

- •1 ЗАГАЛЬНІ ВІДОМОСТІ ПРО ПРИВОДИ
- •1.2 Огляд основних типів редукторів
- •Коефіцієнт корисної дії приводу
- •Таблиця 2.1- Значення ККД для механічних передач
- •Ланцюгова
- •Таблиця 2.2- Передаточні числа циліндричних зубчастих передач
- •(ГОСТ 2186-66)
- •Таблиця 2.3- Загальні передаточні числа двоступеневих редукторів
- •(ГОСТ 2186-66)
- •Таблиця 2.4- Передаточні числа конічних зубчастих передач
- •(ГОСТ 12289-76)
- •Таблиця 2.5- Передаточні числа черв’ячних передач (ГОСТ 2144-76)
- •Назва редуктора
- •Таблиця 2.7 - Рекомендовані значення u для різних типів редукторів
- •Тип передачі
- •Схема редуктора
- •Значення uп
- •Двоступеневий
- •циліндричний
- •редуктор
- •Розгорнута схема
- •Двоступеневий
- •співвісний редуктор
- •Двоступеневий
- •співвісний редуктор з
- •внутрішнім
- •зачепленням
- •Швидкохідна ступінь
- •Циліндрично-
- •черв’ячний редуктор
- •Продовження таблиці 2.7
- •Циліндрично-черв’ячний
- •редуктор
- •Черв’ячно-циліндричний
- •редуктор
- •Одноступеневі:
- •Таблиця 3.2 - Рекомендовані поєднання матеріалів шестірні
- •Поверхневе гартування
- •Таблиця 3.5 – Значення показників степеня кривої втоми m
- •Таблиця 3.7 - Границі витривалості зубців при згині
- •Сталі
- •Таблиця 3.16 - Коефіцієнт форми зубців YF
- •Площа
- •Таблиця 7.1 – Визначення сил в зачепленні механічних передач
- •Вид передачі
- •Значення сили, Н
- •Колова
- •Радіальна
- •Осьова
- •Колова
- •Радіальна
- •Осьова
- •Колова
- •Радіальна
- •Осьова
- •Муфта
- •Радіальна
- •Вал – шестірня
- •Вал – колеса
- •Таблиця 8.1 – Розміри проточок для різьби під круглі гайки
- •Умови роботи підшипника
- •Поля допусків
- •Таблиця 8.6 - Пластичні мастильні матеріали
- •Таблиця 8.7 – Манжети гумові армовані
- •Таблиця 9.1 - Значення коефіцієнта режиму навантаження К
- •Машини
- •L, мм не більше
- •Твердість згідно з ГОСТ 263-75, ум., од. ............…………………………...... 50—65
- •Таблиця 9.7 – Розміри і параметри муфти пружної втулково-пальцевої
- •Закінчення таблиці 9.7
- •Таблиця 9.8– Розміри (мм) пальців і втулок муфти пружної втулково-пальцевої
- •Закінчення таблиці 9.15
- •Таблиця 9.18 – Розміри і параметри ланцюгової однорядної муфти
- •Таблиця 10.11 - Зубці і вінець зірочки в поперечному перерізі
- •Параметри
- •Орієнтовні значення, мм
- •Параметри
- •Орієнтовні значення, мм
- •Розміри елементів спряжень литих корпусів, мм
- •Розміри елементів фланців литих корпусів, мм
- •Розміри гнізд підшипників і кришок, що прикручуються, мм
- •Кріплення
- •Кріплення
- •Кріплення
- •Кришки врізні, мм
- •Таблиця 10.14 - Кришка оглядового вікна
- •Таблиця 10.17 Пробки для зливу масла
- •Таблиця 10.33 Значення в’язкості масел, що рекомендуються для змащування черв’ячних передач при 1000С
- •Таблиця 10.38 - Види допусків
- •Найбільш раціонально розпочинати компонування цього редуктора з вхідного і вихідного валів. Після попереднього конструктивного оформлення підшипникових вузлів можна переходити до проміжного вала.
- •Параметри
- •Продовження таблиці 10.44
- •перетворимо нерівності (11.4), (11.5) в рівності і одержимо:
- •де Рвих – потужність на вихідному валі приводу, Вт.
