

Визначення площ цеху
10.2. Компонування гвс
10.3. Планування ртк
Компоновочным планом, або компонуванням цеху називається план, виконаний у заданому масштабі (звичайно 1:200 або 1:400) з нанесеними на ньому в тім же масштабі границями виробничих і допоміжних ділянок, службово-побутових приміщень, магістральних проїздів, але без зображення детального розташування встаткування.
При розробці компоновочного плану вирішуються питання взаємного розташування всіх підрозділів цехи й остаточно встановлюються основні параметри будинку:
- конфігурація в плані;
- поверховість;
- сітка колон;
- висота прольотів;
Компонування нерозривно пов'язана із прийнятою формою організації виробництва.
10.1 Визначення площ цеху
Після визначення організаційної структури цеху й складання переліку всіх його виробничих і допоміжних підрозділів приступають до розрахунку необхідних площ.
По призначенню площі цехів діляться на виробничі, допоміжні й службово-побутові.
До виробничої площі ставиться площа, зайнята виробничим устаткуванням і робітниками місцями в цього встаткування, верстатами, стендами, а також робітниками місцями для виконання слюсарних, складальних і допоміжних виробничих операцій робітниками місцями майстрів і контролерів, засобами механізації й автоматизації, межоперационным транспортом, складами заділів, проходами й проїздами між рядами верстатів (крім магістральних).
Допоміжна площа включає площі, зайняті допоміжними підрозділами (ремонтними й інструментальними службами, лабораторіями, об'єктами складського господарства), а також магістральними проїздами між цехами.
На службово-побутових площах розміщаються приміщення для адміністративно-технічного персоналу й громадських організацій, об'єкти санітарно-гігієнічного призначення, громадського харчування.
Загальною площею цеху називається сума виробничих і допоміжних площ без службово-побутових приміщень.
Основним показником для визначення загальної площі цеху й кожного з його виробничих ділянок при розробці компоновочного плану цеху є питома площа (площа, що доводиться на один виробничий верстат). Питомі показники розробляються галузевими проектними організаціями.
У питому загальну площу входять площі наступних допоміжних приміщень., комор інструментів, пристосувань, абразивів, приміщень ОТК, проміжних складів металу, напівфабрикатів і готових виробів (табиця 10.1).
У загальну питому площу не включені площі приміщень для готування, збору й регенерації СОЖ, переробки стружки, ремонтної майстерні пристосувань, заточувального відділення.
Розрахунки, проведені за табличним даними питомих площ, уточнюють при детальному плануванні встаткування.
Таблиця 10.1 - Питомі площі механічних цехів

Таблиця 10.2. Умовні зображення елементів будинків, споруджень, конструкцій, устаткування й транспортних засобів
Назва |
Умовна позначка
|
1 |
2 |
1. Стіна, перегородка |
|
2. Проем в стене или перегородке: |
|
- не доходящий до пола; |
|
- доходящий до пола |
|
3. Проем оконный |
|
4. Путь подкрановый |
|
5. Монорельс с талью |
|
6. Кран мостовой |
|
7. Кран консольный |
|
8. Дверь (ворота): однопольная в проеме; двупольная в проеме; откатная однопольная; раздвижная двупольная; подъемная |
|
9. Колонна: железобетонная; металлическая |
|
10. Канал для транспортирования стружки |
|
11. Автоматическая линия; |
|
12. Технологическое оборудование |
|
13. Место обслуживающего персонала |
|
14. Стеллаж многоярусный однорядный |
|
15. Промышленный робот |
|
16. Проходы, проезды |
|
17. Тележка рельсовая |
|
18. Ограждение площадок |
|
19. Место складирования |
|

