

41. Погрешность настройки и причины ее возникновения. Настроечный размер.
Погрешность настройки
Под настройкой станка на выдерживаемый размер понимается установка инструмента, рабочих органов станка и установочных элементов приспособления в такое положение, которое с учетом всех явлений, происходящих при обработке, обеспечивает получение выдерживаемого размера в пределах установленного допуска.
Такое взаимное положение элементов технологической системы называют настроечным (наладочным или установочным) размером.
Под погрешностью настройки понимают поле рассеивания возможных положений режущей кромки инструмента. Причиной погрешности настройки является невозможность получения при разных настройках одного и того же настроечного размера.
Погрешность настройки имеет 3 составляющих:
![]() ,
,
![]() – поле рассеивания, связанное со
смещением центра группирования
относительно настроечного размера.
Определяется в зависимости от количества
деталей и мгновенного поля рассеивания.
– поле рассеивания, связанное со
смещением центра группирования
относительно настроечного размера.
Определяется в зависимости от количества
деталей и мгновенного поля рассеивания.
![]() ,
,
![]() – количество пробных деталей,
– количество пробных деталей,![]() .
.
![]() – поле рассеивания, связанное с
погрешностью регулирования положения
РИ. Зависит от используемых средств
настройки (по лимбу, упору, с помощью
индикатора). Значения приводятся в
справочной технической литературе, а
при укрупненных расчетах эту погрешность
принимают равной цене деления используемого
регулирующего устройства или предельной
погрешности используемого для регулировки
положения РИ прибора.
– поле рассеивания, связанное с
погрешностью регулирования положения
РИ. Зависит от используемых средств
настройки (по лимбу, упору, с помощью
индикатора). Значения приводятся в
справочной технической литературе, а
при укрупненных расчетах эту погрешность
принимают равной цене деления используемого
регулирующего устройства или предельной
погрешности используемого для регулировки
положения РИ прибора.
![]() –по
лимбу;
–по
лимбу;
![]() –по
упору;
–по
упору;
![]() –по
эталону детали;
–по
эталону детали;
![]() – поле рассеивания, связанное с
погрешностью измерения. Эта величина
принимается равной предельной погрешности
используемого измерительного средства
и она не может быть больше 20% от поля
допуска на соответствующий размер (
– поле рассеивания, связанное с
погрешностью измерения. Эта величина
принимается равной предельной погрешности
используемого измерительного средства
и она не может быть больше 20% от поля
допуска на соответствующий размер (![]() ).
).
42. Суммарная погрешность механической обработки. Пути повышения точности обработки. Методы борьбы с систематическими и случайными погрешностями.
Пути уменьшения погрешности установки
Уменьшение погрешности базирования:
– правильный выбор ТБ через соответствие размера поверхности базы числу степеней свободы, которых она лишает заготовку;
– обеспечение принципа совмещения баз. Использование настроечных и проверочных баз;
– обеспечение принципа постоянства баз, в том числе за счет выполнения обработки с одного установа.
– обеспечение определенности местонахождения точек контакта заготовки с базирующими поверхностями заготовки, а также полноты этого контакта:
Точечный контакт при использовании черновых баз, а также повышение требований к точности и шероховатости базовых поверхностей при исполнении чистовых баз;
Требования к определенности направления погрешности формы базирующей поверхности.

