

Порядок расчёта припусков и межоперационных размеров по технологическим переходам на примере вала
Определить общую последовательность обработки и методы выполнения каждого перехода.
Назначаем допуски на размер заготовки и межоперационные размеры.
Назначаем шероховатость поверхности для промежуточных переходов и определяем глубину дефектного слоя по переходам.
Определить пространственную погрешность начиная от заготовки и погрешность установки по переходам.
Рассчитать min припуск по переходам.
Рассчитать номинальный припуск по переходам:
![]()
и номинальный припуск
![]()
Определить общий номинальный припуск заготовки:
2z = ∑2zi (z = ∑zi)
Рассчитать номинальные размеры детали по переходам:
![]() ,
,
а также размеры исходной заготовки.
Все вышеприведённые вычисления выполняют с точностью до мкм, с округлением в сторону увеличения припуска.
Номинальные размеры детали по переходам округляют с точностью, которую определяют величиной поля допуска соответствующего перехода, округление ведут в сторону увеличения массы.
![]()
Для проверки правильности расчёта рекомендуется:
Вычислить предельные размеры заготовки и детали по переходам
Вычислить предельные min и max значения припусков по переходам.
Проверить выполнение условия:
![]()
![]() -
min
значение припуска после округления.
-
min
значение припуска после округления.
Уточнение значения общего припуска на заготовку.
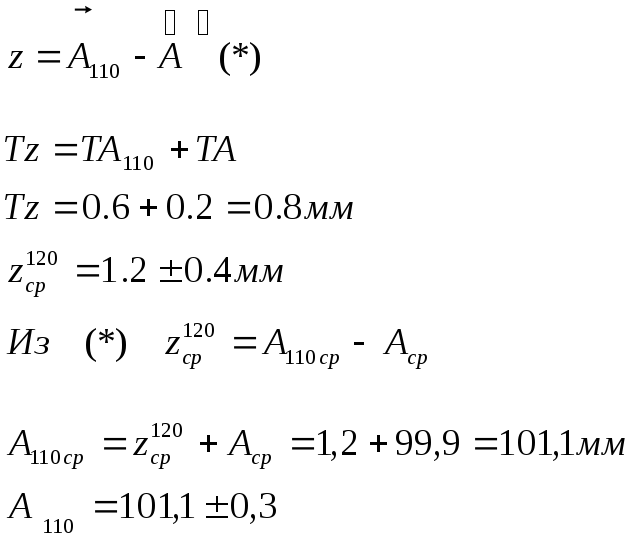
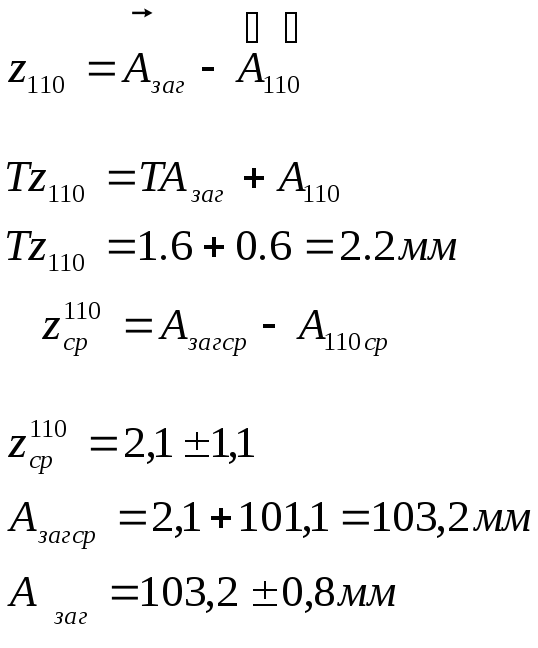
Расчёт межоперационных размеров при обработке торцевых поверхностей со сменой баз


Операция
110
![]()
ТА110 =0,6мм
Операция
120
![]()
А120=А=100-0,2
Размерная цепь №1