Склад виробничих відділень і ділянок механічних цехів визначається характером виготовлених виробів, технологічним процесом, обсягом і організацією виробництва.
Основним принципом при складанні плану розташування встаткування в цеху є забезпечення прямоточного руху деталі в процесі їхньої обробки відповідно до технологічного процесу.
Металорізальні верстати ділянок можуть бути розташовані одним із двох способів: по типах устаткування або по ходу технологічного процесу, тобто в порядку виконання операції.
По типах устаткування верстати розташовуються тільки в невеликих цехах одиничного й дрібносерійного виробництва при малих масах і габаритах оброблюваних деталей, а також для обробки окремих деталей у серійному виробництві. У цих випадках створюються ділянки однорідних верстатів: токарських, свердлильних, фрезерних, шліфувальних і т.д.
По ходу технологічного процесу розташовують верстати в цехах масового й серійного виробництва.
При розміщенні верстатів керуються наступними правилами:
1 Ділянки, зайняті верстатами, повинні бути найбільш короткими. У машинобудуванні довжина ділянок становить 40-80 м. Зони заготівель і готових деталей включаються в довжину ділянки.
2 Технологічні лінії можуть розташовуватися як уздовж прольотів, так і поперек їх.
3 Верстати уздовж ділянки можуть бути розташовані у два, три й більше ряди. При розташуванні верстатів у два ряди між ними залишається прохід для транспорту. При трехрядному розташуванні верстатів можуть бути два (рисунку 10.1а) або один проходи (рисунку 10.1б). В останньому випадку поздовжній прохід утвориться між одинарними й здвоєними рядами верстатів. При розташуванні верстатів у чотири ряди уздовж ділянки влаштовують два проходи: у колон верстати розташовують в один ряд, а здвоєний ряд - посередині (рисунку 10.1в).
4 Верстати можуть розташовуватися стосовно проїзду уздовж поперек
(рисунку 10.2) і під кутом (рисунку 10.3 і 10.4а). Найбільш зручне розташування - уздовж проїзду й при обігу верстатів до проїзду фронтом. Верстати для пруткової роботи мають у своєму розпорядженні завантажувальну сторону до проїзду, а інші верстати так, щоб сторона із приводом була звернена до стіни або колон. Верстати для пруткової роботи можуть бути також розміщені в шаховому порядку (рисунку 10.4б).
5 Верстати по відношенню друг до друга можуть розташовуватися фронтом, "у потилицю" і тильними сторонами (рисунку 10.5).
6 Великі верстати не повинні стояти у вікон, тому що це приводить до затемнення цеху.

Рисунок 10.1.

Рисунок 10.2

Рисунок 10.3

Рисунок 10.4.
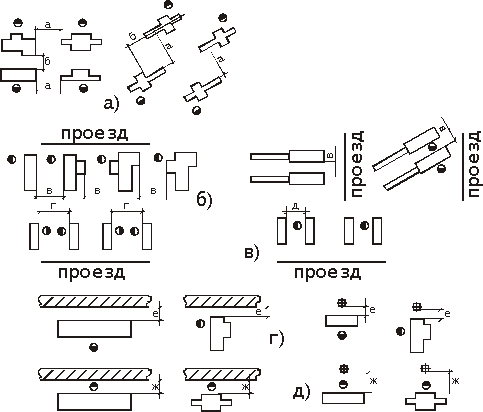
Рисунок 10.5.

Рисунок 10.6.

Рисунок 10.7.
Таблиця 10.3 - Норми відстаней між верстатами й від верстатів до стін і колон будинків (рисунок 10.5)

Таблиця 10.4- Норми ширини магістральних проїздів у механічних і складальних цехах.

При визначенні відстаней між верстатами, від верстатів до стін і колон завдання
(таблиця 10.3) потрібно враховувати наступне:
- відстані беруться від зовнішніх габаритних розмірів верстатів, що включають крайні положення частин, що рухаються, що відкриваються дверок і постійних огороджень верстатів.
- для важких і унікальних верстатів (габаритом понад 16000 - 6000 мм) необхідні відстані встановлюються стосовно до кожного конкретного випадку.
- при установці верстатів на індивідуальні фундаменти відстань верстатів від колон, стін і між верстатами приймаються з урахуванням конфігурації й глибини фундаментів верстатів, колон і стін.
- при різних розмірах двох рядом вартих верстатів відстань між ними приймається по більшому із цих верстатів.
- при монтажі верстати встановлюють у лінію по виступаючих деталях, що не тільки естетично, але й доцільно. При такім плануванні полегшується збирання приміщення, вивіз будь-якого верстата з ділянки, а також доступ до верстатів для обслуговування.
У потокових лініях верстати також можуть установлюватися в один ряд (рисунок 10.6а) або у два ряди (рисунок 10.6б); в останньому випадку деталь у процесі обробки переходить із одного ряду на іншій. Потокова лінія може бути й із двома паралельними потоками деталей (рисунок 10.6в). При обробці деталей з більшою кількістю операцій потокової лінії надають зиґзаґоподібну форму для того, щоб довжина кожної ділянки повинна бути дорівнює довжині інших ділянок, тобто рівнялася 40 – 80 м., і щоб вихід готових деталей був у тім же напрямку, що й для інших потокових ліній (рисунок 10.6г). Цифри на малюнках указують послідовність проходження деталі через верстати лінії.
Верстати в стельових лініях із застосуванням рольгангів або інших конвеєрів можуть установлюватися щодо них паралельно або перпендикулярно (рисунок 10.7б); вони можуть бути й убудовані в лінію рольганга або конвеєра (рисунок 10.7г).