

2.5.3. Параллельный вид движения предметов труда
Это такой порядок передачи предметов труда, при котором каждая деталь (или транспортная партия) после окончания обработки на предыдущей операции немедленно передается на последующую операцию. Таким образом, обработка партии деталей осуществляется одновременно на многих технологических операциях. Здесь нет пролеживания деталей по причине ожидания обработки других деталей из партии (перерывов партионности), что приводит к сокращению длительности технологической части производственного цикла и уменьшению незавершенного производства.
При построении графика параллельного вида движения сначала отмечается технологический цикл для первой детали или транспортной партии р. Затем на операции с самым продолжительным операционным циклом (tгл — главная операция) строится цикл проведения работ по всей партии п без перерывов. Для всех деталей (транспортных партий), кроме первой, достраиваются операционные циклы на всех других операциях.
График, иллюстрирующий параллельный вид движения предметов труда, представлен на рис. 2.5.5. .
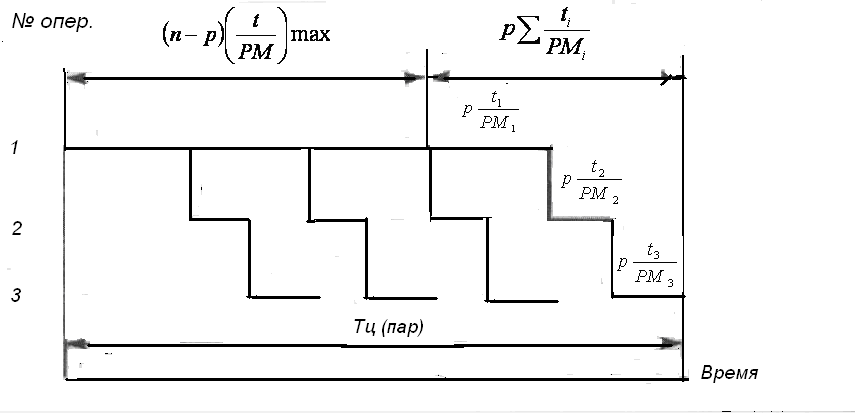
рис. 2.5.5 график длительности технологической части
производственного цикла при параллельном виде движения
предметов труда
Общая длительность технологической части производственного цикла Тпар. техн определяется по формуле:

где р - число деталей в передаточной партии, шт.;
ti — время обработки одной детали на i-й операции, мин;
РМi — количество рабочих мест, на которых выполняется данная операция;
т - число операций в многооперационном процессе;
п - число деталей в партии запуска, шт.;
 -
максимальное
отношение нормы времени к количеству
единиц оборудования на операции из
всех
операций производственного процесса;
-
максимальное
отношение нормы времени к количеству
единиц оборудования на операции из
всех
операций производственного процесса;
tмо - средняя длительность многооперационного перерыва, мин.
Пример 2.5.3
Исходные данные:
Партия деталей из 3 шт. обрабатывается на пяти операциях продолжительностью t1 = 20 мин., t2 = 10 мин., t3 = 120 мин., t4 = 10 мин., t5 = 20 мин. На третьей операции три рабочих места.
Требуется:
1.Определить сумму времени обработки всей партии деталей при параллельном виде движения предметов труда;
2. Построить график параллельного вида движения партии деталей по операциям.
Решение:
Для нашего примера

=1*(20/1 +10/1+120/3+10/1+20/1)+ (3-1)*120/3 = 100 + 80 = 180 мин.
На рис. 2.5.6 приведен график параллельного вида движения партии деталей по операциям
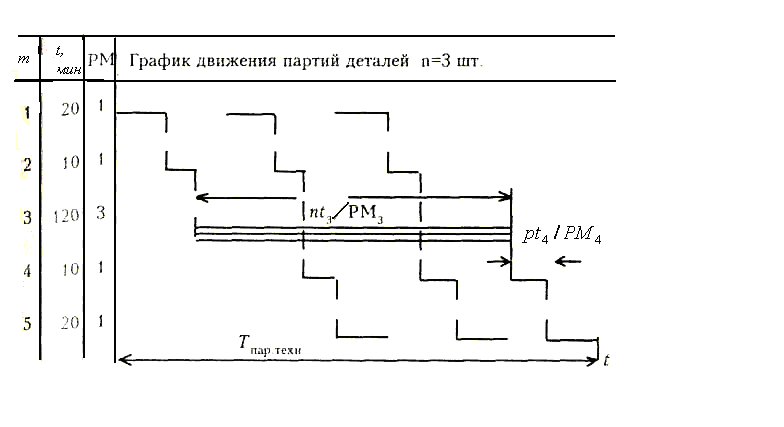
Рис. 2.5.6 График параллельного вида движения партии деталей
по операциям
Однако, как видно из рис. 2.5.6., при параллельном методе обработки деталей на операциях, выполняемых до и после главной, возникают простои, оборудования и рабочих. Они обусловлены различной длительностью операций и оказываются тем больше, чем значительнее разность между временем выполнения главной и остальных операций. Эффективное применение данного вида движения предметов труда требует установления равенства или кратности всех операций по обработке данного наименования деталей, т.е. их синхронизации. Практически это обеспечивается только при поточной организации производства, где можно получить синхронизированный график параллельного процесса, обеспечив равенство
 ,
,
где r — такт потока.
Наиболее распространенными способами синхронизации (выравнивания времени по операциям технологического процесса) являются:
разделение операций на переходы и комбинирование различных вариантов порядка их выполнения;
группирование переходов нескольких операций;
концентрация операций;
введение параллельных рабочих мест на операциях, длительность которых кратна такту;
рационализация рабочих приемов;
интенсификация режимов работы;
совмещение времени машинной и ручной работы и др. .
В нашем примере, где установлена кратная продолжительность операций, используя введение параллельных рабочих мест, можно организовать выполнение 1-й операции на двух параллельно работающих станках, 2-й операции на одном рабочем месте, выполнение 3-й — на двенадцати, 4-й операции – на одном, и 5-й операции на двух параллельно работающих станках. В результате можно организовать работу непрерывным потоком, где
 20/2=10/1=120/12=10/1=20/2=10=
20/2=10/1=120/12=10/1=20/2=10=
= const.
Особого внимания при параллельном виде движения заслуживает главная операция. Всякое сокращение времени на нее приведет к уменьшению простоев на всех остальных операциях.
По приведенным графикам и формулам определяется длительность технологической части производственного цикла. Остальные его элементы определяются по нормативам, расчетам и опытным путем. Величина подготовительно-заключительного времени определяется по нормативным картам, время естественных процессов — на основе требований технологии. на транспортировку и контроль учитывается только неперекрываемое другими элементами цикла время, которое определяется расчетным путем. Длительность межоперационного и межсменного пролеживания расчитывается на основе графиков загрузки рабочих мест, обработки отдельных партий деталей.
Для выражения длительности производственного цикла в календарных днях учитывается соотношение календарных и рабочих дней в году, т.е. коэффициент календарности. Например, 365 : 255 = 1,4.
При изготовлении сложной продукции в состав производственного цикла включается также время сборки изделия, его регулировки, обкатки, испытания, приемки. Для определения общего производственного цикла изготовления продукции и взаимной увязки во времени отдельных его элементов разрабатывается цикловой график.