

3.5. Флотация собирателем Диамин
При флотации магнетитового концентрата ОАО «Михайловский ГОК» был испытан в лабораторных условиях реагент Диамин фирмы ТОМАН (США), где он применяется для доводки магнетитовых концентратов. При проведении исследований использовалась оборотная техническая вода с хвостохранилища Михайловского ГОКа с рН 8,69-8,97, ЫаОН для повышения рН не использовали. Реагент подавали в камеру флотомашины объемом 0,75 л в виде 1% эмульсии, приготовленной в день проведения опытов. Температура пульпы в камере варьировала в пределах 19°-21°С.
Исследована кинетика обратной катионной флотации при расходах реагента Диамин 40, 50, 60, 70, 80, 90 г/т, постоянной плотности исходного питания 35% твердого и скорости вращения импеллера при флотации 1740 об/мин. Результаты исследования (табл. 27) показывают тенденцию изменения технологических показателей флотируемого пенного продукта пропорционально увеличению расхода Диамина.
Более высокие технологические показатели получены при расходах 8090 г/т. При этом выделены камерные продукты при 10 минутах флотации с массовой долей общего железа 69,00% и 69,09% при выходе 73,54% и 70,34% и извлечении 77,35% и 74,08%; пенные продукты с массовой долей общего железа 56,15% и 57,33% при выходе 26,46% и 29,66% и извлечении 22,65% и 25,92%. Увеличение расхода реагента Диамин на 10 г/т способствует увеличению массовой доли общего железа в пенном продукте на 1,18%, что приводит к увеличению суммарного извлечения на 3,27% и выхода на 3,2%.
|
Таблица
27. Кинетика обратной катионной
флотации исходного концентрата при
различном расходе собирателя Диамин
при плотности пульпы 35% твердого и
скорости вращения импеллера -1740
об/мин. |
Пенный Камерный |
Исходный | ||||||||
|
технологические показатели, % | ||||||||||
|
выход |
массовая доля Ре |
извлеч ение |
выход |
массовая доля |
извлечен ие |
выход |
масс, доля Ре/БЮг | |||
|
Ре |
8Ю2 | |||||||||
|
бОг/т | ||||||||||
|
1 |
7,17 |
50,1 |
5,48 |
92,83 |
66,79 |
|
94,52 |
|
| |
|
2 |
4,55 |
52,8 |
3,66 |
88,28 |
67,52 |
|
90,86 |
|
| |
|
3 |
2,43 |
56,0 |
2,07 |
85,85 |
67,85 |
|
88,79 |
|
| |
|
4 |
1,24 |
58,6 |
1,11 |
84,61 |
67,98 |
|
87,68 |
|
| |
|
5 |
0,68 |
59,7 |
0,62 |
83,93 |
68,05 |
|
87,06 |
|
| |
|
6 |
0,46 |
61,4 |
0,43 |
83,47 |
68,08 |
|
86,63 |
|
| |
|
7 |
0,26 |
60,8 |
0,24 |
83,21 |
68,11 |
|
86,39 |
|
| |
|
8 |
0,22 |
61,6 |
0,21 |
82,99 |
68,12 |
|
86,18 |
|
| |
|
9 |
0,26 |
62,8 |
0,25 |
82,73 |
68,14 |
|
85,93 |
|
| |
|
10 |
0,19 |
62,7 |
0,18 |
82,54 |
68,15 |
4,50 |
85,75 |
|
| |
|
Суммарно |
17,46 |
53,54 |
14,25 |
82,54 |
68,15 |
4,50 |
85,75 |
100,0 |
65,6/7,60 | |
|
70 г/т | ||||||||||
|
1 |
9,58 |
50,8 |
7,42 |
90,42 |
67,17 |
|
92,58 |
|
| |
|
2 |
4,84 |
54,5 |
4,02 |
85,58 |
67,88 |
|
88,56 |
|
| |
|
3 |
2,73 |
57,5 |
2,39 |
82,85 |
68,23 |
|
86,17 |
|
| |
|
4 |
1,20 |
60,0 |
1,10 |
81,65 |
68,35 |
|
85,07 |
|
| |
|
5 |
0,67 |
61,2 |
0,62 |
80,98 |
68,41 |
|
84,45 |
|
| |
|
6 |
0,42 |
61,6 |
0,39 |
