

6.3 Агрегатно-модульний принцип проектування
Аналіз компоновок ПР дозволяє виділити основні елементи (модулі) узагальненої структури маніпуляційної системи робота: основа; колона; рука; кисть; технологічні механізми (модулі), що кріпляться до кисті, робочий орган захватного пристрою. Для рухомих ПР додають напрямні та візки.
За допомогою цих модулів можна створювати агрегатні конструкції ПР, що значно скорочує термін проектування. Крім того, використання уніфікованих модулів скорочує термін переходу на випуск нової продукції тому, що замість встановлення нового ПР можна досить обмежитись перекомпоновкою того, що є в наявності.
Кожний модуль - це конструктивно і функціонально незалежна одиниця, що містить як звичайні приводні пристрої та механізми, так і енергетичні та інформаційні комунікації. Модуль може забезпечувати одну чи декілька ступенів рухомості ПР, які будуть визначатися відповідним видом кінематичної пари, що з'єднує окремі ланки, (рис.5.4)
До кожного конструктивного модуля ПР висуваються такі основні вимоги:
забезпечення конструктивної та функціональної незалежності:
забезпечення проектних статичних і динамічних характеристик;
можливість компоновки в різних положеннях і сполученнях з іншими модулями;
уніфікація стикових елементів, комунікації та комплектуючих деталей;
можливість уніфікації складальних одиниць як в межах окремих, так і суміжних типорозмірах, а також між різнотипними блоками чи вузлами.

Рисунок 6.4 – Схеми основних модулів ПР:
а) прямолінійного переміщення; б) обертання; в) гойдання
Використання поступальних та ротаційних кінематичних пар V класу дає можливість створити ПР з необхідною зоною обслуговування, що працюють в заданій системі координат.
Можливі комбінації стикування модулів подані на рис. 6.5 направленими зв'язками. Так комбінація із трьох модулів прямолінійного переміщення П дозволяє отримати компоновку робота, що працює в декартовій системі координат (П-П-П) (рис. 6.5,а)
Використання модуля обертання О та двох прямолінійних модулів переміщення П дає змогу отримати компоновку промислового робота, що працює в циліндричній системі координат (0- П - П) (рис. 6.5,б)
Комбінація модулів гойдання Г, обертання О та прямолінійного переміщення П дає змогу отримати компоновку промислового робота, що працює в сферичній системі координат (О-Г-П) (рис. 6.5,в)
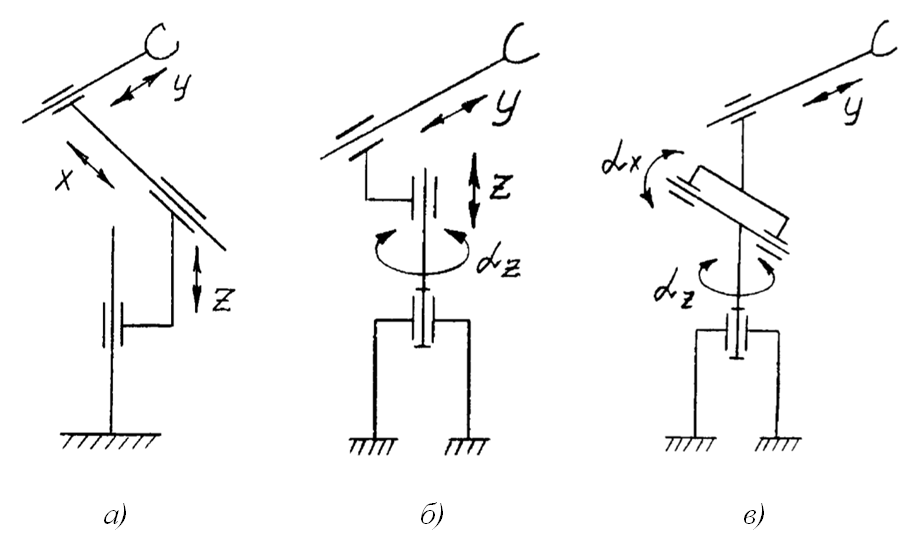
Рисунок 6.5 – Типові компоновочні схеми агрегатно-модульних ПР
В наведених компоновках використані окремі модулі, що мають одну ступінь рухомості і відповідно можуть забезпечити лінійний, обертальний та гойдальний рух.
Важливим етапом агрегатно-модульного-проектування ПР є розробка конкретної номенклатури їх уніфікованих конструктивних модулів (механічних, інформаційно-вимірювальних і керуючих) та комплектуючих виробів (приводів, давачів, ППК, пристосувань до них).
В табл. 6.4 (умовне позначання в табл. 6.2) наведені основні конструктивні модулі для ПР, що використовуються в машинобудуванні.
Деякі приклади реалізації ПР агрегатно-модульного типу різного технологічного призначення зображення в табл. 5.1. Варіанти компановочних схем можуть бути наведені у вигляді структурних формул, що мають символи основних і додаткових механічних модулів, а також типу приводів і ПК.
Незважаючи на очевидні переваги агрегатно-модульного принципу проектування ПР, у нього є і ряд недоліків. Роз’єми модулів виконуються через ланки кінематичного ланцюга, що призводить до зменшення жорсткості чи збільшення маси та габаритних розмірів конструкції. До того ж стикувальні поверхні повинні бути уніфіковані, а з'єднання комунікацій - швидкороз’ємними, що створює додаткові технологічні ускладнення.