

1270
.pdfпротяжек из ВК8 уменьшает στ незначительно до нулевых значений. Таким образом, замена применяемых на производстве серийных режимов протягивания замковых соединений дисков и лопаток из нержавеющих жаропрочных сталей на скоростное протягивание с применением как быстрорежущих, так и твердосплавных протяжек снижает величину растягивающих остаточных напряжений
исоздает более благоприятное распределение их по глубине поверхностного слоя.
Исследование особенностей формирования остаточных напряжений в титановых сплавах проведены при протягивании замков лопаток компрессора из сплава ВТ3-1, пазов в кольцах НА из сплава ОТ4 и пазов в дисках компрессора из сплавов ВТ3-1, ВТ9 и ВТ18У.
Протягивание замков лопаток из сплава ВТ3-1 проводилось твердосплавными протяжками ВК8 на скоростях резания 2, 8, 14, 20
и26 м/мин, после чего электроэрозионным методом вырезались образцы и измерялись остаточные напряжения при травлении поверхности образцов на приборе ПИОН-2.
Результаты исследования, приведенные на рис. 98, показывают, что в поверхностном слое замков лопаток образуются сжимаю-
щие остаточные напряжения στ на всем диапазоне скоростей резания.
Рис. 98. Характер изменения остаточных напряжений στ по глубине h поверхности лопаток из титанового сплава ВТ3-1 острыми протяжками из ВК8
 V = 2 м/мин,
V = 2 м/мин,  V = 8 м/мин,
V = 8 м/мин,  V = 14 м/мин,
V = 14 м/мин,  V = 20 м/мин,
V = 20 м/мин,  V = 26 м/мин
V = 26 м/мин
211
При протягивании острыми протяжками сжимающие напряжения переходят в растягивающие на глубине 30…40 мкм. Увеличение скоростей резания с 2 до 26 м/мин практически не изменяет величины сжимающих остаточных напряжений. При любых скоростях резания в данном диапазоне максимальные сжимающие напряжения находятся в диапазоне 210…250 МПа на одной и той же глубине 10 мкм поверхностного слоя замков лопаток. Несколько меньшее значение остаточных сжимающих напряжений (στ = –140 МПа) обнаружено при скорости 8 м/мин.
Наличие сжимающих напряжений при протягивании титановых сплавов вызвано превалирующим действием силового фактора над тепловым, что можно объяснить, например, меньшей пластичностью этих сплавов по сравнению с нержавеющими сталями.
Снижение сжимающих напряжений при скорости 8 м/мин связано с образованием нароста на режущих кромках с малым радиусом округления, что приводит к уменьшению силового воздействия на срезанный слой металла.
По мере износа протяжек радиус округления увеличивается, соответственно, возрастает силовое воздействие на срезаемый слой и на обработанную поверхность. В результате в поверхностном слое образуются более глубокие сжимающие остаточные напряжения (рис. 99), которые даже на глубине более 200 мкм остаются сжимающими. Здесь также минимальные сжимающие напряжения –30 МПа обнаружены при скорости резания 8 м/мин. Причем эти напряжения могут переходить в растягивающие на глубине 100 мкм.
С увеличением скорости протягивания затупленными протяжками с 2 до 26 м/мин происходит увеличение сжимающих остаточных напряжений с –70 до –250 МПа, что является благоприятным фактором для применения нового метода скоростного протягивания замков лопаток.