- •Допустимі контактні напруження для шестірні і колеса
- •Еквівалентне число зубців шестерні і колеса
- •Допустимі контактні напруження для шестірні і колеса
- •2 ПРОЕКТУВАННЯ ПРИВОДУ
- •2.1. Вибір електродвигуна і кінематичний розрахунок приводу
- •Кутова швидкість вала електродвигуна
- •Допустимі контактні напруження для шестірні і колеса
- •2.4. Попередній розрахунок валів редуктора
- •Розрахункове значення кроку ланцюга
- •Розрахункова міжосьова відстань
- •Товщина фланців корпуса і кришки редуктора
- •Вихідний вал редуктора
- •4 ПРОЕКТУВАННЯ ПЕРЕДАЧІ
- •5.1 Вибір електродвигуна і кінематичний розрахунок приводу
- •Кутова швидкість вала електродвигуна
- •Література
- •Потуж-
- •Синхронна частота обертання, хв-1
- •Типо-
- •розмір
- •Типо-
- •розмір
- •Типо-
- •розмір
- •Типо-
- •розмір
- •Таблиця B.1 - Ланцюги типу ПРА
- •Таблиця B.2 - Ланцюги типу ПР
- •Таблиця B.3 - Ланцюги типу 2ПР
- •Таблиця B.4 - Ланцюги типу 3ПР
- •Таблиця B.5 – Ланцюги типу 4ПР
- •Таблиця B.6 – Ланцюги типу ПВ і 2ПВ
- •Таблиця В.7 – Ланцюги типу ПРИ
- •Розміри, мм
- •Розрахункові параметри
- •Особливо легка серія діаметрів 1, серія ширин 7
- •Особливо легка серія діаметрів 1, серія ширин 7
- •Легка серія діаметрів 2, серія ширин 0
- •Підшипник 315 ГОСТ 8338-75
- •Таблиця Г.2 - Кулькові підшипники радіальні дворядні сферичні
- •Легка серія
- •Легка широка серія
- •Середня серія
- •Середня широка серія
- •Підшипник 1204 ГОСТ 5720 -75
- •Кульки
- •Особливо легка серія
- •Легка серія
- •Важка серія
- •Приклад умовного позначення підшипника за ГОСТ 831 -75 з умовним позначенням 46205:
- •Підшипник 46205 ГОСТ 831-75
- •Таблиця Г.4-Роликові підшипники радіальні з короткими циліндричними роликами
- •Розміри, мм
- •Надлегка серія
- •Особливо легка серія
- •Легка широка серія
- •Середня серія
- •Середня широка серія
- •Важка серія
- •Підшипник 32315 ГОСТ 8328-75
- •Еквівалентне осьове навантаження
- •Легка серія діаметрів 2
- •Середня серія діаметрів 3
- •Важка серія діаметрів 4
- •Підшипник 8210 ГОСТ' 6874-75
- •Розміри, мм
- •Надлегка серія діаметрів 9
- •Особливо легка серія діаметрів 1
- •Легка серія діаметрів 2
- •Середня серія діаметрів 3
- •Середня широка серія діаметрів 6
- •Розміри, мм
- •Ролики
- •Розрахункові параметри
- •Підшипник 27312 ГОСТ 7260-81
- •Таблиця Д.15 – Шайби кінцеві (ГОСТ 14734-69)
- •Таблиця Д.16 – Шпильки з кінцем, що вгвинчується, довжиною
- •1d (ГОСТ 22032-76), 1,25d (ГОСТ 22034-76), 2d (ГОСТ 22038-76)
- •Таблиця Д.18 – Штифти конічні (ГОСТ 3129-70)
- •Таблиця Д.20-Збіги, проточки та фаски для метричної різьби ГОСТ 10549-80
- •Таблиця Д.23 – Кришки торцеві з отвором під манжетне ущільнення
- •(ГОСТ 18512-73)
- •Таблиця Д.26 – Кришки (торцеві та врізні) під регулювальні гвинти
- •Таблиця Д.27 – Стальні ущільнюючі шайби
Розділ 10 |
Конструювання деталей редуктора |
тах. Віддушину, що з'єднує внутрішній об’єм редуктора з атмосферою (суфлер), ставлять на кришці. Розміри кришок оглядових отворів і ручок, які виконують роль простої віддушини, подані в табл. 10.14, 10.15, 10.16.
