

2.5.2. Параллельно-последовательный вид движения предметов труда
Параллельно-последовательный вид движения — это такой порядок передачи предметов труда, при котором выполнение последующей операции начинается до окончания обработки всей партии на предыдущей операции, т.е. здесь имеется параллельность выполнения операций. Он характеризуется тем, что детали с предыдущей операции на последующую передаются передаточными партиями. При этом обработка деталей всей партии на каждой операции производится непрерывно.
При больших партиях передача предметов труда осуществляется не поштучно, а частями, на которые делится обрабатываемая партия. Эти количества предметов труда называют транспортной (или передаточной) партией р.
Общая продолжительность технологического цикла при параллельно-последовательном движении Tп.-п. техн. сокращается по сравнению с последовательным движением на сумму тех отрезков времени τ, в течение которых смежные операции выполнялись параллельно, т.е.
В практических расчетах эта экономия времени может быть рассчитана по наиболее короткой операции из двух смежных, т.е.
τ = tкор(n -1).
Таким образом, длительность цикла:
 ,
(2.5.2)
,
(2.5.2)
где п - число деталей в партии запуска, шт.;
т - число операций в многооперационном процессе;
ti — время обработки одной детали на i-й операции, мин;
РМi — количество рабочих мест, на которых выполняется данная i - я операция;
 -
меньшее значение из каждой пары смежных
операций.
-
меньшее значение из каждой пары смежных
операций.
tмо - средняя длительность многооперационного перерыва, мин.
Если передача предметов труда осуществляется поштучно, то в формуле (2.5.2)) вместо величины транспортной партии р подставляется 1.
График, иллюстрирующий параллельно- последовательный вид движения предметов труда, представлен на рис. 2.5.3.
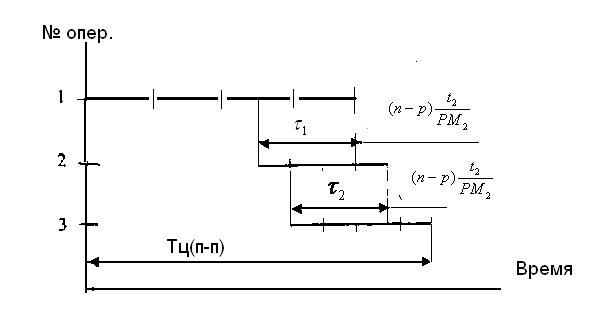
рис. 2.5.3 график длительности технологической части производственного цикла при параллельно- последовательном
виде движения предметов труда
Пример 2.5.2
Исходные данные:
Партия деталей из 3 шт. обрабатывается на пяти операциях продолжительностью t1 = 20 мин., t2 = 10 мин., t3 = 120 мин., t4 = 10 мин., t5 = 20 мин. На третьей операции три рабочих места.
Требуется:
1.Определить длительность обработки всей партии деталей при параллельно-последовательном виде движения предметов труда;
2. Построить график параллельно-последовательного вида движения партии деталей по операциям.
Решение:
Для нашего примера
 =
=
= 300 - (3 -1)*(10/1+10/1+10/1+10/1)=220 мин.,
где τ1 = tкор1,2(n -1) /РМ2= 10 *(3- 1)/1 = 20 мин., так как из двух смежных 1 и 2 вторая операция короче, и поэтому tкор1,2 =10 мин..
Соответственно
τ2 = tкор2,3(n -1) /РМ2= 10 *(3- 1)/1 = 20 мин.,
τ3 = tкор3,4(n -1) /РМ4= 10 *(3- 1)/1 = 20 мин.,
τ4 = tкор4,5(n -1) /РМ4= 10 *(3- 1)/1 = 20 мин.,
Сокращение времени по сравнению с последовательным видом движения партии деталей составило 80 мин. или (300 — 220) мин .
На рис. 2.5.4. показан график параллельно-последовательного вида движения примера 2.5.2
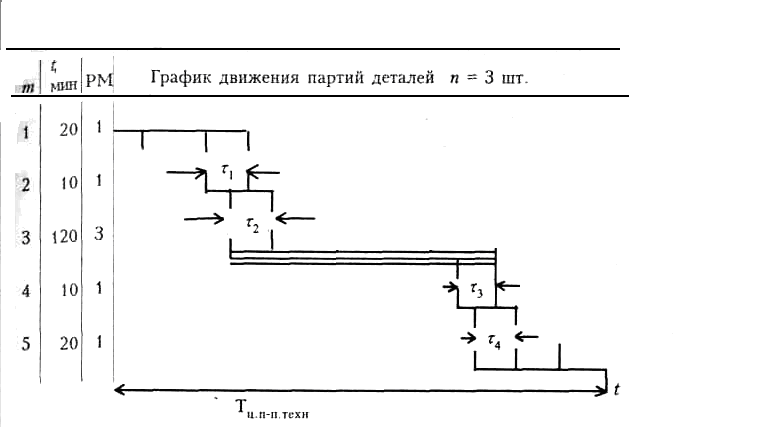
Рис. 2.5.4. График параллельно-последовательного вида движения партии деталей для примера 2.5.2
Возможны два варианта параллельно-последовательного вида движения:
а) длительность операционного цикла на предшествующей операции меньше, чем на последующей (сочетание 2-й и 3-й, 4-й и 5-й операций примера 2.5.2). В этом случае детали на последующую операцию передаются поштучно по мере их готовности при этом они (кроме первой) будут пролеживать в ожидании освобождения рабочего места на последующей операции;
б) продолжительность операционного цикла на предшествующей операции больше, чем на последующей (сочетание 1-й и 2-й, 3-й и 4-й операций примера 2.5.2). Для обеспечения непрерывной работы на последующей (короткой) операции на предшествующих создается задел готовых деталей. При передаче деталей на последующую операцию ориентируются на последнюю деталь. Ко времени начала работы над ней на последующей операции надо закончить обработку всех остальных деталей в партии.
Этот метод применяется при значительном выпуске одноименной продукции на участках с неравномерной мощностью оборудования на предприятиях серийного и крупносерийного выпуска продукции при больших партиях деталей и значительной трудоемкости операций. Его применение требует постоянного поддержания между операциями минимальных запасов предметов труда, тщательных предварительных расчетов, четкого планирования и регулирования производства.