Интересно сравнение остаточных напряжений, полученных в хвостовиках лопаток после протягивания быстрорежущими протяжками из Р18 и твердосплавными протяжками из ВК8 на одной и той же скорости резания 2,5 м/мин (рис. 100). Анализ графиков
212
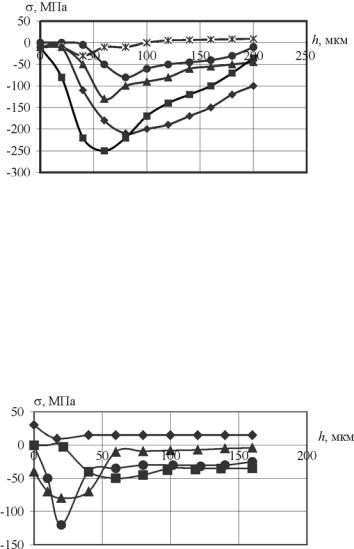
Рис. 99. Характер изменения остаточных напряжений στ по глубине h поверхностного слоя хвостовиков лопаток из титанового сплава ВТ3-1, протянутых на различных скоростях резания затупившимися протяжками из ВК8 (hз = 0,3 мм)
 V = 2 м/мин,
V = 2 м/мин,  V = 8 м/мин,
V = 8 м/мин,  V = 14 м/мин,
V = 14 м/мин,  V = 20 м/мин,
V = 20 м/мин,  V = 26 м/мин
V = 26 м/мин
показал, что протяжки из Р18, имеющие малый радиус округления у острых зубьев, образуют при обработке небольшие растягивающие напряжения до 5 МПа. При этом протяжки из ВК8 с большим радиусом округления образуют сжимающие остаточные на-
Рис. 100. Характер изменения остаточных напряжений στ по глубине h поверхностного слоя хвостовиков лопаток из титанового сплава ВТ3-1, протянутых протяжками из Р18 и ВК8 на скорости резания 2, 5 м/мин  Р18, острые;
Р18, острые;  Р18, тупые;
Р18, тупые;  ВК8, острые;
ВК8, острые;  ВК8, тупые
ВК8, тупые
213
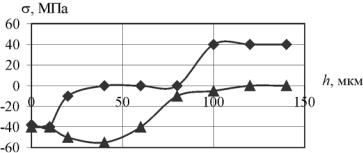
пряжения до 15 МПа на глубине 20 мкм. При затуплении протяжек радиус округления увеличивается, что приводит к увеличению силового фактора и росту сжимающих напряжений.
Протягивание пазов в кольцах направляющих аппаратов (НА) компрессора из сплава ОТ4 проводилось быстрорежущими протяжками из Р18 на скоростях 12 и 26 м/мин. Протяжки предварительно затуплялись путем обработки партии колец до hз = 0,2 мм.
Результаты исследования остаточных напряжений, представленные на рис. 101, показали, что на глубине до 10 мкм значения сжимающих στ одинаковы (–40…–42 МПа) для обеих скоростей резания. На глубине 40 мкм сжимающие остаточные напряжения при скорости резания 12 м/мин уменьшаются и переходят в растягивающие, а при скорости 25 м/мин достигают своего максимального значения: –60 МПа. На глубине 120 мкм στ при скорости резания 12 м/мин увеличиваются до +40 МПа, а при скорости резания 25 м/мин στ переходят из сжимающих в нулевые.
Рис. 101. Изменение остаточных напряжений στ по глубине поверхностного слоя h пазов в кольцах НА из ОТ4, протянутых на скоростях 12 м/мин (Р18) и 25 м/мин (ВК8)
 V = 12 м/мин,
V = 12 м/мин,  V = 25 м/мин
V = 25 м/мин
Аналогичный характер формирования остаточных напряжений обнаружен и при протягивании пазов в дисках компрессоров из сплавов ВТ3-1, ВТ9, ВТ18У. Максимальные значения στ также невелики и составляют –40…–90 МПа.
214
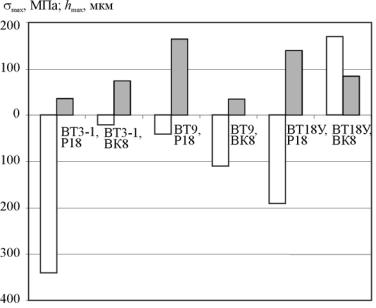
Сравнение скоростных режимов протягивания (V = 0,43 м/с, ВК8) с применяемыми на производстве серийными режимами (V = 0,05 м/с, Р18) показало некоторое преимущество скоростного протягивания из-за формирования несколько больших по величине сжимающих напряже-
ний(рис. 102).
