

Статистические исследования контроля качества в автоматизированных
..pdf5.Повреждения платформы.
6.Ошибки формирования управляющего сигнала.
7.Расстояние от приёмника платформы до передатчика хоста.
8.Внешние сигналы, оказывающие влияние на управляющий сигнал.
9.Заряд батареи.
10.Наводка индуктивных токов между проводниками.
11.Сопротивлениевзависимости от окружающейтемпературы. Наибольшее влияние на выходную скорость оказывают: ко-
эффициенты трения рабочей поверхности колёс, коэффициент трения покрытия, угол наклона роботизированной платформы относительно линии горизонта и заряд батареи.
Также часто имеют место ошибки формирования управляющего сигнала. Остальные факторы, влияющие на выходную скорость роботизированной платформы, либо очень редки, либо незначительны. Поэтому при управлении роботизированной платформой следует впервую очередь учитывать положение самой платформы, материал, из которого изготавливается рабочая поверхность колёс (желательно мягкая, но прочная резина), поверхность, по которой предполагается движение платформы, а также следить за зарядом батареи, не доводя её до критического уровня разрядки. Кроме того, следует максимально защищать формирователь импульсов от воздействий (помех), которые могутпривести квыработкенекорректныхуправляющих сигналов.
Перед началом работы роботизированной платформы необходимо проверять её соответствие стандарту.
Наводку индуктивных токов между проводниками требуется исключать ещё на этапе создания роботизированной платформы. В случае, если данные токи имеют место, необходима разводка проводников или их замена.
Максимальное расстояние от приёмника платформы до передатчика хоста определяется заранее, часто эмпирическим путём.
Изменение сопротивления проводников в зависимости от температуры окружающей среды необходимо учитывать перед запуском платформы, использовать сопротивления, которые не подвержены влиянию необходимой разницы температур.
131
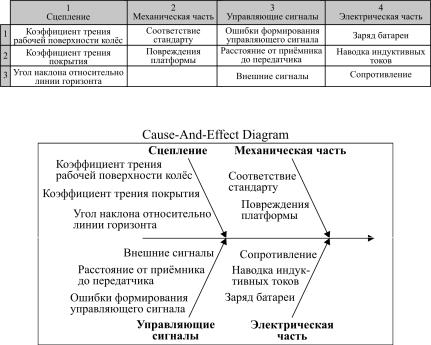
Далее на основе представленной формализации влияния различных факторов на скорость колёсной роботизированной платформы построим диаграмму «причины – результат» в программе
«STATISTICA 8».
Алгоритм построения следующий:
1.Создать таблицу исходных данных (рис. 5.27).
2.Вызвать модуль построения диаграммы: «Statistics» – «Industrial Statistics & Six Sigma» – «Process Analysis Procedures» – «Cause-Effect (Ishikawa, Fishbone) diagrams».
3.В появившемся окне нажать кнопку «Variables»: в левом окне
выбрать первые два пункта– «Сцепление» и «Механическая часть»,
авправом– «Управляющиесигналы» и«Электрическаячасть».
4.Для построения ПСД нажать кнопку «OK» (рис. 5.28).
Рис. 5.27. Исходные данные для построения ПСД
Рис. 5.28. Причинно-следственная диаграмма роботизированной платформы в программе «STATISTICA 8»
132

5.9. ДИАГРАММА РАЗБРОСА
Без математической обработки экспериментальных данных можно на основании графического представления в виде диаграммы разброса оценить характер и тесноту связи между значениями двух переменных. Эта связь позволяет установить зависимость одних показателей от других, например, выявить зависимость между показателями качества и организацией производственного процесса при анализе причинно-следственной диаграммы.
Используя диаграммы разброса, можно устанавливать различные причинно-следственные связи, зависимости между двумя факторами или двумя характеристиками.
Диаграммаразбросастроитсяв следующейпоследовательности:
1.Выбирается число пар данных не менее 25…30 для получения достоверных результатов, по которым планируют и выполняют эксперимент по установлению взаимосвязи y = f (x).