Отвори під підшипники одного вала виконують однакового діаметра, як правило на прохід, що полегшує розточення корпуса. Якщо підшипники встановлені в стаканах, однаковими повинні бути зовнішні діаметри стаканів. При проектуванні черв’ячних редукторів в деяких
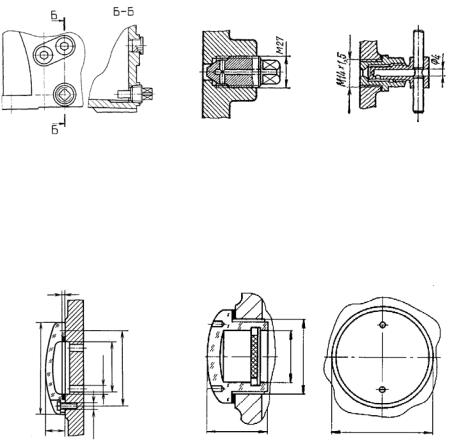
Таблиця 10.16 - Віддушина з сіткою
|
Е |
|
Л |
М |
Н |
В |
О |
К |
|
Д |
З |
|
|
Г |
|
|
Р |
П
А6
С Під ключ
А
6 отв 3
Ж
А |
Б |
В |
Г |
Д |
Е |
Ж |
З |
И |
К |
Л |
М |
Н |
О |
П |
Р |
С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
М27×2 |
15 |
30 |
15 |
45 |
36 |
32 |
6 |
4 |
10 |
8 |
22 |
6 |
32 |
18 |
36 |
32 |
М48×3 |
35 |
45 |
25 |
70 |
62 |
52 |
10 |
5 |
15 |
13 |
52 |
10 |
56 |
36 |
62 |
55 |
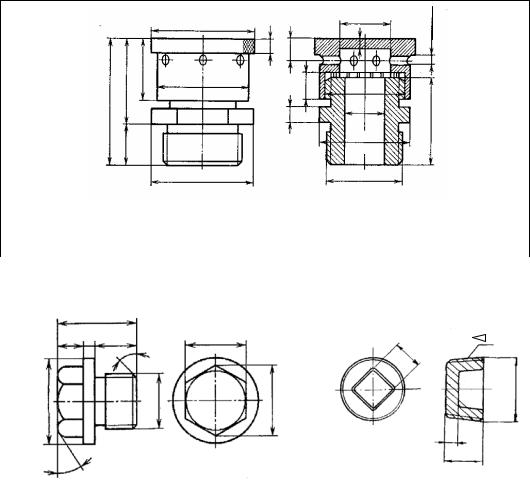
Таблиця 10.17 Пробки для зливу масла
|
|
|
|
Виконання Ι |
|
|
|
|
|
Виконання ΙΙ |
|
|
|
|||||
|
|
|
L |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
m |
a |
|
b |
|
|
S |
|
|
|
S |
|
|
|
1: 15 |
|
||
D |
|
450 |
d |
|
|
|
L |
|
|
|
|
|
|
d |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
H |
|
|
|
300 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Розміри, мм |
|
|
|
|
|
Розміри, мм |
|
|
|
|||||
d |
|
b |
|
a |
L |
D |
|
S |
m |
t |
Різьба |
d |
H |
|
b |
|
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
М16×1,5 |
|
13 |
|
3 |
24 |
25 |
|
19 |
8 |
1,9 |
1/2″ |
20,9 |
15 |
|
4 |
|
8 |
|
М20×1,5 |
|
15 |
|
4 |
28 |
30 |
|
22 |
9 |
2,2 |
3/4″ |
26,6 |
16 |
|
4,5 |
|
12 |
|
М24×1,5 |
|
16 |
|
4 |
30 |
35 |
|
27 |
10 |
2,4 |
1″ |
33,2 |
19 |
|
5 |
|
14 |
|
М27×2,0 |
|
18 |
|
4 |
34 |
39 |
|
27 |
12 |
2,6 |
11/2″ |
49 |
24 |
|
6 |
|
24 |
|
194
Розділ 10 |
Конструювання деталей редуктора |
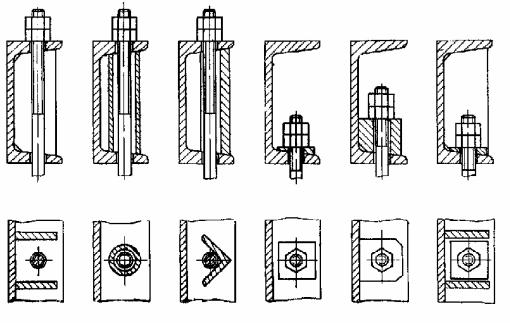
Спостерігається тенденція до максимального зменшення кількості різних виступів на зовнішній поверхні корпуса. При цьому поліпшується зовнішній вигляд редуктора й умови його обслуговування. Бобишки під підшипники в таких корпусах розташовують усередині, кріпильні болти - у спеціальних нішах.
Якщо підшипники, розташовані з однієї сторони вала, які встановлені в кришці корпуса, а отвір під кришку більший діаметра колеса, останні можуть монтуватися на валах по пресовій посадці і шпонках.. Якщо ж усі підшипники встановлені в самому нероз'ємному корпусі (рис.10.19), колеса садять на вали на шліцах, що допускає вільне складання.
Проектування корпусів редукторів інших типів принципово не відрізняється від розглянутого.
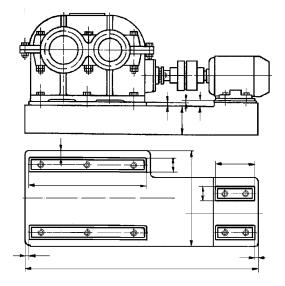
10.4 Рами і плити
Дані елементи є опорними конструкціями і призначені для зв'язку в єдине ціле окремих вузлів машини чи її окремих механізмів, у розглянутому випадку - вузлів приводу. Вони сприймають і передають на фундамент діючі на машину навантаження і забезпечують правильність розташування вузлів у процесі експлуатації. Лита опорна конструкція називається плитою, зварена - рамою. Крім міцності, опорні конструкції повинні бути жорсткими, тому що вона забезпечує вібростійкість машини.
