

7.5 Агрегатно-модульний принцип створення обладнання
При створенні автоматизованих виробництв з гнучко переналагоджувальною технологією можна досягти високого техніко-економічного результату, використовуючи агрегатно-модульний принцип побудови його компонентів і їх елементів. Технологічне обладнання, побудоване із застосуванням агрегатно-модульного принципу, широко застосовують у сучасному машинобудуванні при масовому і великосерійному виробництвах, для яких характерне сталість технологічного процесу обробки, що виконується або верстатом, або групою верстатів.
В умовах дрібносерійного виробництва багатономенклатурного застосування спеціальних агрегатних верстатів традиційної конструкції неефективно, оскільки виробничі програми виконуються, як правило, в короткі строки, а відсутність можливості переналагодження цих верстатів не дозволяє швидко перебудувати їх на обробку інших деталей або на виконання іншого технологічного процесу. Ця особливість зумовлює вкрай низький коефіцієнт завантаження обладнання, який зазвичай знаходиться в межах 0,1-0,25.
Конструкції традиційних уніфікованих елементів і побудованих на їх базі агрегатних верстатів не відповідає основна вимога до встаткування автоматизованих виробництв. Можливості швидкого переналагодження їх на виконання різних технологічних процесів обробки. Завдання оснащення автоматизованих виробництв швидко переналагодженим технологічним обладнанням може бути успішно вирішена на базі нового покоління уніфікованих елементів і скомпонованих з них агрегатних верстатів.
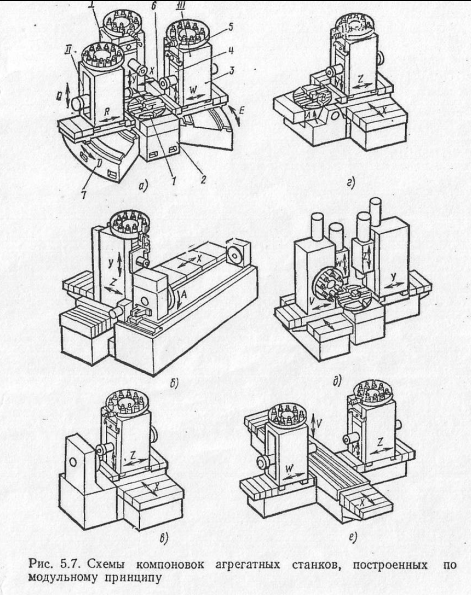
Верстати, побудовані з уніфікованих елементів, керовані по числовий програмі і оснащені ЧПУ. отримали назву агрегатних верстатів з ЧПК. Схеми побудови різних компонувань агрегатних верстатів з ЧПУ наведені на рис. 5.7.
Агрегатний верстат з ЧПУ (рис. 5.7, а) складається з поворотного столу /, центральної станини 2, стійки 3 з шпиндельної бабкою 4, механізму 5 автоматичної зміни інструмента, хрестового столу 6, хрестово-поворотного столу 7.
Оброблювана заготовка закріплюється на планшайбі поворотного столу, встановленого на центральній станині; навколо столу розташовані три силові агрегати, які здійснюють одночасну обробку. Силовий агрегат складається зі стійки з шпиндельної бабою, встановленої рухливо на хрестовий або хрестово-поворотному столі.
На всіх трьох силових агрегатах шпиндельні бабки переміщуються по напрямних стійок у вертикальному напрямку (осі У, (}, V). Стойка з шпиндельної бабкою встановлена на агрегаті / на хрестовий столі і переміщається уздовж осі шпинделя (вісь 1) і перпендикулярно до неї (вісь X). На агрегатах / / і / / / стійки з шпиндельними бабками встановлені на хрестово-поворотні столи і переміщаються вздовж осі шпинделя (осі /? або №) і по дузі, центр якої збігається з віссю планшайби поворотного столу (осі О і £ ),
Таким чином, на агрегаті / шпиндельні бабка переміщається по трьом прямолінійним осях X, У, 7., А на агрегатах II м III по двох прямолінійним (відповідно осі Я і і, 1У) і однієї поворотною (відповідно О і Е) осі.
Суттєвою особливістю даних верстатів є можливість переміщення по осях О і Е, що дозволяє змінити кут між осями трьох шпинделів і тим самим обробляти одночасно трьома агрегатами поверхні деталі, розташовані під різними кутами один до одного.
На відміну від традиційної схеми компонування агрегатних верстатів, кожна силова головка (шпиндельні бабка) агрегатного верстата з ЧПУ може переміщатися по трьох осях, що забезпечує значне збільшення можливостей верстата.
Можливість автоматизованого виконання на цих верстатах великого числа технологічних операцій забезпечується тим, що силові агрегати їх оснащені інструментальним магазином і механізмами автоматичної зміни. Пристрої ЧПУ здійснюють управління координатними переміщеннями рухомих органів верстата, роботою шпиндельних бабок, зміною інструменту. Переналагодження верстата полягає в заміні керуючої програми, зміні пристосувань для установки деталей та інструментальних налагоджень в магазинах силових агрегатів.
Залежно від конфігурації деталі і геометрії оброблюваних поверхонь робочий стіл верстата може бути поворотним з вертикальною (рис. 5.7, д) і горизонтальної (рис. 5.7, б, в) осями обертання планшайби, похило-поворотним (рис. 5.7, г) і прямолінійного переміщення (рис. 5.7, е).
Число силових агрегатів верстатів різний і залежить від конкретного їх призначення. Агрегатні верстати з ЧПУ забезпечують:
збільшення гнучкості виробництва при найбільш повному н ефективному вирішенні конкретних технологічних і виробничих завдань;
підвищення надійності роботи гнучких систем у зв'язку із застосуванням апробованих конструкцій уніфікованих елементів;
скорочення термінів створення гнучких систем завдяки запуску у виробництво основних його уніфікованих компонентів паралельно з розробкою конструкторської документації;
зниження вартості виготовлення компонентів гнучких систем внаслідок серійного виготовлення уніфікованих елементів на спеціалізованих заводах.
Гнучка автоматизована лінія для обробки корпусних і кільцевих деталей побудована із застосуванням агрегатно-модульного методу. До складу лінії входять:
технологічне обладнання: чотири агрегатних верстата з ЧПУ, камера очистки деталей від стружки;
транспортно-накопичувальна система: 25 супутників, шість агрегатів завантаження супутників, оперативний накопичувач, автоматична транспортна візок, маніпулятор;
автоматизований склад заготовок і оброблених деталей;
управляющеобчислювальний комплекс; Оргоснастка: монтажний стіл, стіл контролю, стіл збірки супутників і пристосувань.