2.Оценивают однородность экспериментальных данных с помощью критерия Ирвина для выявления аномальных значений ряда,
согласно которому аномальной считается точка xi, отстоящая от предыдущей точки xi–1 на величину, большую среднеквадратичного отклонения:
λi = xi −σxi−1 ,
где λi – критерий Ирвина. Точка считается аномальной, если λi > λтаб. Значения λтаб уменьшаются с ростом длины ряда, их значения
приведены ниже.
Значения критерия Ирвина
п |
10 |
20 |
30 |
50 |
100 |
λтаб |
1,5 |
1,3 |
1,2 |
1,1 |
1,0 |
3. Исходя из максимальных и минимальных значений х и y, выбирают масштаб по осям так, чтобы изменение факторов имело
133
место на участках примерно одинаковой длины с числом градаций не более 3…10, используя целые числа.
4.Каждая пара значений yi – xi на графике дает точку пересечения соответствующих осей ординаты и абсцисс. В случае получения одинаковых точек рисуют концентричные кружки, соответствующие, за минус одного, количеству этих значений, либо наносят все точки рядом, либо рядом с точкой указывают общее число одинаковых значений.
5.Время и условия построения диаграммы (общее число наблюдений, Ф.И.О. оператора, собравшего данные, средства измерений, цена деления каждого из них и др.) указывают на ней или рядом.
6.Диапазон изменения x (или y) разбивают на 3…5 равных час-
тей и внутри каждой зоны находят средние значения x j и y j (j – но-
мер зоны) для попавших в нее точек, которые соединяют между собой. Вид ломанойлиниибудетиллюстрироватьвид зависимости y = f (x).
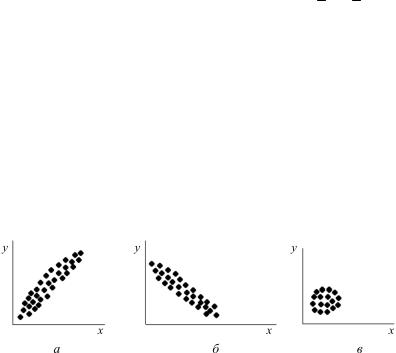
Вид диаграммы разброса отражает характер корреляционной зависимости и свидетельствует об изменении одного из параметров при определенных изменениях другого. Увеличение х на диаграмме (рис. 5.29, а) приведет к увеличению у (прямая корреляция), то есть контролируя причинный фактор X, можно управлять характеристикой Y.
Диаграмма (рис. 5.29, б) свидетельствует об обратной (отрицательной) корреляции: увеличение х приводит к уменьшению у. Контролируя фактор X, можно также управлять фактором Y.
Рис. 5.29. Диаграммы разброса: а – прямая корреляция; б – обратная (отрицательная) корреляция; в – отсутствие корреляции
134

Вид диаграммы (рис. 5.29, в) свидетельствует об отсутствии корреляции, т.е. не наблюдается выраженная зависимость между X и Y. Необходимо проанализировать факторы и выбрать тот, который позволит установить корреляционную зависимость между Х и Y.
Оценка степени корреляционной зависимости осуществляется с помощью коэффициента корреляции, который вычисляется по формуле
|
(xi − x ) ( yi − y ) |
|
|
|
||||||
|
|
n |
|
|
|
|
|
|
|
|
ρ= |
|
i=1 |
|
|
|
|
|
/SX SY |
, |
(5.13) |
|
N |
|
|
|||||||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где xi, yi – значения параметров X и Y для i-го измерения; x, y – сред-
ние арифметические значения величин X и Y; SX, SY – стандартные отклонения величин X и Y; n – число измерений (объём выборки).
Если r = ±1, это свидетельствует о наличии корреляционной зависимости; если r = 0, то корреляционная зависимость отсутствует. Чем ближе r к 1 (по модулю), тем теснее зависимость между параметрами.
С помощью диаграммы разброса можно грамотно решать многие вопросы, например, установить зависимость точности обработки детали от параметров станка, технологического приспособления, инструмента, зависимость прибыли от сокращения брака и др.
