

1270
.pdfРис. 62. Осциллограммы записи осевого усилия резания в течение рабочего хода блока твердосплавных протяжек на различных скоростях протягивания замков лопаток из стали ЭИ961Ш
161

Рис. 63. Влияние скорости протягивания V на изменение среднего максимального осевого усилия резания Pz max на четырех секциях быстрорежущих (а) и твердосплавных (б) протяжек
при протягивании хвостовиков лопаток из стали ЭИ961Ш
 1-я секция,
1-я секция,  2-я секция,
2-я секция,  3-я секция,
3-я секция,  4-я секция,
4-я секция,  среднее значение
среднее значение
162
Аналогичная закономерность снижения сил резания Рz установлена и при протягивании твердосплавными протяжками (см. рис. 63, б). С увеличением скорости протягивания V с 1,5 до 28,0 м/мин максимальные значения сил резания снижаются с 15…16 до 11…12 кН, т.е. на 25…30 %. Кроме того, установлено, что простая замена быстрорежущих протяжек на твердосплавные позволяет дополнительно снизить усилия резания на 10…15 %. Таким образом, переход на скоростное протягивание замков лопаток из жаропрочных нержавеющих сталей ЭИ736Ш и ЭИ961Ш с V = 26…28 м/мин с применением как быстрорежущих, так и твердосплавных протяжек позволяет снизить усилия резания на 35…40 % по сравнению с применяемыми в серийном производстве методами протягивания.
При протягивании замков лопаток из титанового сплава ВТ3-1 в производственных условиях проводился анализ фактической величины снимаемого припуска на различных поверхностях замков лопаток, фактических подач на зубьях секционных протяжек, фактической ширины стружки на каждом зубе протяжки. Установлено, что фактические подачи отличаются от заданных по чертежам протяжек. Затем рассчитывались средние значения удельных сил резания Рz уд и Ру уд в зависимости от величины подачи Sz и скорости резания V. Проведен анализ изменения на четырех участках протяжного блока (рис. 64) фактических измеренных величин подачи на зуб Sz и суммарной ширины резания В на каждом зубе левой, правой и подошвенной секций протяжек, находящихся одновременно в контакте с деталью.
Установлено, что на первых секциях предварительных протяжек (участок 1) идет интенсивное нарастание ширины резания В1 до 110 мм при полном контакте одновременно по четыре зуба на левой, правой и подошвенной протяжках (см. рис. 57), т.е. срезаются одновременно четыре контурных полукольца стружек. Шаг протяжек рассчитывается так, чтобы в резании одновременно участвовало 3–4 зуба.
На втором участке ширина резания В2 продолжает нарастать, но с меньшей скоростью (от 110 до 120 мм), приближаясь к окончательному профилю.
163

