

45 Методы назначения припуска на механическую обработку.
1) Расчетно-аналитический. Основан на расчете операционных припусков по аналитическим зависимостям, учитывающим особенности формирования поверхности на –каждой технол. операции.
![]()
Rz – шероховатость,
П – глубина упрочненного слоя,
ρ – пространственный отклонения,
Еу – погрешность установки.
Точение чистовое:
![]()
Для обр-ки тел качения:
di-1 = di + 2 Zрасч i.
Для определения диаметров или р-ров с симметричным припуском:
Аi-1 = Ai + Zpi
Rz и П берутся по справочникам.
ρ берется для конкретной детали и поверхности. ρ1 = Ку · ρзаг,
ρ2 = 0,04 · ρзаг.
![]()
Случайная погрешность.
![]()
Для обработки валов при установке в центрах.
2) Опытно-статистический метод применяют в единичном и мелкосерийном пр-ве. Он основан на использовании табличных даннх в зависимости от след. факторов: материал детали, твердость детали, вид обработки, шероховатость поверхности.
47. Структура нормы времени
Структура оперативного времени в операциях могут отличаться в зависимости от способов выполнения основных переходов, степени совмещения выполнения основных и вспомогательных переходов; числа потоков, дублирующих выполнение одинаковых переходов при изготовлении одноименных изделий.
При осуществлении операции основные переходы могут быть выполнены тремя способами: последовательно; параллельно-последовательно и параллельно (рис.22.7).
При последовательной обработке заготовки выполнение основных переходов следует один за другим (рис.22.7 а). Поэтому, время, затраченное на выполнение основных переходов:
![]() ,
,
где
![]() –
число основных переходов в операции.
–
число основных переходов в операции.

Рис. 22.7. Обработка заготовки вала различными способами
При параллельно-последовательной обработке группа инструментов одновременно обрабатывает одни поверхности заготовки, а затем группа этих же (или других) инструментов обрабатывает другие (или те же) поверхности той же заготовки (рис.22.7 б). Время, затраченное на две группы основных переходов, составит сумма времени выполнения наиболее длительных переходов в каждой из групп основных переходов:
![]() ,
,
где
![]() –
число групп основных переходов.
–
число групп основных переходов.
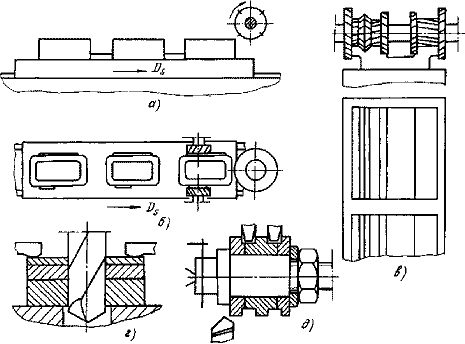
Рис.22.8. Три способа осуществления основных переходов при многоместной обработке
Параллельный способ обработки характеризуется одновременностью обработки поверхности заготовки многими инструментами. Поэтому основное технологическое время равно наибольшему времени обработки одной или нескольких поверхностей равноценных по затратам времени (рис.22.7 в-д):
 .
.
Все три способа выполнения основных переходов можно вести как при одноместной (рис.22.7), так и при многоместной обработке (рис.22.8).
Оперативное
время, приходящееся при многоместной
обработке на одну заготовку, будет равно
оперативному времени![]() обработки n
заготовок, отнесенному к числу
:
обработки n
заготовок, отнесенному к числу
:
![]() .
.
Цикл технологической операции – величина календарного времени, в течение которого непрерывно осуществляется технологическая операция, независимо от колическтва одновременно обрабатываемых деталей.
Станкоемкость – время работы оборудования, необходимое для изготовления изделия.
Трудоемкость – время рабочего, потраченное на изготовление единицы изделия.
Штучное время – интервал времени, равный отношению цикла технологической операции к числу одновременно изготавливаемых изделий (обрабатываемых деталей).
![]()
Для неавтоматизированных операций штучное время определяется суммой основного, вспомогательного времени, времени технического обслуживания, организационного обслуживания, времени перерыва.
![]()

оперативное 5-10% от опер.
время времени