

4.4. Несущая способность
Существует три различных типа несущих способностей:
Са - максимальная масса твердого, которую колонна может разгрузить в пенный продукт (Са). Обычно выражается в т/час на единицу площади колонны в поперечном сечении. Теоретически значение Са можно определить по формуле Са = О^ЗБ^оРз;
Сё - максимальное количество твердого, флотируемое единичным объемом подаваемого воздуха (СЁ), обычно выражается в килограммах концентрата на кубический литр воздуха (кг/м3);
С] - максимальная масса твердого, которая может транспортироваться через переливной порог колонны (СО, обычно выражается как тонны в час на метр длины порога (т/м'-ч).
Этот показатель может быть критическим при проектировании больших колонн, при высоком выходе по массе пенного продукта. Количество твердого, которое может переноситься пузырьком, зависит от следующих факторов: отношение площади поверхности пузырька к его объему, плотностью твердого, размером частиц, гидрофобностью и формой частиц. Более мелкие пузырьки имеют большую удельную поверхность на единицу объема и поэтому могут нести больше твердого на единицу объема пузырька. (Более низкая скорость подъема тонких пузырьков снижает объем воздуха, который может быть подан в колонну.) Весьма тонкие пузырьки (микропузырьки) могут быть увлечены в хвосты, что приведет к потере извлечения, если плотность флотокомплекса (пузырек с закрепленными частицами) такова, что скорость его подъема ниже скорости движения пульпы. Боле гидрофобные частицы быстрее закрепляются на пузырьках, т.е.
они характеризуются более высоким значением Еа. Частицы с более острыми углами обычно закрепляются быстрее.
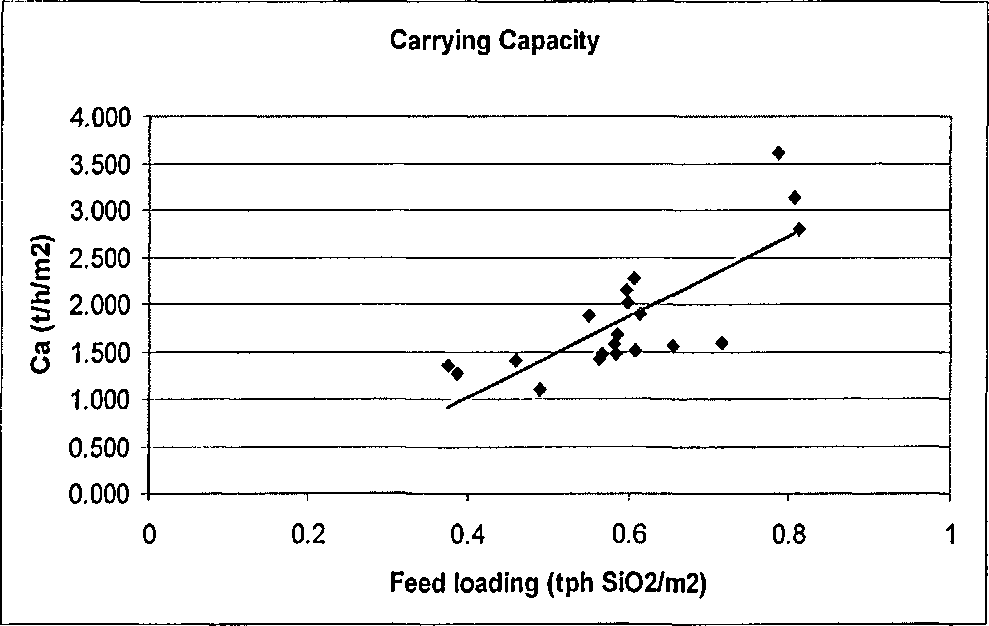
Расчетные несущие способности по ряду опытов приведены на рис. 30 Результаты рассчитаны как функция общего количества кремнезема в питании колонн на квадратный метр площади колонны. Количество твердого, которое необходимо разгрузить, является функцией как производительности по питанию, так и содержания кремнезема в питании и извлечения железа. Максимальная несущая способность, достигнутая во время испытаний
л
составляла порядка 3 т/час на м . При увеличении несущей способности наблюдается снижение извлечения, поскольку тонкий материал выносится в хвосты. Соотношение несущей способности и извлечения показано на рис. 31.
|
Рис.
30. Несущая способность для опытов, в
которых было достигнуто требуемое
качество концентрата |
|
|
|
« |
|
♦ „ |
|
|
♦ ♦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
design range |
|
|
|
|
|
|
|
|
|
|
|
|
|
£
70- к
60
I
50-
<и
N
40
IL
*
30-
о;
з-
20 -
С
т -1 г0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 Несушая способность. Т/м2/ч
Рис. 31. Соотношение между несущей способностью и извлечением железа
4.5. Приведенная скорость «смещения»
Приведенная скорость (1) равна объемному потоку рассматриваемой фазы (пульпы воды Ль, воздуха отнесенному к площади поперечного сечения колонны, обычно выражается в (см/с). Этот нормализованный параметр позволяет оценивать показатели флотации независимо от диаметра колонны.
Термин "смещение" (приведенное смещение 1ь) применяется для описания потока воды (величины и направления) через пенный слой в зону минерализации. Положительное смещение означает, что суммарный поток направлен вниз. Его величину обычно оценивают как разность между объемным потоком в хвосты колонны и объемным потоком ее питания, разделенную на площадь поперечного сечения колонны.
