

66.Выбор схем установки заготовки.
Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией. Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении. После базирования заготовку необходимо закрепить, чтобы она сохранила при обработке неподвижность относительно приспособления. Базирование и закрепление – это два разных элемента установки заготовки. Они выполняются последовательно. Базирование нельзя заменить закреплением. Если из шести опорных точек отсутствует одна или несколько, то у заготовки остается одна или несколько степеней свободы. Это значит, что в направлении отсутствующих опорных точек положение заготовки не определено и заменить отсутствующие опорные точки закреплением с целью базирования нельзя.
При этом необходимо учитывать следующее:
1.Возможность подвода режущего инструмента.
2.Удобство установки и снятия заготовки
3.надежность и удобство закрепления в выбранных места приложения сил
4.изменение деформации изгиба заготовки от выбранной схемы её закрепления
Различают несколько схем заготовок:
1.Установка на плоскости(применяется при заготовки корпусов, станин, рам).
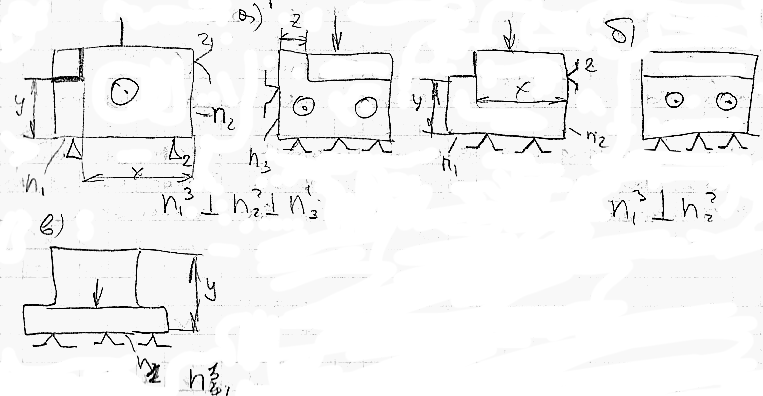
2.На параллельную поверхность вращения и перпендикулярную к ней плоскость.(валы, плунжеры, штоки)
3.На внут. поверхность вращения и перпендикуляр к ее оси плоскости(Цела вращения с главным центральным отверстиям(втулки, гильзы, стаканы)
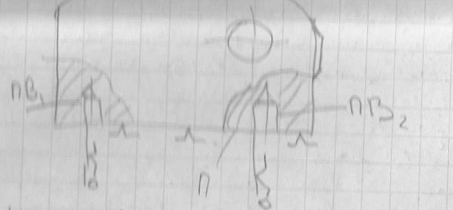
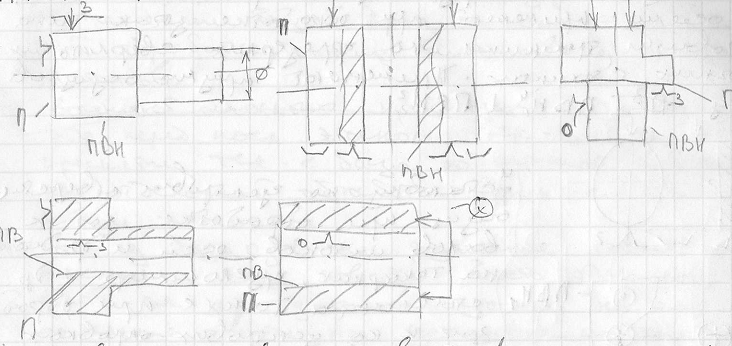
4.На наружную цилиндрическую поверхность с пересекающимися осями.

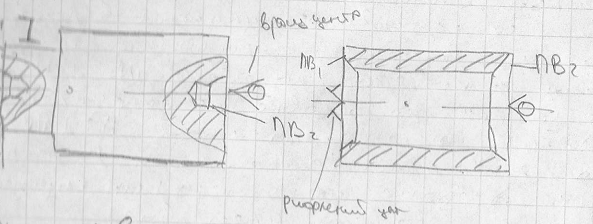
5.На центровые отверстия(волы штоки оси и другие детали)
В зависимости от сложности изготовления деталей возможно несколько вариантов базирования
1.Заготовку базируют на черновой поверхности и при одной установки(за одну операцию выполняют ее полную обработку)
2.Заготовку базируют на черновой поверхности для обработки поверхностей которые дальше используются как чистые не сменяя базы.
3.Анологично 2 за исключением того что перед последним ТП принят чисты тех баз подвергаются повторным отделочным обработкам. Применяются для повышения точности
4.Заготовку базируют наразличные последовательно миняемые чистые поверхности. Часть поверх. Обрабатывается на черных базах остальные на чистых.(Вариант нежелательный)
5.Заготовку базируют на нескольких сменяемых базах которые повторно обрабатываются.
Построение операций технологического процесса обработки заготовок.
Степень концентрации и дифференциации явл-ся важным принципом при построении операций технологического процесса. Концентрацией операций наз-т соединение несколько простых технологических переходов в одну сложную операцию. Дифференциация операций – разделение сложных операций на несколько более простых. При концентрации операций сокращают число установок заготовок на станок. Широко применяют много инструментальную обработку 1-й или нескольких поверхностей. При этом повышается точность взаимного расположения обработанных поверхностей, производительность обработки, за счет снижения основного и вспомогательного времени, сокращается длительность производства на цикл, упрощается календарное планирование, повышаются требования к точности станка.
При дифференциации операций тонкую чистовую обработку выполняют на высокоточном оборудовании рабочим высокой квалификации. Для технологических процессов мелко серийного и единичного производства характерные операции построены на принципе концентрации. Поэтому же принципу разработаны технологические процессы в крупном и тяжелом машиностроении. В серийном применяются оба принципа.
Различные схемы построения станочных операций имеют различные возможности совмещения переходов. Схемы станочных операций подразделяются по различным признакам:
- одноместные и многоместные – по числу одновременно установленных в обработку заготовок.
- одноинструментальные и многоинструментальные – по числу участвующих в работе инструментах.
- последовательного, параллельного, параллельно-последовательного выполнения - определяемые последовательной или параллельной работой инструмента, а также последовательным или параллельным расположением нескольких заготовок по отношению к режущим инструментам.
Выбор средств технологического оснащения.
Выбор технологического оборудования. Выбор начинают с анализа формирования типовых поверхностей деталей и сборочных единиц и отдельных методов обработки с целью определения наиболее эффективных методов обработки с учетом назначения и параметров изделия. Результаты анализа должны выявить значения основного времени и приведенных затрат на выполнение работ наличными методами. При проектировании технологических процессов необходимо располагать всеми данными характеристиками технологического оборудования. Выбирая оборудование следует руководствоваться следующими правилами:
- размеры рабочей зоны оборудования должны соответствовать габаритным размерам обработанных заготовок.
- необходимо обеспечить заданные точность и качество обработанной поверхности. Это важно при чистовой отделочной обработке.
- мощность, жесткость и кинематическая схема оборудования должны соответствовать оптимальным режимам обработки.
-требуемая производительность оборудования должна соответствовать заданной программе выпуска.