164
Рис. 64. Изменение подачи Sz и ширины резания В по ходу движения блока протяжек при протягивании лопаток из ВТ3-1
На третьем участке в работу включаются фасочные протяжки, подрезающие фаски по профильной схеме. Ширина резания В3 возрастает постепенно до 30 мм. В контакте с деталью одновременно находятся 4–5 зубьев.
На четвертом (чистовом) участке блока наблюдается более плавное нарастание ширины резания В4 от 85 до 90 мм при резании одновременно четырех зубьев по окончательному контуру профиля замка лопатки. Снижение ширины резания В4 относительно В2 объясняется подрезкой контура профиля замка фасочными протяжками на третьем участке.
Приведенный анализ изменения ширины резания необходим для объективной оценки результатов измерения усилий резания при протягивании замков лопаток в производственных условиях.
Известно, что ширина резания В прямо пропорционально влияет на величину сил резания Рz и Ру. Кроме того, на величину сил резания Рz и Ру влияет изменение подачи на зуб Sz.
Измерение фактических подач на всех секциях протяжек выявило значительный разброс величин Sz относительно заданных чертежных размеров. Так, на первом участке блока величина подач Sz на различных зубьях составляла от 0,03 до 0,15 мм/зуб при чертежном размере 0,08 мм/зуб. На втором участке изменение величин подач составляло от 0,02 до 0,07 мм/зуб при чертежном размере 0,06 мм/зуб. На третьем участке Sz изменялось от 0,03 до 0,15 мм/зуб при техническом требовании 0,08 мм/зуб. Наконец, на четвертом (чистовом) участке разброс значений Sz составлял от 0,02 до 0,08 мм/зуб при техническом требовании 0,04 мм/зуб.
Причиной такого значительного изменения фактических подач является неравномерный износ в виде выкрашиваний твердого сплава различной величины на режущих кромках зубьев протяжек. В процессе заточки изношенных протяжек заточник удаляет следы выкрашивания на каждом зубе, снимая различный припуск твердого сплава по передней поверхности на различных зубьях. В результате
165
размеры зубьев уменьшаются по высоте неравномерно, и фактические подачи отличаются от расчетных.
Для устранения этих недостатков необходимо разработать мероприятия по снижению хрупкого разрушения твердосплавных протяжек. Переточку протяжек следует производить с одинаковым съемом припуска с каждого зуба с целью сохранения величины подачи согласно техническим условиям.
Последующие эксперименты проводились после устранения отмеченных недостатков с отклонением от расчетной величины подачи не более 0,01…0,02 мм на одной протяжке. Общий снимаемый припуск при протягивании скосов и подошв хвостовиков лопаток из титанового сплава ВТ3-1 распределился следующим образом: на первом участке левая протяжка 0,76 мм, правая протяжка 1,2 мм, подошва 0,1 мм; на втором участке левая протяжка 0,70 мм, правая 0,33 мм, подошва 0,68 мм; на четвертом участке левая протяжка 0,23 мм, правая 0,4 мм, подошва 0,92 мм.
Изменение ширины резания, подачи на зуб, общего снимаемого припуска одинаково для любой скорости протягивания. Однако изменение усилий резания зависит не только от этих параметров, но и от изменения скорости резания. С увеличением скорости резания титанового сплава ВТ3-1 с 2 до 26 м/мин максимальное значение Рz снижается с 26 до 20 кН на первых предварительных протяжках, т.е. снижение составляет 23 %. На окончательных секциях снижение усилий резания составляет 11 %.
Аналогичные эксперименты были выполнены при протягивании замков лопаток из жаропрочного деформируемого сплава ЭИ787-ВД и литейного сплава ВЖЛ14. Результаты исследований представлены на рис. 65 и 66. При увеличении скорости протягивания замков лопаток из ЭИ787-ВД с 2 до 26 м/мин средние значения Рz max снижаются с 12,80 до 10,88 кН с использованием острых протяжек и с 22,92 до 17,29 кН с использованием затупленных до hз = 0,3 мм протяжек
(рис. 65), т.е. на 20…25 %.
166
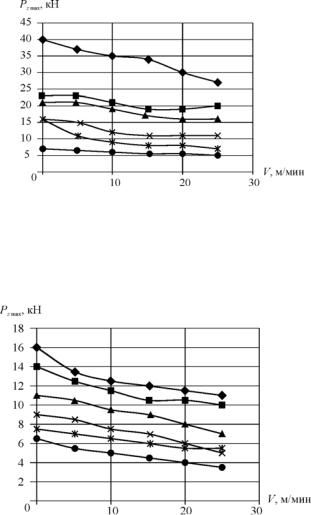
Рис. 65. ВлияниескоростипротягиванияV замковлопатокизсплаваЭИ787-ВД навеличинусреднихзначенийосевогоусилиярезанияPz max
наразличныхсекцияхпротяжногоблокапередзаточкой(износ0,2 мм) ипослезаточкипротяжек(острозаточен.) изсплаваВК8  1-ясекция, hз = 0,2 мм;
1-ясекция, hз = 0,2 мм;  3-ясекция, hз = 0,2 мм;
3-ясекция, hз = 0,2 мм;
 1-ясекция, острые;
1-ясекция, острые;  3-ясекция, острые;
3-ясекция, острые;  2-ясекция, hз= 0,2 мм;
2-ясекция, hз= 0,2 мм;  2-ясекция, острые
2-ясекция, острые
Рис. 66. Влияние скорости протягивания V замков лопаток из сплава ВЖЛ14 на величину средних значений осевого усилия резания Pz max
на различных секциях протяжного блока перед заточкой (износ 0,2 мм) и после заточки протяжек (острозаточен.) из сплава ВК8
 1-я секция, hз = 0,2 мм;
1-я секция, hз = 0,2 мм;  1-я секция, острые;
1-я секция, острые;
 3-я секция, hз = 0,2 мм;
3-я секция, hз = 0,2 мм;  3-я секция, острые;
3-я секция, острые;  2-я секция, hз = 0,2 мм; hз
2-я секция, hз = 0,2 мм; hз 2-я секция, острые
2-я секция, острые
167