Для опорной базы выпуклость.
Выполнение специально расположенных опор.
Уменьшение погрешности закрепления:
– правильный выбор схем установки, исключений деформирования заготовки при закреплении через:
Правильное расположение точек приложения зажимных усилий;
Применение дополнительных регулирующих опор для исключения деформирования заготовки под действием собственного веса.
– стабилизация усилий зажима;
– уменьшение деформаций опорных поверхностей приспособления;
– достаточность и своевременность приложения сил зажима в сравнении с силами, действующими на заготовку при обработке;
– своевременное удаление стружки и очистка установочных поверхностей приспособления.
Уменьшение погрешности приспособления:
– точность самого приспособления;
– повышение износостойкости базовых поверхностей приспособления;
– повышение точности установки.
Суммарная погрешность механической обработки
и пути повышения точности
Суммарная погрешность механической обработки рассчитывается через известные первичные погрешности:
![]() (10.1)
(10.1)
![]() –суммарная
системная погрешность.
–суммарная
системная погрешность.
Для диаметральных размеров:
![]() (10.2)
(10.2)
Формулы (10.1) и (10.2) показывают пути повышения точности обработки. При этом:
следует обратить внимание на доминирующие первичные погрешности, и технологические мероприятия в первую очередь должны быть направлены на подавление этих составляющих;
следует обратить внимание на возможность взаимной компенсации системных погрешностей;
при борьбе со случайными первичными погрешностями в первую очередь надо проанализировать возможность уменьшения погрешности настройки, например, через повышение точности используемого средства для регулировки инструмента, а также повышения точности средства контроля размера детали. При необходимости дальнейшего снижения случайной погрешности снижают погрешность установки через:
снижение погрешности закрепления применением более совершенных зажимных устройств и конструкций приспособлений с плотным прижимом базовых поверхностей заготовки к точным и жестким установочным поверхностям приспособления;
применение настроечных и проверочных ТБ;
изменение схемы базирования в целях уменьшения погрешности базирования.
Только в случае, если указанные мероприятия не привели к желаемому результату, в этом случае вводят в действие технологические мероприятия (уменьшение первичных погрешностей, обусловленных методом обработки).
В целом условием обработки без брака является:
![]() –для
линейных размеров;
–для
линейных размеров;
![]() –для
диаметральных размеров,
–для
диаметральных размеров,
где
![]() – коэффициент запаса точности (коэффициент
надежности обеспечения заданной
точности),
– коэффициент запаса точности (коэффициент
надежности обеспечения заданной
точности),
![]() –обработка
выполняется с достаточной надежностью.
–обработка
выполняется с достаточной надежностью.
![]() –линейные
размеры;
–линейные
размеры;
![]() –диаметральные
размеры.
–диаметральные
размеры.
![]() –условие
надежной обработки. (10.3)
–условие
надежной обработки. (10.3)
43 Методы настройки станков. Статическая настройка. Динамическая настройка. Настройка по пробным заготовкам с помощью рабочего качибра. Расчет настройки без учета переменных систематических погрешностей. Расчет настройки с учетом переменных систематических погрешностей. Исключение неисправимого брака за счет настройки (задачи).
Методы настройки станков и расчеты настроечных размеров
Для выполнения технологических операций необходима предварительная настройка (наладка) станка.
Настройкой (или наладкой) станка называется процесс подготовки ТОб и ТО к выполнению определенной операции.
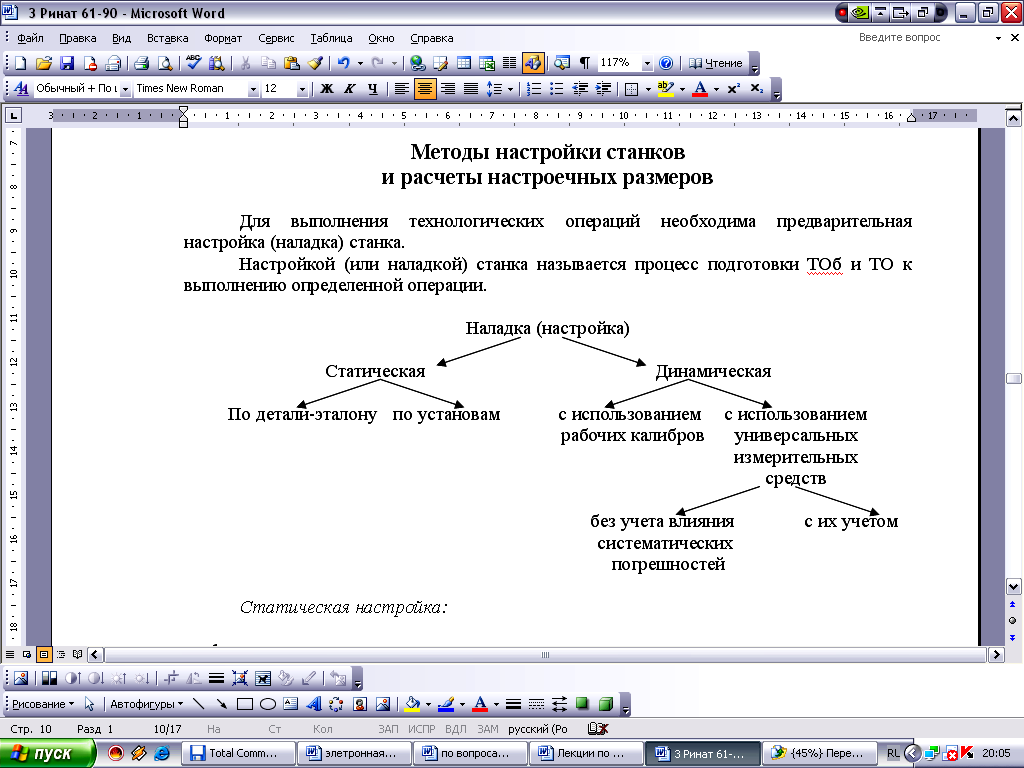
Статическая настройка:
с использованием детали-эталона

Важным моментом при выполнении настройки по эталону является определение размеров эталона.
Размеры эталона отличаются от размера необходимого (требуемого размера).
![]() –для
отверстий;
–для
отверстий;
![]() –
для валов.
–
для валов.
Величина поправки складывается из зазоров в опорных узлах оборудования, упругих перемещений технологической системы, шероховатости обработанной поверхности детали:
![]() ,
,
![]() для
станков нормальной точности
для
станков нормальной точности
по установам.
Установы – специально предусмотренные конструктивные элементы приспособлений, по которым выполняется предварительная настройка фрез.