Рис. 102. Результаты определения поверхностных остаточных напряжений в пазах дисков компрессора из различных титановых сплавов
по максимальной величине σmax и глубине ее расположения hmax
 – σmax, МПа;
– σmax, МПа;  – hmax, мкм
– hmax, мкм
Таким образом, при протягивании титановых сплавов скоростные режимы более благоприятны с позиции формирования остаточных напряжений по сравнению с применяемыми на производстве низкоскоростными режимами резания.
Исследование формирования остаточных напряжений в жаропрочных деформируемых и литейных сплавах на никелевой основе проводилось при протягивании замков лопаток компрессора из де-
215

формируемого сплава ЭИ787-ВД и литейного сплава ВЖЛ14, а также при протягивании «елочных» пазов в дисках турбин из деформируемых сплавов ЭИ698-ВД, ЭП742-ПД, ЭИ437БУ-ВД.
Результаты исследования остаточных напряжений, представленные на рис. 102, 103, 104 и 105, показывают, что при протягивании замков лопаток из жаропрочных сплавов ЭИ787-ВД и ВЖЛ14 в поверхностном слое деталей наводятся в основном растягивающие остаточные напряжения.
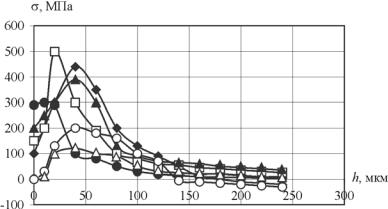
Рис. 103. Распределение остаточных тангенциальных напряжений στ по глубине поверхностного слоя h замков лопаток из сплава ХН35ВТЮ-ВД
при различных скоростях протягивания острыми протяжками из ВК8  2 м/мин,
2 м/мин,  8 м/мин,
8 м/мин,  14 м/мин,
14 м/мин, 20 м/мин,
20 м/мин, 26 м/мин
26 м/мин
При увеличении скорости протягивания сплава ЭИ787-ВД с 2 до 26 м/мин острыми протяжками (см. рис. 103) остаточные напряжения возрастают по величине, достигают максимума при скорости 8 м/мин, затем снижаются до минимальных значений при скоростях 14…20 м/мин и вновь возрастают.
216

Рис. 104. Распределение остаточных тангенциальных напряжений στ по глубине поверхностного слоя h замков лопаток из сплава ХН35ВТЮ-ВД при различных скоростях протягивания затупившимися протяжками из ВК8 (hз = 0, 2 мм)
 Р18, 1,5 м/мин;
Р18, 1,5 м/мин;  2 м/мин;
2 м/мин;  8 м/мин;
8 м/мин;  14 м/мин;
14 м/мин;  20 м/мин;
20 м/мин;  26 м/мин
26 м/мин
Рис. 105. Распределение остаточных тангенциальных напряжений στ по глубине поверхностного слоя h замков лопаток из литейного сплава ВЖЛ14 при различных скоростях протягивания острыми протяжками из ВК8
 Р18, 1,5 м/мин,
Р18, 1,5 м/мин,  2 м/мин,
2 м/мин,  8 м/мин,
8 м/мин,  14 м/мин,
14 м/мин,  20 м/мин,
20 м/мин,  26 м/мин
26 м/мин
217
В то же время нужно отметить, что глубина распространения растягивающих остаточных напряжений с увеличением скорости резания с 8 до 26 м/мин уменьшается с 240 до 120 мкм.
С увеличением износа протяжек (см. рис. 104) остаточные напряжения возрастают на 20…30 % особенно в зоне низких скоростей резания. При протягивании замков лопаток из сплава ЭИ787-ВД по серийному варианту (Р18, V = 1,5 м/мин) затупленными протяжками в поверхностном слое наводятся наибольшие (до 480 МПа) остаточные растягивающие напряжения. Увеличение износа протяжек до hз = 0,2 мм кроме повышения остаточных напряжений приводит к смещению минимума напряжений в сторону больших скоростей резания.