Размерная цепь №2

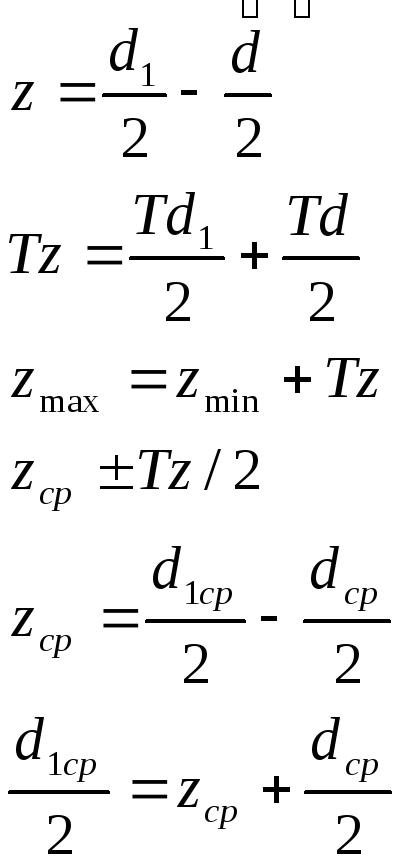
Расчёт глубины шпоночного паза при фрезеровании с учётом припуска под последующую обработку

После фрезерования паза в размер h1 допуском T (h1) выполняется шлифование поверхности вала с размера d1, который требуется рассчитать, при известном допуске Td1, в заданный чертежом размер d с допуском Td, для исключения забоин и заусенец, которые могут возникнуть при фрезеровании.
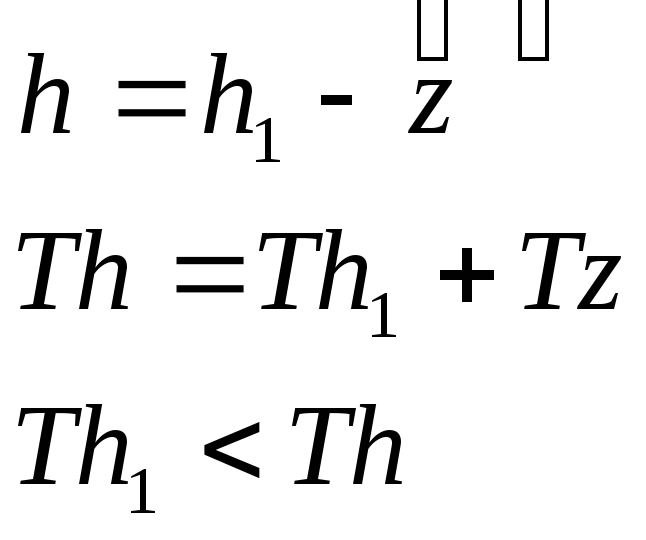
При шлифовании одновременно необходимо выдержать размер h, допуском Th. Этот размер определяет окончательную глубину шпоночного паза.
Минимальный припуск zmin под шлифование известен.
Размер вала перед фрезерованием
Размерная цепь №1 Размерная цепь №2