Увеличение скорости протягивания замков лопаток из литейного жаропрочного сплава ВЖЛ14 также приводит к снижению усилий резания (см. рис. 66). При скорости резания острыми протяжками
2 м/мин Рz max = 16,7 кН, а при V = 26 м/мин максимальные значения Рz max = 10,85 кН. С увеличением износа усилия резания увеличиваются
на 10…15 %. При этом повышение скорости протягивания приводит к снижению усилий резания с 18,7 кН при V = 2 м/мин до 12,4 кН при
V = 26 м/мин, т.е. на 35 %.
Экспериментальное исследование закономерностей зависимости сил резания от режимов протягивания проводились при обработке не только замков лопаток, но и пазов в дисках компрессоров и турбин. Характерные записи осциллограмм осевого усилия резания Рz приведены на рис. 67 и 68.
Рис. 67. ХарактерныеосциллограммызаписиосевогоусилиярезанияРz исхемырезаниянаразличныхсекцияхпротяжногоблокаприокончательном протягиваниипазов«ласточкинхвост» вдискахкомпрессораизтитанового
сплаваВТ9 cоскоростямирезанияа) 26 м/мин(ВК8); б) 2 м/мин(Р18)
168

Рис. 68. Характерные осциллограммы записи осевого усилия резания Рz и схемы резания на различных секциях протяжного блока при окончательном протягивании «елочных» пазов в дисках турбин из сплава ЭИ437БУ-ВД cо
скоростями резания 1,5 м/мин, Р18 (а) и 26 м/мин, ВК8 (б)
Анализ осциллограмм показал, что при протягивании пазов «ласточкин хвост» в дисках компрессоров из титанового сплава ВТ9 (см. рис. 67) максимальные значения сил резания Pz до 12 кН возникают на предварительной прорезной протяжке, прорезающей прямоугольный паз шириной 8 мм. Вторая предварительная протяжка расширяет паз до образования формы «ласточкиного хвоста». При этом Рz = 6,5…8,0 кН. Окончательная секция протяжек обрабатывает паз
169
по всему профилю одновременно с усилием резания до 7…9 кН. Сравнивались усилия резания при скорости протягивания 2 м/мин – протяжки быстрорежущие из Р18 (см. рис. 67, б) – и при скорости 26 м/мин – протяжки твердосплавные ВК8 (см. рис. 67, а). Скоростное протягивание обеспечивает снижение осевых усилий резания на 10…15 % по сравнению с серийным процессом протягивания.
При протягивании дисков компрессора из стали ЭИ961Ш максимальные значения Рz значительно меньше и составляют на первых прорезных протяжках 4…7 кН, на вторых – 4,5…5,5 кН, на третьих – 2,5…4,0 кН. Затупление протяжек до износа по уголкам зубьев 0,2…0,3 мм вызывает рост осевых сил резания на 20…30 %.
При протягивании «елочных» пазов в дисках турбин из деформируемых жаропрочных сплавов ЭИ437БУ-ВД и ЭП742-ПД обнаружены наибольшие значения действующих осевых сил резания по сравнению с обработкой сталей и титановых сплавов.
Так, при протягивании пазов в дисках турбин из сплава ЭП742-ПД быстрорежущими протяжками Р18 на скорости 1,5 м/мин максимальное значение Рz = 34 кН действует на первых зубьях предварительной протяжки. Первый блок состоит из двух секций по 94 зуба, имеющих подачу 0,1 мм/зуб. Постепенно по мере углубления паза усилие резания Рz уменьшается до 10 кН в связи с уменьшением ширины резания с 15 до 4 мм на последнем зубе. Второй (окончательный) блок состоит из трех секций протяжек. Первая секция блока формирует поверхность клина, срезая следы предварительной протяжки. Здесь Рz max = 30 кН. Вторая секция углубляет дно паза и формирует «елочный» профиль предварительно по генераторной схеме, максимальное значение Рz = 22 кН. Последняя (окончательная) секция блока формирует профиль паза по профильной «чулочной» схе-
ме резания. Здесь Рz max = 20 кН.
При протягивании «елочных» пазов в дисках турбин из сплава ЭИ437БУ-ВД на различных скоростях резания быстрорежущими и твердосплавными протяжками установлено, что скоростной режим (V = 26 м/мин, ВК8) способствует снижению усилий резания Рz по сравнению с серийным режимом (V = 2 м/мин, Р18) на первом
170