80,56 |
68,45 |
|
84,06 |
|
| |
|
7 |
0,33 |
62,5 |
0,31 |
80,23 |
68,48 |
|
83,75 |
|
| |
|
8 |
0,37 |
64,0 |
0,36 |
79,86 |
68,50 |
|
83,39 |
|
| |
|
9 |
0,23 |
64,0 |
0,22 |
79,63 |
68,52 |
|
83,17 |
|
| |
|
10 |
0,21 |
63,8 |
0,20 |
79,42 |
68,53 |
3,40 |
82,97 |
|
| |
|
Суммарно |
20,58 |
54,28 |
17,03 |
79,42 |
68,53 |
3,40 |
82,97 |
100,0 |
65,6/7,60 | |
|
80 г/т | ||||||||||
|
1 |
14,40 |
53,60 |
11,76 |
85,60 |
67,62 |
|
88,24 |
|
| |
|
2 |
6,63 |
57,80 |
5,84 |
78,97 |
68,45 |
|
82,40 |
|
| |
|
3 |
2,56 |
59,20 |
2,31 |
76,41 |
68,76 |
|
80,09 |
|
| |
|
4 |
0,97 |
60,50 |
0,89 |
75,44 |
68,87 |
|
79,20 |
|
| |
|
5 |
0,57 |
62,30 |
0,54 |
74,87 |
68,92 |
|
78,66 |
|
| |
|
6 |
0,41 |
63,90 |
0,40 |
74,46 |
68,95 |
|
78,26 |
|
| |
|
7 |
0,29 |
64,50 |
0,28 |
74,17 |
68,97 |
|
77,98 |
|
| |
|
8 |
0,28 |
65,80 |
0,28 |
73,89 |
68,98 |
|
77,70 |
|
| |
|
9 |
0,19 |
65,80 |
0,19 |
73,70 |
68,99 |
|
77,51 |
|
| |
|
10 |
0,16 |
65,80 |
0,16 |
73,54 |
69,00 |
3,44 |
77,35 |
|
| |
|
Суммарно |
26,46 |
56,15 |
22,65 |
73,54 |
69,00 |
3,44 |
77,35 |
100,0 |
65,6/7,60 | |
|
90 г/т | ||||||||||
|
1 |
14,02 |
54,60 |
11,67 |
85,98 |
67,39 |
|
88,33 |
|
| |
|
2 |
8,72 |
58,40 |
7,76 |
77,26 |
68,41 |
|
80,57 |
|
| |
|
3 |
3,02 |
59,40 |
2,73 |
74,24 |
68,78 |
|
77,84 |
|
| |
|
4 |
1,80 |
61,20 |
1,68 |
72,74 |
68,97 |
|
76,16 |
|
| |
|
5 |
0,60 |
63,60 |
0,58 |
71,84 |
69,01 |
|
75,58 |
|
| |
|
6 |
0,47 |
64,40 |
0,46 |
71,37 |
69,05 |
|
75,12 |
|
| |
|
7 |
0,32 |
65,00 |
0,32 |
71,05 |
69,06 |
|
74,80 |
|
| |
|
8 |
0,18 |
65,20 |
0,18 |
70,87 |
69,07 |
|
74,62 |
|
| |
|
9 |
0,39 |
66,80 |
0,40 |
70,48 |
69,08 |
|
74,22 |
|
| |
|
10 |
0,14 |
66,20 |
0,14 |
70,34 |
69,09 |
3,3 |
74,08 |
|
| |
|
Суммарно |
29,66 |
57,33 |
25,92 |
70,34 |
69,09 |
3,3 |
74,08 |
100,0 |
65,6/7,60 | |
Оптимальное время основной обратной катионной флотации при отработке схем можно принять 2-3 минуты при расходе реагента Диамин 80 г/т или 90 г/т.
В данных условиях необходим технико-экономический расчет, что выгоднее увеличивать расход реагента, при котором возрастает скорость флотации или уменьшать расход реагента и время флотации.
-О
— Расход реагента 40 г/т —О — 50 г/т -•—
60 г/т —■— 70
г/т
-Ж—
80 г/т —Д— 90 г/т
Рис.
22. Зависимость суммарного извлечения
пенного продукта от времени флотации
при различных расходах реагента Диамин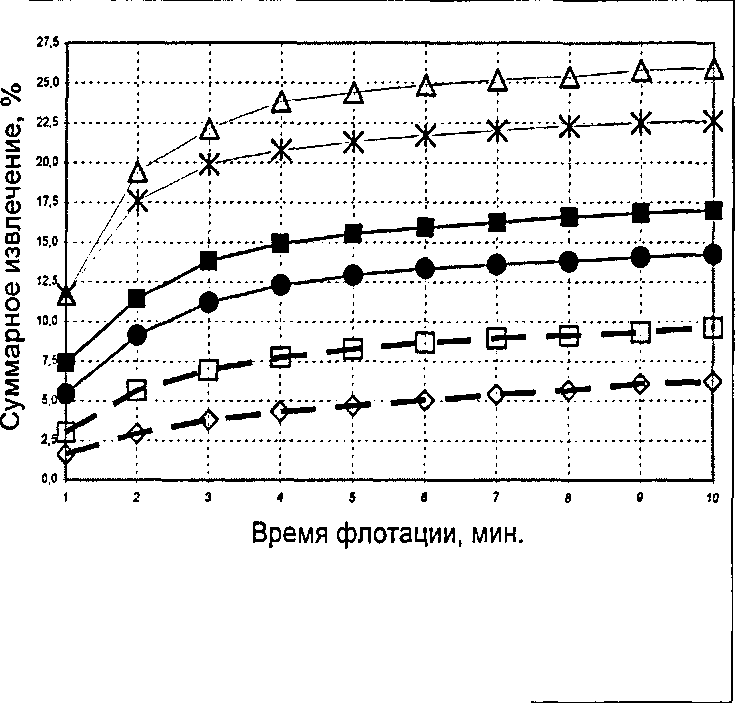
При отработке схемы с реагентом Диамин (рис. 24) из исходного концентрата с массовой долей общего железа 65,8% и кремнезема 7,73% получен флотационный концентрат с массовой долей общего железа 69,8% и кремнезема 3,18%) при выходе 81,39% и извлечении 86,34%; пенный продукт контрольной флотации с массовой долей общего железа 48,3% и извлечением 13,66%. Удельная поверхность флотационного концентрата составила 1545 г/см3
.
—40 г/т -А—50 г/т ■ -•— 60 г/т -X—70 г/т
а 80 г/т
—90 г/т
Рис. 23. Зависимость скорости флотации пенного продукта от времени при различных расходах реагента Диамин