|
|
|
При |
розробці конструкції |
|
|
|
|
плит чи рам враховують експлуа- |
||
|
|
|
таційні, технологічні і економічні |
||
|
|
|
вимоги, які ставляться до машини. |
||
|
|
|
Плити відливають із сірого |
||
|
|
|
чавуну марок СЧ 10, СЧ15 ГОСТ |
||
|
h п |
|
1412-79, рідше - зі сталі. Форми і |
||
п |
|
габаритні |
розміри |
плит визнача- |
|
h |
Н h |
|
ються загальною |
компоновкою |
|
|
|
|
|||
b |
|
|
привода. По заданій схемі привода |
||
0 |
|
|
і розмірам вузлів, |
що з'єднуються |
|
пр |
|
lпд |
|||
b |
|
|
(двигун, редуктор, муфти), викрес- |
||
lпр |
пд |
|
люють, звичайно в двох проекціях, |
||
|
В b |
|
контур привода. Уточнюють. ко- |
||
|
|
|
ординати опорних платиків, а та- |
||
|
|
|
кож різницю рівнів h між платика- |
||
b0 |
|
b0 |
ми двигуна і редуктора (рис.10.22). |
||
|
Контур плити в плані може вийти |
||||
L |
|
|
|||
|
|
|
прямокутним. Т- чи Г-подібним, а |
||
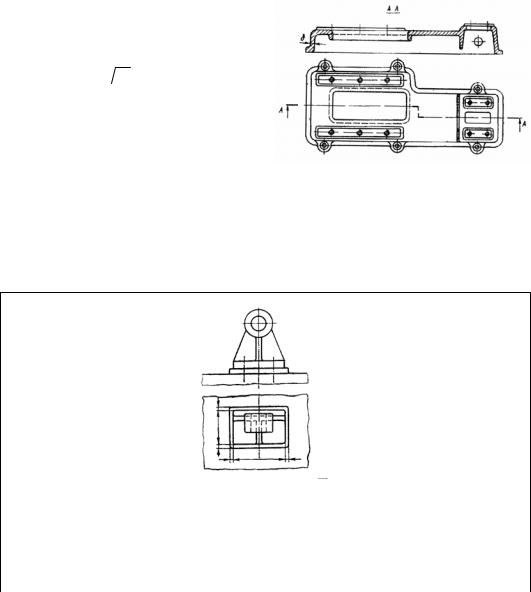
Рисунок 10.22 - Визначення |
|
також інших форм. Довжину і ши- |
|||
контуру опорної плити |
|
рину плити (L, В) |
уточнюють по |
||
накресленому контуру привода. Висоту плити призначають з умов достатньої твердості на основі практики, проектування аналогічних конструкцій: Н=(0,09...0,11)L, де L — довжина плити (для Т- і Г-подібної форми розгорнута довжина). Знайдені габаритні розміри L, В, Н округлюють до нормальних
195
Розділ 10 |
Конструювання деталей редуктора |
лінійних розмірів за ГОСТ 6636-69. Мінімальну товщину зовнішніх
стінок чавунних виливків (рис.10.23) визначають виходячи з технологічних можливостей і приведеного габариту
N: δ = (10K12) N , де N = 0,25'(2L +
N , де N = 0,25'(2L +
B + Н) м; B - ширина чи середня ши-
рина плити, м; при цьому δ>7мм. Товщину внутрішніх стінок, пе-
регородок і ребер з умови одночасного остигання із зовнішніми стінками,
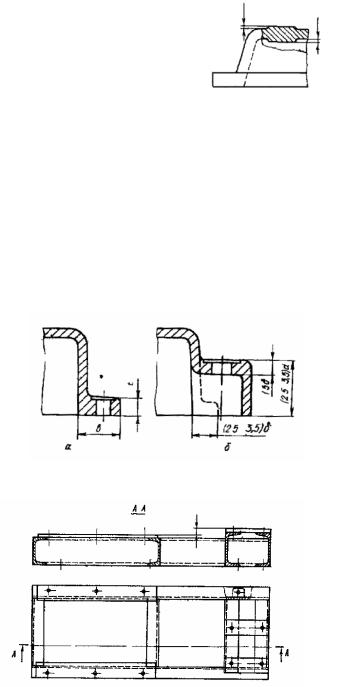
призначають на 15...20% менше товщини зовнішніх стінок. Рисунок 10.23 - Плита
Висота ребер повинна бути не більшою п'ятикратної їхньої товщини. Розміри опорних платиків редуктора (lпр, bпр) і двигуна (lпд, bпд) приймають трохи більшими опорних поверхонь вузлів, що приєднуються, на величину К по всьому контуру з урахуванням неточності литва (табл.10.16).
Таблиця 10.16 Припуск на неточність литва платиків і приливів
K |
|
|
B |
|
|
K |
К L |
К |
Приведений |
|
К, мм при L, B мм |
|
|||
габарит основ- |
До 200 |
Більше |
Більше |
Більше |
Більше |
|
ної деталі N, м |
200 до 300 |
300 до 500 |
500 до 1000 |
1000 |
||
|
||||||
Від 0,5 до 3,5 |
3…5 |
6…8 |
6…8 |
10…12 |
- |
|
Від 3,5 до 5,5 |
6…8 |
10…12 |
10…12 |
15…18 |
15…18 |
|
Від 5,5 до 6,8 |
6…8 |
10…12 |
15…18 |
15…18 |
20…25 |
|
Найменшу висоту платиків hп вибирають у залежності від габаритів плити (табл.10.17). Різьбові отвори в платиках для кріплення вузлів рекомендується виконувати крізними глибиною 2…2,5 діаметри болта d, що іноді вимагає місцевого потовщення платика приливом із внутрішньої сторони плити (див. табл.10.17). Опорну поверхню плити (підошву) для кріплення її до фундаменту виконують у вигляді фланця по периметру шириною
b=(3.5...5)δ і товщиною t = (1,5...2)δ (рис.10.20, а). Рекомендується, щоб пі-
дошва не переривалася по всьому периметру плити.
196
|
Розділ 10 |
|
|
Конструювання деталей редуктора |
||
|
Таблиця 10.17 - Найменша висота hп платиків і бобишок |
|
||||
|
|
|
п |
|
|
|
|
|
|
h |
|
|
|
|
|
|
п |
|
|
|
|
|
|
h |
|
|
|
|
|
|
|
|
|
|
|
Найбільша дов- |
|
Найбільша дов- |
|
Найбільша дов- |
|
|
жина (розверну- |
hп |
жина (розвернута |
hп |
жина (розвернута |
hп |
|
та довжина) чи |
довжина) чи висо- |
довжина) чи висо- |
|||
|
висота деталі |
|
та деталі |
|
та деталі |
|
|
До 50 |
2 |
Більше 500 до 750 |
6 |
Більше 1250 до 1500 |
12 |
|
Більше 50 до 250 |
3 |
Більше 750 до 1000 |
8 |
Більше 1500 до 1750 |
14 |
|
Більше 250 до 500 |
4 |
Більше 1000 до 1250 |
10 |
Більше 1750 до 2000 |
16 |
У фланці передбачають отвори під фундаментні болти. При великому периметрі плити ширину фланця зменшують, а для фундаментних болтів передбачають пустотілі бобишки (рис.10.24, б). Бобишки роблять по можливості високими (2,5.. .3,5)d, що сприяє більш рівномірному розподілу сил затягування по підошві плити.
