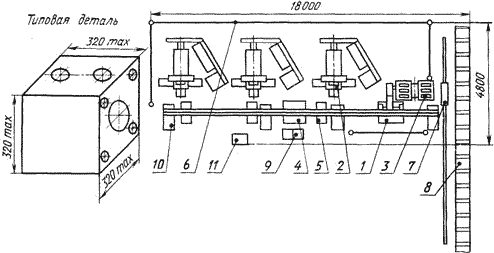
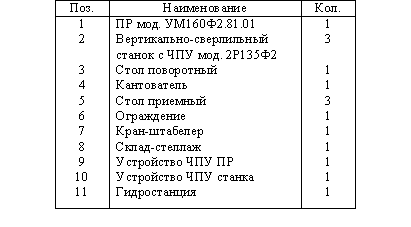
Рисунок 2.12 - Комплекс мод. 3.12.

Рисунок 2. 13 - 1,2,3,4,5 - гнучкий виробничий модуль ИР320ПМФ4
ГАД типу "Талка 500.5", схема якого показана на рисунку 2.16 являє типовий приклад здвоєної (дуплексної) технологічного осередку, у якій два базових ГВМ об'єднані рейковим транспортним візком (у складі ТС500) і системою керування транспортними засобами на базі програмувального контролера. На основі даної схеми створено кілька варіантів ГАД, що розрізняються кількістю використовуваних у них ГВМ, розташуванням автоматизованого складу для заготівель і деталей, наявністю додаткових ділянок підготовки виробництва, настроювання й контролю інструментів, мийки оброблених деталей, технологічної оснащення й інших.
ГАД "Талка 320.3"
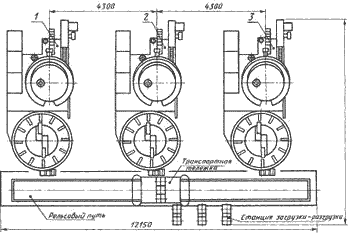
Рисунок 2.14 - 1,2,3 - гнучкий виробничий модуль ИР320ПМФ4 ГАЦ "Талка 320 - 500.1"
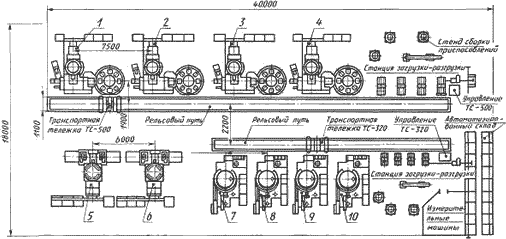
Рисунок 2.15 - 1,2,3,4 - гнучкий виробничий модуль ИР500ПМ1Ф4; 5,6 - верстат ИР800ПМФ4; 7,8,9,10 - верстат ИР320ПМФ4
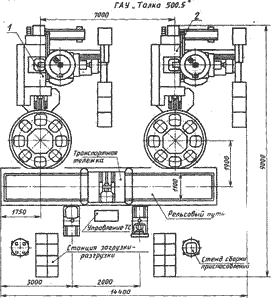
Рисунок 2.16 - 1,2 - гнучкий виробничий модуль ИР500ПМ1Ф4