Метод статической настройки – основной метод настройки станка с ЧПУ и станков типа обрабатывающих центр при многоинструментальной обработке.
Основные достоинства:
– сокращение длительности настройки, особенно при многоинструментальной обработке;
– возможность блочной замены инструмента за счет применения настройки блоков инструментов по эталону вне станка.
Недостаток: ограничение точности обработки – IT 8…9 (выше никак, хоть тресни).
Динамическая настройка:
с использованием рабочих калибров.

Данный
способ настройки не исключает возможности
появления брака при обработке, поскольку
фактический получающийся размер М может
€ разным генер. совок-м размеров (2 –
брак исключен; 1 – брак весьма вероятен).
Поэтому такой метод настройки следует
считать допустимым в исключительных
случаях. И для успешной настройки,
исключающей возможность брака, необходимо
использовать специальные калибры,
выполненные на допуск
![]() .
.
с использованием универсальных измерительных средств.
В
данном случае настройка выполняется
на размер
![]() , (10.4)
, (10.4)
![]() –допуск
настройки.
–допуск
настройки.
Настройка
выполняется по результатам обработки,
![]() деталей.
деталей.
Настройка считается правильной, если размер всех обработанных деталей вписывается в пределы выражения (10.4). При этом следует учесть следующий факт:

а) без учета влияния систематической погрешности.
Используется:
– при обработке точных деталей, когда поле допуска незначительно превышает поле рассеивания размеров;
– когда износ инструмента при обработке заготовок незначителен;
– когда обрабатывают малые партии деталей.

![]() (10.5)
(10.5)
![]() (10.6)
(10.6)
![]() ,
не входит погрешность, связанная со
смещением центра группирования. (10.7)
,
не входит погрешность, связанная со
смещением центра группирования. (10.7)
(10.5) с учетом (10.7) – обработка без брака возможна
б) с учетом систематически действующих факторов (например, износ инструмента).
Например, обработка отверстия.

При данной настройке часть поля допуска заранее отводится для компенсации их действия.
![]() –количество
обработанных деталей.
–количество
обработанных деталей.
Настройка ведется от верхней границы. Поэтому часть поля допуска отводится на компенсацию нагрева инструмента при обработке первых деталей.
Таким образом,
 (10.8)
(10.8)
![]() (10.9)
(10.9)
![]() (10.10)
(10.10)
![]() (10.11)
(10.11)
44 Управление точностью процесса обработки по входным и выходным данным. Адаптивное управление на станках с целью повышения точности и производительности изготовления деталей. Пути повышения точности изготовления деталей.
Управление точностью обработки
Включает в себя контроль точности техпроцесса и управление точностью техпроцессов.
Контроль точности техпроцессов выполняется, как правило, через использование метода точечных диаграмм.

![]() –среднее
арифметическое значение;
–среднее
арифметическое значение;
![]() –вариация
– размах показаний.
–вариация
– размах показаний.
Если
![]() выходит за допустимые пределы, то
делается вывод о необходимости понастройки
оборудования,
выходит за допустимые пределы, то
делается вывод о необходимости понастройки
оборудования,![]() поднастройка.
поднастройка.
Если
![]() выходит за пределы, то значит недопустимый
размах
выходит за пределы, то значит недопустимый
размах![]() остановка техпроцесса
остановка техпроцесса![]() ремонт оборудования.
ремонт оборудования.
![]()
Управление точностью процесса обработки связано с необходимостью обеспечения точности в условиях действия как системных, так и случайных факторов. Например, для исключения влияния и действия переменной системной погрешности, обусловленной размерным износом, необходима периодичная поднастройка оборудования, которая выполняется на основании измерения нескольких последовательно обработанных деталей через определенный промежуток времени. Такая поднастройка называется поднастройкой по выходным данным.
Поднастройка по входным данным имеет целью уменьшение поля рассеивания размеров, вызванное случайными погрешностями, главным образом, колебаниями припуска и твердости. Уменьшение влияния этих факторов достигают через предварительную сортировку деталей по размерам и твердости. Главный недостаток – рост трудоемкости обработки из-за необходимости сортировки всех деталей перед обработкой.
Другой путь решения, также связанный с поднастройкой по входным данным, состоит в использовании систем адаптации управления точностью обработки.
(САдУ
точностью
![]() управление переменное, жесткость
самостоятельно).
управление переменное, жесткость
самостоятельно).