Рисунок 10.24 - Елементи кріплення опорної конструкції до фундаменту
h
Рисунок 10.25 - Рама
Великі горизонтально розташовані поверхні погано заповнюються рідким металом, у результаті чого утворюються раковини і пористість у металі. Тому в горизонтальних стінках плит передбачають вікна чи отвори, які розташовані таким чином, щоб у суміжних елементах конструкції вікна або отвори не сполучалися в одному перетині.
Щоб уникнути наступного короблення, виливки плит відпалюють. Після відпалу плити піддають механічній обробці, стругають підошву і верхні поверхні платиків, свердлять отвори під болти, гвинти і шпильки, планують поверхні під гайки фундаментних болтів, нарізають різьби в отворах під шпильки і гвинти,
Підошву плити простругують грубо, поверхні платиків обробляють додатково до Rа=6,3...3,2; непаралельність площин, як правило, складає 0,1...0,15 мм.
197
Розділ 10 |
Конструювання деталей редуктора |
Зварені опорні конструкції - рами економічно вигідно виготовляти при одиничному і дрібносерійному виробництві. При цьому використовують прокат - швелери, кутники, листи, смуги.
У цьому випадку відпадає необхідність у виготовленні дорогих моделей. Крім того, маса зварених рам при однаковій міцності і жорсткості з литими плитами буває менше приблизно в два рази. Порядок і принцип проектування рам не відрізняється від приведеного раніше для литих плит. По знайденій висоті рами Н із сортаменту прокату підбирають розмір прокатного профілю, найчастіше швелера. Звичайно вузли приводу кріпляться на полицях профілів рами, тому ширину останньої перевіряють на можливість розміщення і монтажу кріпильних деталей. Потім визначають різницю рівнів і між опорними поверхнями встановлених на рамі агрегатів (мал.10.25).
а) |
б) |
в) |
г) |
д) |
е) |
Рисунок 10.26 - Варіанти конструкцій надбудови для вирівнювання різниці рівней рами
У зв'язку з тим, що поверхня профілів прокату та листів досить рівна і чиста, при однаковій висоті рівнів можна застосовувати рами без опорних платиків.
Точна установка агрегатів по висоті забезпечується металевими прокладками. При невеликій різниці рівнів h на раму наварюють листи необхідної чи товщини опорні платики. При більшому значенні h раму нарощують швелерами, поставленими на полицю чи покладеними на стінку (рис.10.26).
Рами, зварені з профільного прокату, мають достатню жорсткість, тому потреба в спеціальних ребрах жорсткості звичайно відпадає; При необхідності жорсткість рами підвищують за допомогою додаткових діагонально розташованих балок, найчастіше з кутників.
Для зручності монтажу, демонтажу й огляду вузлів прокатні профілі, з яких складається рама, встановлюють полицями назовні. Після зварювання і до механічної обробки раму рекомендується відпалити. У випадку механічної обробки, поверхні платиків стругають, свердлять і при необхідності нарізують різьбові отвори під кріплення. Рами потрібно конструювати так, щоб при обробці кромки інструмента, що ріжуть, не попадали на зварені шви.
198
Розділ 10 |
Конструювання деталей редуктора |
Точність і чистота обробки опорних поверхонь платиків рам така ж, як і плит. Для більш рівномірного розподілу зусиль затягування, по підошві рами фундаментні болти бажано пропускати через обидві полиці швелера, але при цьому виступаючі частини болтів з гайками можуть заважати установці вузлів приводу.
а) |
б) |
в) |
г) |
д) |
е) |
Рисунок 10.27 - Варіанти кріплення рами до фундаменту
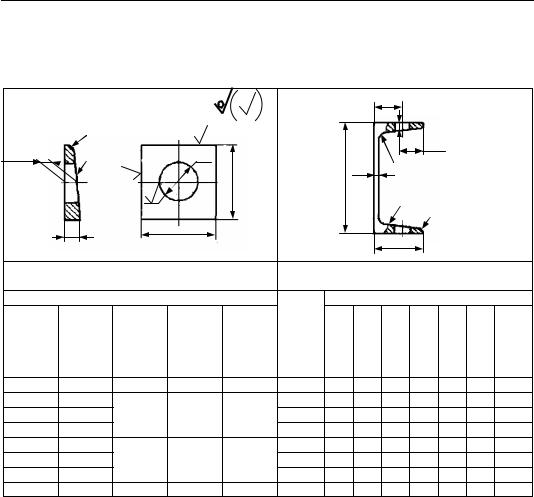
Для збільшення жорсткості полиць їх зв'язують ребрами, трубами, кутниками (рис.10.27, а - в). Якщо вузли приводу не дозволяють пропустити болти через раму, вона кріпиться до фундаменту за полиці. Ухил полиць вирівнюють приварюванням косих шайб (рис.10.27, г) або високих підкладок (рис.10.27, д). При використанні косих шайб із боків отвору під фундаментні болти бажано вварити ребра жорсткості на відстані, що допускає роботу ключем (рис.10.27, е).
