

Рис.
37.
Зависимость извлечения железа в
концентрат от расхода собирателя для
исходных концентратов различного
качества: 1 - 64,8-65,9% Ре; 2 - 66,0-66,5% Ре; 3 -
66,6-67% Ре.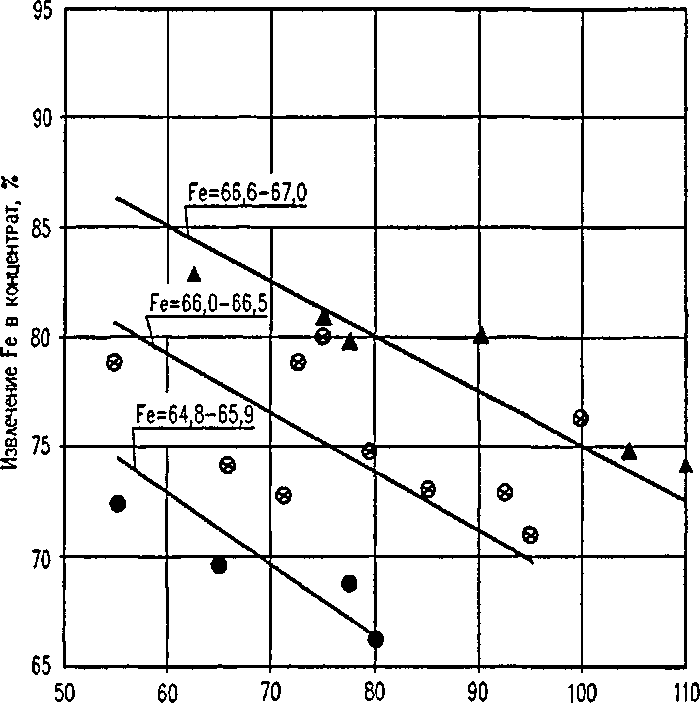
Расход собирателя мпа-13
Исследования по четвертому варианту проводились с собирателем Диамин фирмы ТОМАН (1% раствор) при расходе 65-70 г/т в щелочной среде (рН=9,2), создаваемой едким натром (при расходе 60-70 г/т) без применения крахмала.
Основываясь на полученных результатах, четвертый этап исследований с применением диамина, выполнен краткосрочно. Прогнозируемая массовая доля диоксида кремния 3,0% получена сразу же, в первом опыте. Выход флотационного концентрата равен - 76,7%, извлечение железа в концентрат - 81,0%, при этом массовая доля железа общего в хвостах флотации - 54,0%.
Таким образом, наиболее эффективным оказался вариант применения собирателя - диамина. Однако, практическое использование этого реагента ограничено технико-экономическими и экологическими критериями.
Поэтому дальнейшие исследования проводились с использованием в качестве собирателей реагентов Лилофлот и МПА-13.
При флотации катионными собирателями на технической воде ОАО «Михайловский ГОК» в холодное время года следовало ожидать увеличение расхода собирателя, т.к. ионы Са"14", М§++, С03", БОз", жесткость воды, а также наличие шламов обуславливали дополнительный расход собирателя. В опытах, выполненных в августе и сентябре, установлено, что для получения концентрата с содержанием кремнезема менее 3,0% из исходного концентрата с содержанием железа 66,2-66,5% требуется не менее 75 г/т Лилафлота. Извлечение железа во флотационный концентрат составило 77,0-80,9% (табл. 34).
Влияние рН среды на результаты флотации показано в таблице 35. Добавление едкого натрия в пределах рН=9,1-9,4 увеличивало выход флотационного концентрата, незначительно снижая его качество. При рН=9,6 содержание кремнезема в камерном продукте превышало 3,0%. Поэтому при данных условиях флотации и качестве исходного концентрата оптимальным значением рН флотации было 9,2-9,4 (№ОН - 60-70 г/т).
Результаты сравнительных исследований по флотации магнетитового концентрата при различных реагентных режимах приведены в таблице 36.