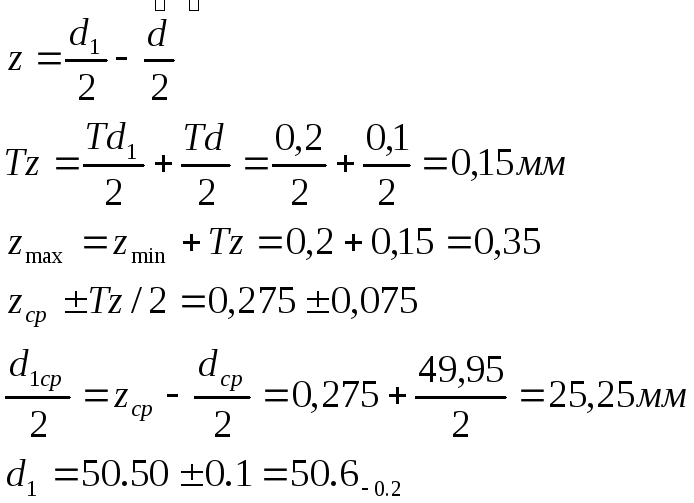
Расчёт межоперационного размера:
ПРИМЕР:
ДАНО:
h=5+0.2 - необходимо обеспечить 5±0,1
d = 50-0.1
d1 = ?(-0.2)
zmin=0.2 мм
ОПРЕДЕЛИТЬ:
d1 и h1
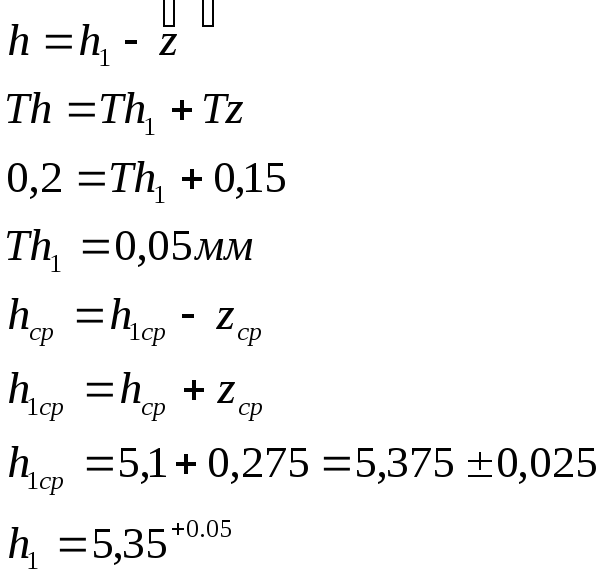
Если в ходе расчета второй размерной цепи допуск на размер h1 получился крайне жестким или вообще отрицательным, то необходимо вернуться к первой размерной цепи и пересмотреть допуски на размеры d и d1 в сторону их ужесточения.
56Технология сборки изделий. Виды сборки. Организация техпроцессов сборки Общая характеристика процессов сборки
Этап сборки завершающий в процессе изготовления изделия.
В зависимости от объекта сборки различают:
Общую сборку (объект – готовое изделие);
Узловую сборку (объект – составная часть изделия).
В зависимости от стадий выполнения сборочных работ различают:
1. Предварительную сборку с последующей разборкой. Цель: определение размера компенсатора;
2. Промежуточную сборку. Цель: для последующей обработки деталей в сборе.