Косі шайби ставлять також при кріпленні вузлів до рами. Діаметри і число фундаментних болтів вибирають в залежності від розгорнутої довжини опорної конструкції за табл.10.18.
Таблиця 10.18 - Діаметр і число фундаментних болтів
Довжина рами, плити чи розгорнута |
Діаметр болта d, мм |
Кількість болтів |
довжина L, мм |
|
|
До 700 |
16…18 |
4 |
Більше 700 до 1000 |
20…22 |
6 |
Більше 1000 до 1500 |
24 |
8 |
199
Розділ 10 |
|
|
|
|
|
|
Конструювання деталей редуктора |
||||||
Розміри косих шайб і найменшого номера швелера вибираються в за- |
|||||||||||||
лежності від прийнятого діаметра болта наведені в табл. 10.19. |
|
|
|
||||||||||
Таблиця 10.19 - Розміри косих шайб і швелера, що вибираються |
|
|
|
||||||||||
|
|
|
|
за діаметром болта |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
а |
|
|
|
|
|
R 1,6max |
|
2,5 |
|
|
|
|
|
b-S |
|
|
|
|
Н1 |
Нахил 0,11 |
d1 |
|
|
|
|
|
2 |
|
|
|
||
|
|
|
S |
R |
|
|
|
|
|||||
|
|
2,5 |
|
|
|
|
h |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
12,5 |
|
В |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Нахил 0,11 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
r |
|
|
|
|
Н |
|
|
В |
|
|
|
|
b |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Параметри косої шайби |
|
Параметри швелера з ухилом згідно з |
||||||||||
|
|
|
|
ГОСТ 8240-72 |
|
|
|||||||
|
|
Розміри, мм |
|
|
Най- |
|
|
|
|||||
|
|
|
|
|
|
Розміри, мм |
|
|
|||||
|
|
|
|
|
|
мен- |
|
|
|
|
|
|
|
Діаметр |
|
|
|
|
|
ший |
|
|
|
|
|
|
|
d1 |
|
H1 |
H |
B |
№ |
h |
b |
S |
t |
R |
r |
a |
|
болта |
|
|
|
|
|
шве- |
|
|
|
|
|
|
|
10 |
11 |
|
5,1 |
5 |
20 |
лера |
80 |
40 |
4,5 |
7,4 |
6,5 |
2,5 |
24 |
|
8 |
||||||||||||
12 |
13 |
|
5,7 |
6 |
30 |
10 |
100 |
46 |
4,5 |
7,6 |
7,0 |
3 |
26 |
14 |
15 |
|
12 |
120 |
52 |
4,8 |
7,8 |
7,5 |
3 |
30 |
|||
16 |
17 |
|
|
|
|
14 |
140 |
58 |
4,9 |
8,1 |
8 |
3 |
35 |
18 |
19 |
|
6,2 |
7 |
40 |
16 |
160 |
64 |
5,0 |
8,4 |
8,5 |
3,5 |
40 |
20 |
22 |
|
18 |
180 |
70 |
5,1 |
8,7 |
9 |
3,5 |
40 |
|||
22 |
24 |
|
6,8 |
9 |
50 |
20а |
200 |
80 |
5,2 |
9,7 |
9,5 |
4 |
50 |
24 |
26 |
|
22а |
220 |
87 |
5,4 |
10,2 |
10 |
4 |
50 |
|||
|
|
|
10.5 Змащування редукторів |
|
|
|
|
|
|||||
Для редукторів загального призначення застосовують безупинне змащення рідким маслом. Спосіб змащування: картерний непроточний (зануренням), струминний (поливанням), комбінований (струминний для швидкохідних і картерний проточний для інших ступенів) - вибирають з урахуванням величини колової швидкості й умов тепловіддачі. Найбільш простий спосіб - картерний непроточний (зануренням зубців зубчастих коліс в масло, залите в корпус) - застосовується при колових швидкостях до 12…15 м/с, а при повторно-короткочасних режимах - і дещо більших. Для черв'ячних передач з циліндричним черв'яком змащування зануренням припустиме до швидкості ковзання 15 м/с незалежно від того, занурюється в масло черв'як чи черв'ячне колесо.
При картерному змащуванню, достатньо щоб колесо занурювалося у масло на висоту зубця, а черв’як на висоту витка. Найбільшу глибину зану-
200
Розділ 10 |
Конструювання деталей редуктора |
рення для циліндричних зубчастих коліс рекомендується брати в межах до 2 висот зубців, але не менш 10 мм. Для великомодульних коліс (m > 20 мм) при дуже високій в'язкості масла достатнє занурення на половину висоти зубця. У зазначених вище рекомендаціях враховано, що в процесі роботи глибина занурення зменшується через розбризкування масла і налипання
|
|
його до стінок корпуса й інших де- |
||
|
|
талей. У багатоступеневих переда- |
||
|
|
чах |
рекомендації відносяться до |
|
|
|
коліс |
швидкохідних |
ступенів. |
|
|
Більш глибоке занурення (до 6m) |
||
|
|
припустиме для коліс |
тихохідних |
|
|
|
ступенів. При дуже обмежених |
||
|
|
швидкостях (< 1,5 м/с) і відсутності |
||
|
|
ребер можливо ще більш глибоке |
||
|
|
занурення, однак з метою обме- |
||
|
|
ження втрат на розмішування масла |
||
Рівень |
|
не рекомендується занурювати ко- |
||
Змащувальна |
лесо на глибину більш 100 мм. Ко- |
|||
масла |
шестірня |
леса |
конічних передач |
необхідно |
|
||||
|
|
занурювати в масло на всю довжи- |
||
|
Рисунок 10.28 - Змащувальна |
ну зубця. |
|
|
|
|
Для циліндричних шевронних |
||
|
шестірня з текстоліту |
передач без канавки посередині для |
||
виходу інструмента рекомендується вибирати таке розташування зубців, при якому зачеплення відбувається кутом вперед, тому що інакше масло, що стікається у кут, буде викликати гідравлічні удари.
