

6.5 Компонування промислових роботів з технологічним обладнанням
Роботи і технологічне обладнання можуть бути скомпоновані в різних варіантах. Можна поставити-робот для обслуговування одного верстата (рис. 4.3, а), розташувати групу верстатів навколо одного робота (рис. 6.12, б) або забезпечити переміщення робота вздовж фронту верстатів (рис. 6.12, в). У всіх випадках утворюється деяка виробнича одиниця – ділянка, на якій автоматизовані всі основні і допоміжні операції з деталями. Забезпечення таких ділянок системами транспортування заготовок та оброблених деталей дозволяє створити автоматизовані ділянки та лінії.
Ділянки можуть бути організовані за принципом виконання однакових операцій (наприклад, тільки токарних, тільки фрезерних, тільки свердлильних) або комплексної обробки деталей певного виду (тіла обертання, корпусні деталі). Усередині ділянки обладнання може працювати як за жорстким (заготівля послідовно проходить верстати ділянки і на останньому верстаті перетворюється в готову деталь), так і з незалежного (кожен верстат має свій магазин заготовок) циклу. Можливий комбінований спосіб, коли кілька верстатів дільниці працюють за жорстким циклу, а інші - по незалежному.
Практика промислового використання роботів показує, що застосування окремо працюючих роботів недоцільно, тому що при цьому необхідно залучати для їх обслуговування (налагодження, ремонту і програмування) фахівців високої кваліфікації.
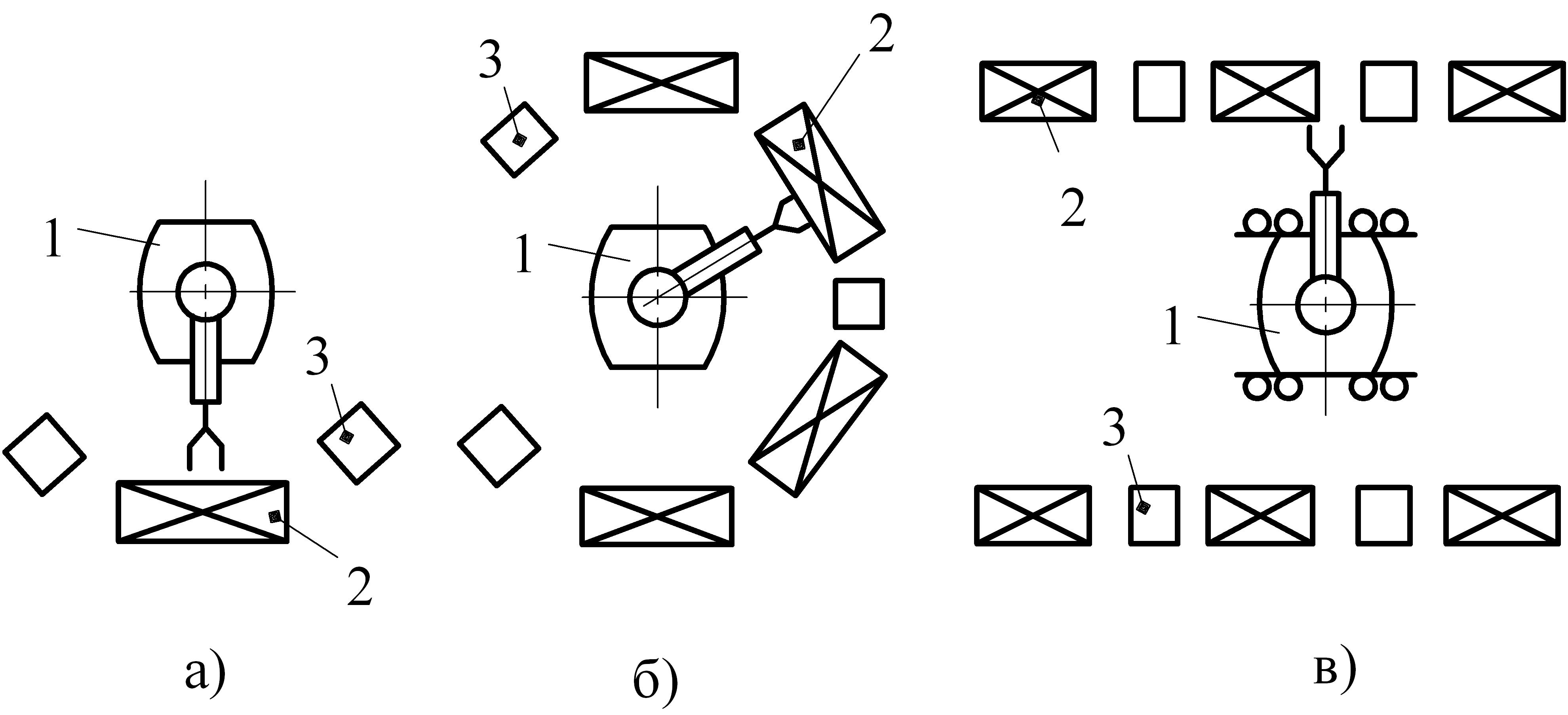
Рисунок 6.12 – Варіанти компоновок робочих органів з роботом
1 – робот; 2 – верстат; 3 – накопичувач.
При груповому використанні роботів зона їх обслуговування розширюється і з'являється можливість скорочення загальної чисельності працюючих.
Для автоматизації виробничої дільниці, оснащеного основним технологічним обладнанням одного призначення, доцільно використовувати групу однотипних роботів. Прикладом може служити ділянку штампування, що складається з декількох пресів і універсальних роботів для їх обслуговування.
Необхідно, однак, вказати, що просте механічне об'єднання кількох одиниць основного технологічного устаткування і універсальних роботів не дає бажаного результату у зв'язку з тим, що при цьому виникає необхідність створення і обслуговування різного роду живильників, орієнтувальних механізмів і маніпуляторів, привідні механізми яких працюють синхронно з системами управління основного технологічного обладнання та універсальних роботів. Без зазначеного допоміжного технологічного обладнання забезпечити чітку роботу дільниці практично неможливо.
Такі ділянки найбільш ефективні тільки при масовому виробництві з досить рідкісною зміною обладнання, де використовується спеціальне автоматизоване обладнання, а не універсальний з програмним керуванням.
Основним напрямком роботизації є створення технологічних комплексів, що включають в себе основне і допоміжне технологічне обладнання, а також спеціалізовані роботи.
При дрібно- і середньосерійному багатономенклатурному виробництві кращі автоматизовані технологічне модулі (АТМ), що складаються з основного технологічного устаткування, що обслуговує робота і додаткового устаткування. Прикладом може служити АТМ, реалізований на базі токарного верстата, портального робота для завантаження-вивантаження деталей і столу для тари з орієнтованими заготовками. Заготовки доставляються на електрокарі в стандартній тарі. Результати показали, що один робітник-оператор може обслужити п'ять-шість таких АТМ.
Подібне обладнання може функціонувати без автоматизованого транспорту. У орієнтованої тарі, розташованої на завантажувальному столі, знаходиться запас заготовок, достатній для роботи верстата протягом 2-4 год. Оновлення заготовок може здійснюватися 2-3 рази в зміну робочим-оператором без зупинки автоматизованого устаткування.