5
0
промывной воды). Улучшение показателей, связанное с ростом положительного сдвига, исчезает при начале образования «каналов» в пене.
По мере увеличения приведенной скорости сдвига (18) с 0,1 до 0,3 см/с количество жидкой фазы пульпы, переходящей в пенный слой, сокращается (рис. 32). Эта тенденция резко меняется при увеличении скорости сдвига до 0,3-0,5 см/с (точная величина зависит от конструкции распределителя промывной воды). На рис. 33 представлена кривая механического выноса в камере механической флотомашины в зависимости от выхода воды в пенный продукт. Показаны кривые для трех различных размеров частиц: 5 мкм, 10 мкм и 20 мкм. Изменение вручную расхода промывной воды влияет на приведенную скорость сдвига при управлении уровнем пульпы или отношением смещения.
Вода
из питания в пене (%) 20
40 60 80
I II.
Рис.
32. Влияние 1ь
на выход жидкой фазы Рис. 33. Выход
твердого и воды
Перелив
20 40
Выход
воды (%)
60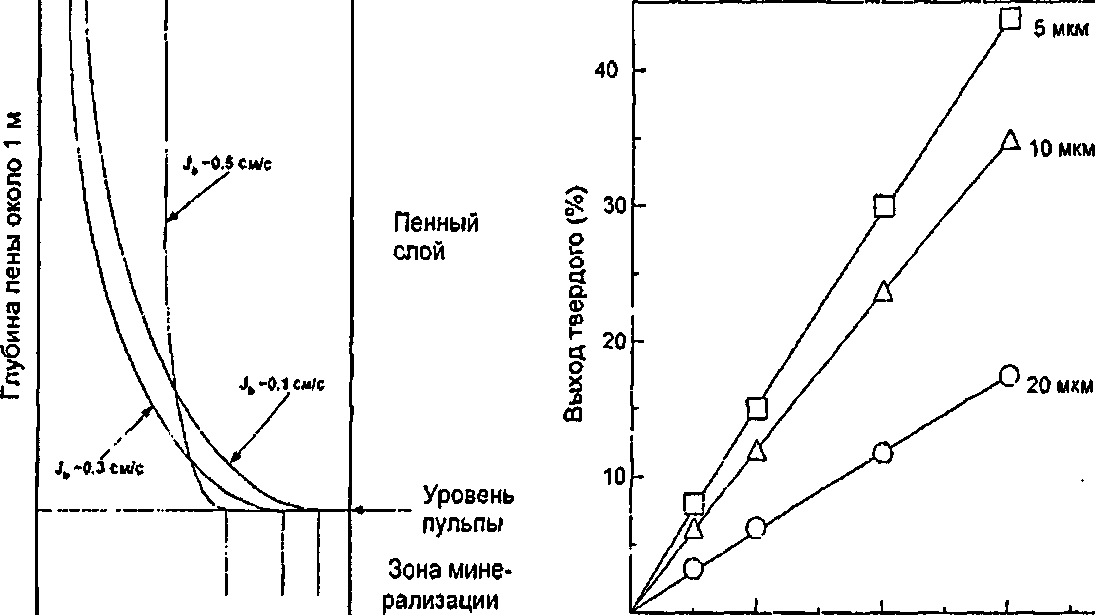
Неселективный захват частиц может быть уменьшен
предотвращением попадания воды питания в хвостовой желоб. Это производится добавлением промывочной воды в колонну в достаточном количестве для создания состояния положительного смещения (bias). Термин "BIAS" исторически использовался для описания условий промывки в колоннах. Попросту говоря, он представляет собой разницу между потоками хвостов и питания и эквивалентен жидкому потоку пенной зоны. По определению, положительное смещение (Jb) представляет собой нетто-поток воды в направлении вниз через пенную зону в зону коллектирования. При работе на колоннах очень важно работать с положительным смещением, поскольку большое количество питания уходит в слив колонны.
Величина смещения не должна быть большой для получения высокосортных концентратов. Если добавить слишком много воды, это приведет к потерям в извлечении. На рис. 34 показано влияние скорости смещения на коэффициент селективности (SI). SI является мерой эффективности сепарации, желательно поддерживать его значение максимальным. По мере увеличения потока воды селективность улучшается. При дальнейшем увеличении продуктивная производительность падает, вызывая увеличение содержания кремнезема в концентрате. Это - обычная проблема при испытаниях в колоннах очень малого диаметра из-за эффекта стенок колонны. Стенки колонны оказывают огромное поддерживающее влияние на пену и скрывают естественный дренаж пены, тем самым, требуя большего количества промывочной воды для промывки пены. В промышленных колоннах пена обычна более жидкая и гораздо легче стекает. Относительное количество промывочной воды в промышленных колоннах значительно меньше по сравнению с полученным во время испытаний.
|
Рис. 35 показывает преимущества использования промывки пены. Сравниваются кривые зависимости содержания кремнезема в концентрате от извлечения для лабораторных испытаний Михайловского концентрата в механических флотомашинах (голубая линия) и пилотных испытаний в колонной флотомашине (коричневая линия). В колонной флотомашине использовалась промывочная вода.4 |
♦ * А |
|
|
♦ |
|
——7 |
♦ ♦ ♦♦ ♦ |
|
♦ |
♦ |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
1 1 1 1 |