В исследованиях не установлено существенного различия в извлечении железа в концентрат при всех испытанных режимах. Но отмечено, что применение щелочного крахмала позволило без увеличения расхода собирателя получать более низкое содержание кремнезема в концентратах. Кроме того, в некоторых случаях при использовании щелочного крахмала наблюдалось снижение содержания железа в пенном продукте. Видимо, при применении щелочного крахмала происходило образование флокул из тонкого магнетита, осаждающихся в камерный продукт в условиях флотации в колонной машине.
|
Вопрос о роли и необходимости применения щелочного крахмала или других депрессоров является интересным, но мало изученным и требует специального исследования в дальнейших работах.Таблица 34 Влияние расхода собирателя Лилафлот МД-20296 на показатели флотации Условия флотации |
Питание флотации |
Концентрат |
Содержание железа в хвостах, % |
Время флотации, мин. | |||||||||||||||||||||||||||
|
Расход, л/мин. |
Высота пенного слоя, см |
Расход, г/т |
рн |
Количество |
% ТВ. |
Содержание, % |
Выход, % |
Содержание, % |
Извлечение Ре, % |
|
| ||||||||||||||||||||
|
воздух |
вода |
собир. |
№ОН |
|
кг/час |
л/мин |
|
Яе |
БЮг |
|
Ре |
БЮг |
|
|
| ||||||||||||||||
|
10,2 |
1,8 |
112 |
40 |
40 |
9,3 |
165 |
6,6 |
33,0 |
66,2 |
7,1 |
86,8 |
68,4 |
4,5 |
89,7 |
51,7 |
10,6 | |||||||||||||||
|
10,2 |
1,8 |
114 |
53 |
45 |
9,2 |
150 |
5,5 |
33,4 |
66,5 |
7,0 |
81,7 |
69,5 |
3,3 |
85,4 |
53,1 |
12,0 | |||||||||||||||
|
10,2 |
1,8 |
112 |
75 |
36 |
9,3 |
168 |
5,0 |
36,0 |
66,4 |
7,1 |
80,2 |
69,6 |
3,0 |
80,9 |
53,4 |
13,1 | |||||||||||||||
|
10,2 |
1,8 |
113 |
100 |
50 |
9,4 |
161 |
5,5 |
35,0 |
66,2 |
7,1 |
73,0 |
69,8 |
2,9 |
77,0 |
56,4 |
12,2 | |||||||||||||||
|
Таблица 35. Влияние рН среды на показатели флотации (собиратель — Лилафлот МД-20296) Условия флотации |
Питание флотации |
Концентрат |
Содержание железа в хвостах, % |
Время флотации, мин. | |||||||||||||||||||||||||||
|
Расход, л/мин. |
Высота пенного слоя, см |
Расход, г/т |
РН |
Количество |
% ТВ. |
Содержание, % |
Выход, % |
Содержание, % |
Извлечение Ре, % |
|
| ||||||||||||||||||||
|
воздух |
вода |
собир. |
№ОН |
кг/час |
л/мин |
Ре |
БЮг |
|
Ре |
БЮг |
|
|
| ||||||||||||||||||
|
10,2 |
1,8 |
110 |
75 |
- |
8,7 |
153 |
5,3 |
35,0 |
66,3 |
7,0 |
70,1 |
70,0 |
2,7 |
74,0 |
57,6 |
11,6 | |||||||||||||||
|
10,2 |
1,8 |
112 |
82 |
36 |
9,1 |
163 |
5,1 |
37,3 |
66,2 |
7,2 |
74,3 |
70,1 |
2,7 |
78,6 |
55,2 |
11,9 | |||||||||||||||
|
10,2 |
1,8 |
113 |
73 |
60 |
9,2 |
156 |
5,2 |
35,6 |
66,3 |
7,0 |
79,3 |
69,9 |
2,8 |
83,6 |
