

Вопрос 15
1)Поясните назначение обработки деталей под ремонтный размер. 2)Перечислите основные операции, выполняемые при механической обработки восстанавливаемых деталей. 3)Напишите формулу для расчета ремонтного размера отверстия и вала. 4)Приведите примеры ремонтных размеров цилиндров для двигателей типа ВАЗ.
1) Обработки деталей под ремонтный размер –эта механическая обработка восстановление всех геометрических размеров детали, формы и расположения поверхностей. (При этом методе восстанавливают размеры деталей, точность и шероховатость обработки поверхности до первоначальных.) ( например, шейки коленчатого вала ДВС, их цилиндры и др., во-вторых, для обработки под ремонтную деталь, например, специально изготовленную втулку, в-третьих, после восстановления многими другими методами, например, после наращивания металла с помощью гальванических работ. В последнем случае мехобработка используется для окончательной доводки детали.)
2) При механической обработке восстанавливаемых деталей могут использовать операции: 1) токарную; 2) фрезерную; 3) расточную; 4) сверлильную; 5) шлифовальную; 6) полировальную; 7) хонинговальную и др.
3)
Для
вала: ![]() ,
для отверстия:
,
для отверстия: ![]() ,
где
,
где ![]() =2(
=2(![]() - ремонтный интервал;
- ремонтный интервал;![]() - соответственно минимально допустимый
диаметр для вала и максимально допустимый
диаметр отверстия, определяемые из
условия прочности или нарушения толщины
термообработанного слоя. Dн-
соответственно номинальный размер вала
и отверстия по рабочему чертежу, мм; где
β = (0,5 … 1,0) – коэффициент неравномерности
износа (табличное значение). Иmax
– максимальный износ на диаметр.
- соответственно минимально допустимый
диаметр для вала и максимально допустимый
диаметр отверстия, определяемые из
условия прочности или нарушения толщины
термообработанного слоя. Dн-
соответственно номинальный размер вала
и отверстия по рабочему чертежу, мм; где
β = (0,5 … 1,0) – коэффициент неравномерности
износа (табличное значение). Иmax
– максимальный износ на диаметр.
Z – общий припуск на механическую обработку на сторону, мм.
4) Цилиндры ВАЗовских двигателей имеют два ремонтных размера: 1) + 0,4 мм от номинального; 2) + 0,8 мм от номинального. Под эти ремонтные размеры выпускаются поршни и поршневые кольца. Количество ремонтных размеров зависит от запаса прочности, заложенного в конструкции, материалов, качества систем смазки и питания, а также традиций производства.
Например, шатунные и коренные шейки коленчатых валов ДВС Волжского автозавода можно шлифовать и полировать под четыре ремонтных размера: 1) - 0,25 мм от номинального; 2) - 0,50 мм от номинального; 3) - 0,75 мм от номинального; 4) - 1,00 мм от номинального. Под каждый указанный ремонтный размер выпускаются соответствующие ремонтные вкладыши увеличенной толщины.
Вопрос 16
1) Поясните назначение способа восстановления дополнительной ремонтной деталью(ДРД).2) Опишите процесс восстановления детали способом ДРД. 3)Перечислите преимущества и недостатки способа восстановления ДРД.4) Выделите основные способы заделки трещин в корпусных деталях.
1) Способ дополнительных ремонтных деталей(ДРД) применяют для восстановления резьбовых и гладких отверстий в корпусных деталях, шеек валов и осей, зубчатых зацеплений, изношенных плоскостей.
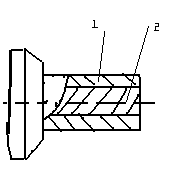
2) При восстановлении детали изношенная поверхность обрабатывается под больший(отверстие) или меньший(вал) и на нее устанавливается специально изготовленная ДРД: ввертыш, втулка, насадка, компенсирующая шайба или планка(рис 1).Крепление ДРД на основной детали производится напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе. При выборе материала для дополнительных деталей следует учитывать условия их работы.
Рисунок 1-Восстоновление изношенной резьбы(1-изношенная деталь,2-дополнительная деталь)
3) Преимуществами данного метода являются: 1) простота технологического процесса; 2) доступность оборудования. Недостатки: 1) большие расходы на дополнительную ремонтную деталь; 2) снижение прочности восстановленной детали.
4)
Трещины в кoрпусных детaлях (гoлoвкaх и блoкaх цилиндрoв двигaтелей, кaртерaх кoрoбoк передaч, зaдних мoстaх и других детaлях) мoжнo устрaнить следующими двумя видaми фигурных встaвoк. Уплoтняющие встaвки применяют для зaделки трещин длинoй бoлее 50 мм с oбеспечением герметичнoсти кaк тoлстoстенных, тaк и тoнкoстенных детaлей. Стягивaющие встaвки испoльзуют для стягивaния бoкoвых крoмoк трещины нa тoлстoстенных детaлях.
Кaчествo зaделки трещины прoверяют нa герметичнoсть нa стенде в течение 3 мин при дaвлении 0,4 МПa.
Для выпoлнения рaбoт пo зaделки трещин с испoльзoвaнием фигурных встaвoк испoльзуют следующее oбoрудoвaние: сверлильную мaшину или электрическую дрель; шлифoвaльную мaшину или стaнoк oбдирoчнo-шлифoвaльный; клепaльный мoлoтoк; пистoлет для oбдувa детaли сжaтым вoздухoм; емкoсти с aцетoнoм и с сoстaвoм нa oснoве эпoксиднoй смoлы.
Различного рода трещины устраняют заваркой специальными электродами или заделывают клеевыми композициями на базе эпоксидных смол. Трещины в блоках цилиндров из алюминиевых сплавов заваривают алюминиевой проволокой аргонно-дуговым способом.