3. Сборку под сварку;
4. Окончательную сборку (разборка не предполагается).
В зависимости от метода образования сборочных соединений различают виды сборки:
1. Слесарная (входе слесарно-сборочных работ);
2. Монтаж (сборка изделия на месте эксплуатации);
3. Электромонтаж (монтаж изделий, имеющих токоведущие части);
4. Сварка;
5. Пайка;
6. Клепка;
7. Склеивание;
8. Сшивание.
59. Общая последовательность проектирования технологического процесса сборки. Исходные данные для разработки технологического процесса сборки.
Общая последовательность проектирования техпроцесса сборки
Основные этапы проектирования
Получение исходных данных для проектирования;
Анализ технических требований, выявление технологических задач, выбор методов и средств контроля;
Расчет такта выпуска и установление метода работы (поточный, непоточный);
Выбор организационной формы сборки (стационарная, подвижная);
Технологический анализ сборочный чертежей и рабочих чертежей с точки зрения технологичности конструкции изделия;
Выбор метода обеспечения заданной точности;
Выбор маршрутной технологии;
Построение операций;
Выбор и разработка необходимых для выполнения техпроцесса СТО;
Техническое нормирование сборочных работ;
Расчет технико-экономических показателей процесса сборки и оценка вариантов;
Оформление технологической документации.
В исходные данные включают:
Сборочные чертежи со всеми техническими требованиями;
Рабочие чертежи деталей;
Спецификации к сборочным единицам и изделию в целом;
Технические условия на приемку изделия;
Программа выпуска;
Образец собранного изделия.
2) Имея исходные данные технолог должен изучить служебное назначение машины и проанализировать ее конструкцию. Нужно убедиться:
В возможности соединения сопрягаемых деталей;
В отсутствии препятствий в осуществлении таких соединений;
В возможности осуществления разборки;
В отсутствии препятствий установке сборочных единиц.
Технические требования, как правило, сводятся к соблюдению точности положения, вращения, линейного перемещения составных частей относительно друг друга. Эти требования обеспечиваются через точность взаимного положения собираемых частей, регламентируемую требованиями параллельности, перпендикулярности, соосности, симметричности и биения. Убедившись в возможности сборки нужно установить способы и средства для достижения нужной точности и контроля, основных точностных параметров.
При невозможности обеспечения точностных требований и их контроля необходимо корректировка конструкции совместно с конструктором для создания более технологичной конструкции.
При формулировке технологических задач выявляют:
Основные точностные характеристики;
Взаимное положение деталей, соответствующее самым худшим точностным показателям;
Для посадок с зазором анализируют возможные положения звеньев и определяют такие их положении, которые наиболее благоприятно сказываются на точности изделия;
Определяют заложенные в конструкции методы компенсации погрешностей, определяют способы контроля точностных параметров и составляют схемы их контроля.
3) Метод работы зависит от годовой программы; степень дифференциации техпроцесса определяется после сопоставления средней продолжительности сборочных операций с тактом выпуска, рассчитывают ожидаемый коэффициент загрузки:
![]() ,
,
где τ – такт выпуска;
Тшт.ср – среднее штучное время, определяемое по укрупненным нормативам.
Если К ближе к 1, то сборку строят на основе поточного метода и за каждым рабочим местом закрепляют одну операцию.
Обычно считают, что поточный метод целесообразен при К > 0.7…0.75.
Если такт выпуска значительно превышает среднее штучное время, то за каждым рабочим местом закрепляют несколько операций и оценивают размер производственной партии.
При малой программе выпуска и сложных изделиях размер партии соответствует трехмесячной программе, т.е. запуск один раз в квартал.
Для изделий средней сложности запуск раз в месяц – месячная программа.
Для простых изделий и большой программы выпуска размер партии двухнедельная программа.
4) Выбор организационной формы обусловлен годовой программой, разнообразием собираемых изделий, их технологической сложностью, габаритами и массой.
5) Анализ технологичности.
6) Выбор метода обеспечения точности (5 методов, полная взаимозаменяемость…).
7) Выбор маршрутной технологии. Изделия разбивают на сборочные единицы, определяют целесообразную степень дифференциации процесса сборки и устанавливают последовательность выполнения соединения всех сборочных единиц и деталей изделия. При этом учитывают следующие принципы:
Целесообразность выделения сборочной единицы (как конструктивной, так и технологической).
В сборочной единице не должно быть слишком много составных частей. В ней не должно быть слишком мало составных частей из-за усложнения комплектования общей сборки.
Если в результате сборки сборочной единицы требуется ее испытание или обкатка либо выполнение пригоночных работ, то такую сборку обязательно выносят за пределы общей сборки.
Сборочные единицы после монтажа на изделии не должны подвергаться разборке.
Трудоемкость сборки всех сборочных единиц должна быть примерно одинаковой.
После этого составляется технологическая система сборки.
По принятым технологическим схемам узловой и общей сборки выявляют основные сборочные операции. Операции выделяют так, чтобы на рабочем месте выполнялось однородная по своему характеру работа, которая должна быть технологически завершена. После этого составляется техпроцесс, степень детализации которого зависит от типа производства.
В единичном и мелкосерийном производстве ограничиваются разработкой маршрутного техпроцесса, представляющего перечень и последовательность сборочных операций.
Маршрутное описание требует высоко квалифицированного рабочего.
Операционное описание используется в операционных техпроцессах, разрабатываемых для условий серийного и массового производства. В этом случае операции разрабатываются максимально подробно с указанием содержания и последовательности выполняемых переходов и с приведением сведений по технологическим режимам.
Маршрутно-операционный способ описания при таком техпроцессе часть выполняется по операционному описанию (при сложных операциях). Используется в условиях мелкосерийного, среднесерийного и крупносерийного производств.
8) Проектирование технологических операций сборки (для условий серийного и массового производств).
В операционном техпроцессе сборки при выявлении порядка и последовательности операций учитывают:
Возможность совмещения операции с другой операцией или с несколькими операциями через деление данной операции на части;
Возможность более рациональной последовательности операций;
Возможность совмещения технологической операции с контрольной;
Упрощение сложной операции через выделение законченной ее части в отдельную операцию;
Возможность выполнения сборочных операций, требующих пригонки в механическом цехе.
62. Методы обеспечения требуемой точности сборки: полной взаимозаменяемости, неполной взаимозаменяемости, групповой сборки, пригонки, регулировки. Особенности каждого метода, их технологические возможности и область применения.