15
2210
|
7 |
|
3 34 |
M16 |
12 |
|
20 |
|
6 |
|
|
|
A |
A |
|
|
|
L |
|
|
|
|
|
A-A |
|
|
|
|
5 |
а |
б) |
в) |
г) |
д |
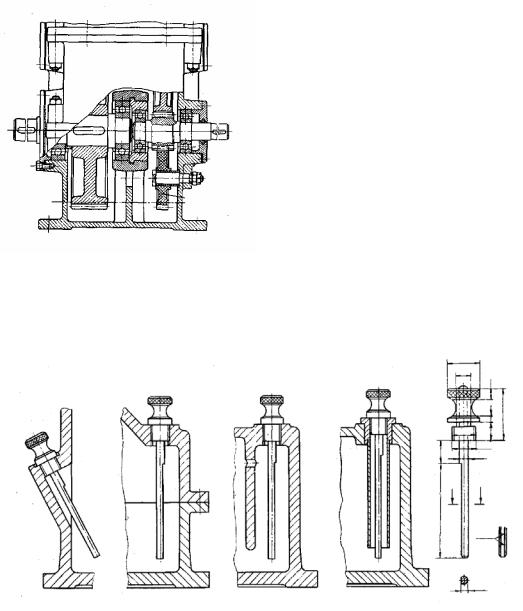
Рисунок 10.29 - Жезлові масловказівники:
а. б – без чохла; в – в камері корпуса; г – в чохлі; д – орієнтовні розміри масловказівника.
201
Розділ 10 |
Конструювання деталей редуктора |
У черв'ячних передачах з нижнім розташуванням черв'яка його варто занурювати в масло не глибше висоти витка, при цьому бажано, щоб рівень масла проходив через центр нижнього елемента кочення (кульки чи ролика). При верхньому розташуванні черв'яка глибина занурення повинна бути не нижче висоти зубця колеса, верхня межа глибини занурення не обмежується (або обмежується 1/3 радіуса колеса).
Об’єм масляної ванни приймають таким, щоб забезпечити відвід тепла, що виділяється, до стінок корпуса, а товщину масляного шару між зубчастими колесами і днищем рекомендується призначати досить великий, щоб продукти зносу могли осідати на дні і не попадали на робочі деталі. Запропонувати узагальнені рекомендації з вибору зазначених параметрів з урахуванням конкретних умов експлуатації важко. Приблизно можна рекомендувати приймати товщину шару масла під зубчастими і черв'ячними колесами не менш 5…10 модулів зубця. Обсяг масляної ванни для одноступеневих циліндричних редукторів рекомендується приймати таким, щоб на 1 кВт переданої потужності приходилося 0,35…0,7 л масла.
У випадках, коли не можна забезпечити сприятливі умови змащення декількох деталей зануренням в одну масляну
|
h |
35 |
80 |
|
ванну - застосовують спеціальні мастильні |
||
|
H |
80 |
125 |
|
|||
|
20 |
пристрої: мастильні зубчасті колеса з пла- |
|||||
|
|
|
|
||||
|
|
|
|
|
стмас (рис.10.28), розбризкувачі та ін. |
||
|
|
|
|
H |
Для виміру рівня масла в корпусі за- |
||
Маслостійка |
|
стосовують масловказівники різних конс- |
|||||
|
трукцій. |
Масловказівники |
вибирають з |
||||
гума |
|
|
|
||||
|
|
|
урахуванням зручності огляду, величини |
||||
|
|
|
|
|
|||
|
|
|
|
h |
перепаду |
рівнів змащення |
і небезпеки |
14×1,5 |
|
|
|
ушкодження. Найбільше поширення ма- |
|||
|
|
|
ють жезлові масловказівники (рис.10.29), |
||||
М |
|
|
|
тому що вони зручні для огляду; констру- |
|||
65кція їх проста і досить надійна. При великих колових швидкостях зубчастих коліс
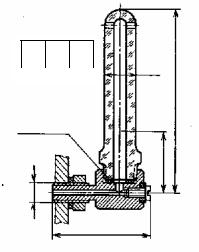
Рисунок 10.30 - Трубчастий жезл (щуп) встановлюють у чохлі (див. масловказівник рис.10.29, г). Трубчастий масловказівник (рис.10.30) зручний для огляду, але гірше захищений від ушкоджень. Кранові масловказівники (рис.10.31) ставлять
попарно в зоні верхнього і нижнього рівнів змащення. Про наявність змащення на даному рівні свідчить витікання її при відкритті крана. Для контролю рівня можна використовувати заливну пробку, якщо її установити так, щоб нижня частина отвору торкалася верхнього рівня масла. Така система контролю найбільш надійна при небезпеці ушкодження і застосовується в коробках передач і задніх мостів автомобілів. В табл.10.31 зображений рисунок і розміри ліхтарного масловказівника.