5.10.ПОСТРОЕНИЕ ДИАГРАММЫ РАЗБРОСА
ВПРОГРАММЕ «STATISTICA 8»
Используем первый столбец (x) и второй столбец (y) таблицы, представленной в приложении 1 («Исходные данные 1»), для построения диаграммы разброса (рис. 5.30).
Алгоритм построения диаграммы разброса следующий: 1. Создать таблицу исходных данных (см. рис. 5.30).
135
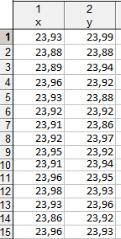
Рис. 5.30. Исходные данные для построения диаграммы разброса
2.Вызвать модуль построения диаграммы: «Statistics» – «Industrial Statistics & Six Sigma» – «Six Sigma (DMAIC) Shortcuts» – «Analyze» – «Correlations» (или «Statistics» – «Basic Statistics and Tables» – «Correlation matrices»).
3.В появившемся окне нажать кнопку «Twolists (rect. matrix)»:
влевом окне выбрать переменную «x», а в правом – переменную «y» (для продолжения нажать кнопку «Continue with current selection»).
4.На вкладке «Quick» нажать кнопку «Graphs» выбрать «Regular», а «Fittype» – «Linear».
5.Нажать кнопку «OK» (рис. 5.31).
Для численного отражения результатов статистического анализа необходимо:
1.Вызвать модуль статистического анализа диаграммы раз-
броса: «Statistics» – «Multiple Regression».
2.В появившемся окне на вкладке «Quick» нажать кнопку «Variables»: в левом окне выбрать переменную «x», а в правом – переменную «y» (для продолжения нажать кнопку «Continue with current selection»). Нажать кнопку «OK».
136
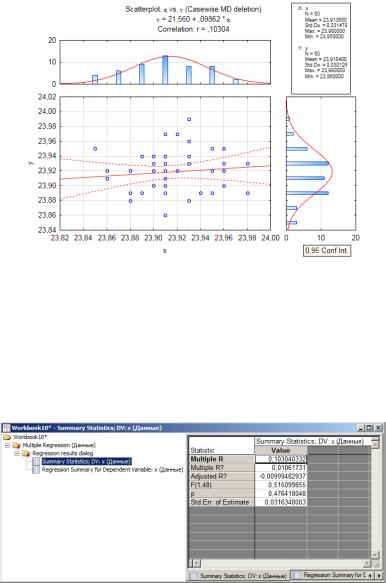
Рис. 5.31. Диаграмма разброса
3.В появившемся окне на вкладке «Quick» нажать кнопку
«Summary: Regression results».
4.Выбрать в дереве элементов «Regression results dialog» пункт
«Summary Statistics; DV:x (Данные)» (рис. 5.32), где «Muliple R?»
и «Adjusted R?» – обобщенный коэффициент детерминации и скорректированный коэффициент детерминации соответственно.
Рис. 5.32. Результаты статистического анализа в программе «STATISTICA 8»
137
Коэффициент детерминации вычисляется по следующей формуле:
|
|
|
|
|
|
|
R2 = 1− |
ESS |
, |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
TSS |
|
где |
|
n |
|
ˆ |
) |
2 |
– сумма квадратов остатков регрессии, |
||
|
|
|
|||||||
ESS = t=1(yt − yt |
|
||||||||
yt , |
ˆ |
– фактические и расчётные значения анализируемой перемен- |
|||||||
yt |
|||||||||
ной; TSS = tn=1( yt − |
|
)2 |
– общаясуммаквадратов. |
||||||
y |
|||||||||
|
|
Недостатки такого коэффициента детерминации заключаются |
|||||||
втом, что добавление в модель новых переменных, даже если они не имеют никакого отношения к анализируемой переменной, увеличивает (не уменьшает) его значение. Поэтому, используя коэффициент детерминации, не совсем корректно сравнивать модели с разным количеством факторов. Для этих целей нужно использовать альтернативные показатели.