52,5 |
12,7 | |||||||||||||||
|
10,2 |
1,8 |
113 |
70 |
72 |
9,4 |
159 |
5,3 |
35,8 |
66,4 |
7,1 |
79,8 |
69,8 |
2,9 |
83,9 |
53,0 |
12,5 | |||||||||||||||
|
10,2 |
1,8 |
114 |
80 |
80 |
9,6 |
150 |
5,5 |
33,4 |
66,3 |
7,0 |
81,4 |
69,6 |
3,1 |
85,4 |
52,0 |
12,0 | |||||||||||||||
- 13Ь -
|
Таблица 36. Результаты флотации в колонной машине при различных реагентных режимах Условия флотации |
Питание флотации |
Концентрат |
Содержание Ре в хвостах, % |
Время флотации, мин. | |||||||||||||||||||||||||||||
|
Расход, л/мин. |
Высота пенного слоя, см |
Расход реагентов, г/т |
РН |
Количество |
% ТВ. |
Содержание, % |
Выход, % |
Содержание, % |
Извлечение Ре, % |
|
| ||||||||||||||||||||||
|
воздух |
вода |
амин |
Лилафлот |
ЫаОН |
крахмал |
|
кг/час |
л/мин. |
|
Ре |
БЮг |
|
Ре |
БЮг |
|
|
| ||||||||||||||||
|
1. Флотация амином с щелочным крахмалом или едким натром | |||||||||||||||||||||||||||||||||
|
9,0 |
1,8 |
118 |
100 |
- |
113 |
- |
9,4 |
159 |
|
38,9 |
66,4 |
7,0 |
83,6 |
69,6 |
3,0 |
87,6 |
50,1 |
| |||||||||||||||
|
9,0 |
1,8 |
100 |
90 |
- |
122 |
611 |
9,4 |
155 |
|
37,0 |
66,2 |
7,5 |
82,2 |
69,7 |
2,8 |
86,6 |
50,0 |
| |||||||||||||||
|
10,2 |
1,8 |
102 |
75 |
- |
84 |
416 |
9,2 |
200 |
|
43,0 |
66,5 |
7,1 |
72,2 |
71,0 |
1,7 |
77,1 |
54,8 |
| |||||||||||||||
|
10,2 |
1,8 |
107 |
100 |
- |
90 |
- |
9,5 |
150 |
|
38,3 |
66,4 |
6,5 |
82,7 |
69,6 |
3,0 |
86,7 |
51,1 |
| |||||||||||||||
|
112 |
1,8 |
109 |
96 |
- |
97 |
- |
9,4 |
154 |
|
40,5 |
66,5 |
7,0 |
82,8 |
69,6 |
3,0 |
86,7 |
51,6 |
| |||||||||||||||
|
112 |
2,0 |
107 |
74 |
- |
70 |
346 |
9,4 |
192 |
|
40,7 |
66,6 |
7,0 |
82,1 |
69,6 |
2,9 |
85,8 |
52,8 |
| |||||||||||||||
|
2. Флотация амином с щелочным крахмалом или Лилафлотом МД-20296 с едким натром | |||||||||||||||||||||||||||||||||
|
112 |
1,8 |
94 |
97 |
- |
94 |
471 |
9,2 |
154 |
4,9 |
37,0 |
64,3 |
9,3 |
67,9 |
70,4 |
2,2 |
74,3 |
51,4 |
13,8 | |||||||||||||||
|
112 |
2,0 |
105 |
- |
100 |
65 |
- |
9,2 |
135 |
5,0 |
31,0 |
64,8 |
8,7 |
67,9 |
69,8 |
2,6 |
73,1 |
54,4 |
12,9 | |||||||||||||||
|
10,2 |
1,8 |
102 |
75 |
- |
84 |
416 |
9,2 |
200 |
4,7 |
38,0 |
66,6 |
6,9 |
68,1 |
71,1 |
1,6 |
72,7 |
57,0 |
| |||||||||||||||
|
11,2 |
1,8 |
125 |
- |
75 |
75 |
- |
9,4 |
161 |
3,5 |
43,0 |
66,7 |
7,0 |
77,0 |
70,0 |
2,8 |
80,8 |
55,6 |
16,4 | |||||||||||||||
|
9,0 |
1,8 |
102 |
69 |
- |
100 |
654 |
9,5 |
130 |
- |
34,1 |
66,9 |
6,6 |
84,9 |
70,2 |
2,6 |
89,1 |
48,3 |
| |||||||||||||||
|
11,2 |
1,8 |
117 |
- |
63 |
77 |
- |
9,4 |
156 |
3,6 |
41,0 |
66,8 |
6,9 |
79,4 |
70,0 |
2,6 |
83,2 |
54,5 |
16,3 | |||||||||||||||