Максимальна температура нафтових масел у звичайних редукторах не повинна перевищувати 90...95° С. Робочу температуру масла в циліндричних і конічних редукторах рекомендується обмежувати < 50° С. Для черв'я- чних передач через їх високу температурну напруженість приходиться
202
Розділ 10 |
Конструювання деталей редуктора |
а) |
б) |
в) |
Рисунок 10.31 - Кранові масловказівники:
а – пробки (табл. 10.9) в зоні верхнього і нижнього рівнів масла; б – в корпусі; в – в пробці.
Таблиця 10.31 Ліхтарний масловказівник
|
Виконання Ι |
|
Виконання ΙΙ |
|
|
|
|||
|
3 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
D |
|
|
отв4 d D |
|
2 |
|
|
|
|
|
|
|
d d |
|
|
|
|||
|
|
|
1 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
l |
М5 4отв |
|
L1 |
|
D |
||
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Розміри, мм |
|
|
|
||
d |
|
|
D |
D1 |
d2 |
|
l |
|
L1 |
16 |
|
|
30 |
- |
М22×1,5 |
|
- |
|
20 |
20 |
|
|
40 |
- |
М27×1,5 |
|
- |
|
22 |
32 |
|
|
50 |
- |
М39×1,5 |
|
- |
|
26 |
50 |
|
|
70 |
- |
М60×2,0 |
|
- |
|
32 |
32 |
|
|
60 |
49 |
- |
|
12 |
|
- |
50 |
|
|
80 |
69 |
- |
|
16 |
|
- |
допускати більшу робочу температуру: для передач з циліндричними черв'я-
ками ≤ 70° С (максимум 100 С), із глобоїдними < 90° С (в особливих випадках до 110— 115° С). При проектуванні черв'ячного редуктора, для попередньої оцінки робочої температури, виконують тепловий розрахунок редуктора. Особливо актуальні ці розрахунки для черв'ячних передач через їх низький ККД і для передач, що працюють при високих швидкостях.
При колових швидкостях, що перевищують допустимі для картерного змащення зануренням, застосовують струминне циркуляційне змащення. Цей метод змащення є більш досконалим, але і більш складним і дорогим.
203
Розділ 10 |
Конструювання деталей редуктора |
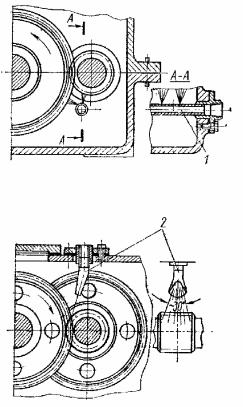
При струминному змащенні масло подається під тиском на зубці передач і в підшипники через спеціальні бризкала або щілинні сопла 2 (рис.10.32), потім стікає в корпус редуктора і надходить у відстійник, де охолоджується. Далі через фільтр, насос і розподільний пристрій масло знову подається до агрегатів, що змащуються. Бризкало являє собою трубу з за-
глушкою на кінці з одним або двома рядами отворів. При колових швидкостях ко-
созубих і шевронних зубчастих коліс до
|
45 м/с, а прямозубих до 20 м/с рекоме- |
|
ндується виконувати один ряд отворів і |
|
масло подавати безпосередньо в зону |
|
зачеплення. При великих швидкостях |
|
виконують два ряди отворів і масло по- |
|
дають окремо на шестірню і колесо пе- |
|
ред зоною зачеплення. Довжина бриз- |
|
кала повинна дорівнювати ширині ко- |
|
ліс. Діаметр отворів рекомендують бра- |
|
ти до 4 мм, крок не більш 100 мм, так |
|
щоб струмені змащення перекривали |
|
один одного. Щілинні сопла мають те ж |
|
призначення і встановлюються по од- |
|
ному або по декілька в залежності від |
|
ширини зубчастих коліс. |
|
Циркуляційне струминне зма- |
|
щення застосовують не тільки при ви- |
|
соких швидкостях, але й у випадках, |
|
коли через несприятливе розташування |
|
деталей (наприклад, вертикальні вали) і |
|
недостатньої для інтенсивного розбриз- |
|
кування колової швидкості не можна |
|
обійтися більш простими способами |
|
змащення. У подібних конструкціях |
|
спеціальний відстійник звичайно не по- |
|
трібний, тому що загальне тепловиді- |
Рисунок 10.32 - Струминне |
лення невелике й масло добре охоло- |
змащення зубчастого |
джується в корпусі редуктора. Фільтри |
зачеплення |
для очищення масла доцільно застосо- |
|
вувати у всіх випадках. |
Для подачі змащення використовують лопаткові, плунжерні або шестерні насоси, що приводяться в рух від одного з валів редуктора. У деяких випадках, наприклад, при реверсивному русі чи перемінній швидкості обертання валів редуктора для обертання насоса застосовують окремий електродвигун.
Для дво- і триступеневих зубчастих редукторів вибирають середню в'язкість з необхідних для різних ступенів. Для редукторів, що містять черв’ячну передачу в поєднанні з зубчастою, кінематична в’язкість і сорт масла приймаються за параметрами черв’ячної передачі.
Температура застигання масла повинна бути нижче можливої температури навколишнього середовища. При заміні марки масла варто керуватися
204