Применяя скорректированный коэффициент детерминации,
вкотором используются несмещённые оценки дисперсий, можно сравнивать модели с разным числом признаков:
Radj |
2 = 1− (1− R2 ) |
(n − 1) |
, |
|
(n − k) |
||||
|
|
|
где n – количество наблюдений, k – количество параметров.
Он даёт штраф за дополнительно включённые признаки, и в этом случаечислорегрессоров(признаков) невлияетнастатистикуR2.
Свойства коэффициента детерминации могут нарушаться для конкретной реализации в случае отсутствия в линейной множественной регрессии константы. Поэтому сравнивать по критерию R2 модели регрессии со свободным членом и без него нельзя. Эту проблему можно решить, используя обобщённый коэффициент детер-
минации R2multipe, который совпадает с исходным для уравнения регрессии со свободным членом.
В этом случае рассматривается проекция единичного вектора на плоскость объясняющих переменных.
138

Для случая регрессии без свободного члена
R2 |
=1 |
− Y' (I − P(X)) Y |
, |
multiple |
|
Y' (I − π(X)) Y |
|
где X – матрица n × k значений признаков; P(X) = X· (X'·X)–1·X' – проектор на плоскость;
π(X) = P(X) in i'n P(X) , i'n P(X) in
где in – единичный вектор n × 1; символ «′» означает транспонирование вектора.
Согласно полученным результатам (рис. 5.31) значения обобщённого и скорректированного коэффициентов детерминации близки к нулю, что свидетельствует об отсутствии линейной взаимосвязи переменных x и y.
5.11. КОНТРОЛЬНАЯ КАРТА
Карта статистического контроля процесса (СКП) или «контрольная карта процесса» графически отображает данные, последовательно наносящиеся на график, полученные из выборок, отбирающиеся в ходе реализации технологического процесса. На карты СКП наносят «контрольные границы», выход за которые характеризуют изменчивость процесса, т.е. контрольные карты позволяют оценивать стабильность процесса. Изучая положение относительно контрольных границ данных, можно судить о стабильности исследуемого процесса.
На график можно наносить либо данные измерений, либо вычисляемые данные исследуемого параметра изделия или процесса. При анализе переменных данных контрольная карта обычно используется для контроля изменений некоторого центра процесса, а для проверки изменений изменчивости процесса – специальная контрольная карта.
139
Обычная форма контрольной карты для переменных данных называется «контрольной картой Шухарта». Для применения контрольных карт при специальных обстоятельствах используются другие формы со свойствами, удобными для работы. Это могут быть карты кумулятивных сумм, обладающие повышенной чувствительностью к небольшим изменениям в процессе, и карты скользящего среднего значения (постоянных или взвешенных), которые путем сглаживания краткосрочных изменений позволяют выявить устойчивые тенденции (тренды).
Область применения. Карты СКП используют для обнаружения изменений в исследуемом процессе. Данные отдельных результатов измерений или некоторые статистические данные (выборочные средние) сравнивают со значениями границ регулирования, и выход некоторой точки данных за границы регулирования свидетельствует об отклонении процесса от заданного вследствие влияния некоторой неслучайной причины. В связи с этим необходимо исследовать причину выхода за установленные границы и отрегулировать процесс, исключающий ее появление. Применяя СКП, можно добиться стабилизации процесса, тем самым его улучшая.
Совершенствование использования контрольных карт дает возможность применять их на стадии более раннего выявления изменений процесса или повысить чувствительность к малым изменениям. Для этого необходимо внести дополнительные критерии при интерпретации трендов и типичные фрагменты в нанесенные на карту данные.
Достоинства. Контрольные карты, обеспечивая пользователю наглядное представление данных, дают ему возможность отличить изменения, вызванные случайными причинами, от изменений, вызванных неслучайными причинами.
Различные контрольные карты можно использовать для выявления изменений в центре процесса или его изменчивости, а также при проведении корректирующих действий для поддержания или восстановления стабильности процесса.
140