Аналогичный характер изменения остаточных напряжений наблюдается и при протягивании жаропрочного литейного сплава ВЖЛ14 (см. рис. 105, 106)
Рис. 106. Распределение остаточных тангенциальных напряжений στ по глубине поверхностного слоя h замков лопаток из литейного сплава ВЖЛ14 при различных скоростях протягивания затупившимися протяжками из ВК8 (hз = 0,2 мм)
 Р18; 1,5 м/мин;
Р18; 1,5 м/мин;  2 м/мин;
2 м/мин;  8 м/мин;
8 м/мин;  14 м/мин;
14 м/мин;  20 м/мин;
20 м/мин;  26 м/мин
26 м/мин
218

Экстремальный характер зависимости στ max = f (V) (рис. 107) можно объяснить следующим образом. С увеличением скорости резания от 2 до 8 м/мин для сплава ЭИ787-ВД и до 14 м/мин для сплава ВЖЛ14 происходит увеличение στ max в связи c резким нарастанием температуры контакта (резания) и разогревом тонких поверхностных слоев. Верхним нагретым слоям, стремящимся увеличить объем, сопротивляются нижележащие слои. В верхних слоях образуются напряжения сжатия. При охлаждении детали объем верхних слоев уменьшается, чему препятствуют нижележащие слои (чем больше разогрев поверхности, тем больше напряжения). В результате после протягивания в поверхностном слое с увеличением температуры резания образуются растягивающие напряжения большей величины. Образующийся нарост при этих скоростях снижает действие силового фактора.
Рис. 107. Влияние скорости резания V на величину максимальных остаточных напряжений στ maxпри протягивании хвостовиков лопаток из жаропрочных сплавов ЭИ787-ВД и ВЖЛ14 острыми
и затупившимися протяжками (hз = 0,2 мм)  ЭИ787-ВД, острые;
ЭИ787-ВД, острые;  ЭИ787-ВД, затуп.;
ЭИ787-ВД, затуп.;  ВЖЛ14, острые;
ВЖЛ14, острые;  ВЖЛ14, затуп.
ВЖЛ14, затуп.
219
С увеличением действия теплового фактора при возрастании скорости резания более 14 м/мин происходит снижение пластических характеристик поверхностного слоя металла, повышение его хрупкости. Одновременно уменьшается процесс наростообразования. Это приводит к увеличению силовой деформации в зоне резания. Кроме того, в диапазоне скоростей резания от 14 до 20 м/мин происходит уменьшение интенсивности прироста температуры резания с увеличением скоростей, т.е. ослабление действия теплового поля. Поэтому увеличение действия силового фактора приводит к снижению растягивающих напряжений. При дальнейшем увеличении скорости резания (более 20 м/мин) происходит резкое снижение прочностных свойств материала поверхностного слоя и снижение сил резания. В результате такого суммарного взаимодействия силового и теплового полей остаточные тангенциальные напряжения увеличиваются.
Износ протяжек при увеличении скорости резания вызывает одновременное усиление интенсивности действия теплового и силового факторов. В результате картина изменения στ max = f (V) меняется. На низких скоростях στ max увеличивается, а на высоких – уменьшается по сравнению с протягиванием острыми протяжками.
Протягивание «елочных» пазов в дисках турбин сопровождается появлением как сжимающих, так и растягивающих напряжений. При протягивании пазов в дисках из сплава ЭИ437БУ-ВД со скоростью 2 м/мин протяжками из Р18 в поверхности пазов образуются незначительные остаточные растягивающие напряжения до +120 МПа (рис. 108). Увеличение скорости протягивания до 26 м/мин и применение твердосплавных протяжек из ВК8 способствует формированию значительных сжимающих напряжений до –400 МПа на поверхности и глубине до 120 мкм.
При протягивании «елочных» пазов в дисках из сплава ЭП742ПД изменение скорости протягивания от 2 до 15 м/мин и замена протяжек из Р18 на ВК8 практически не влияют на характер формирования остаточных напряжений (рис. 109). Образуются на поверхности слабые сжимающие напряжения, которые переходят в незначитель-
220