

Статистические исследования контроля качества в автоматизированных
..pdfРис. 5.65. Контрольная карта «3 сигма»
Вывод: все точки находятся в пределах границ регулирования, следовательно, процесс находится в стабильном состоянии.
5.12.2. Контрольные карты для регулирования по качественным признакам
5.12.2.1. Контрольная карта «p» с постоянным объёмом выборки
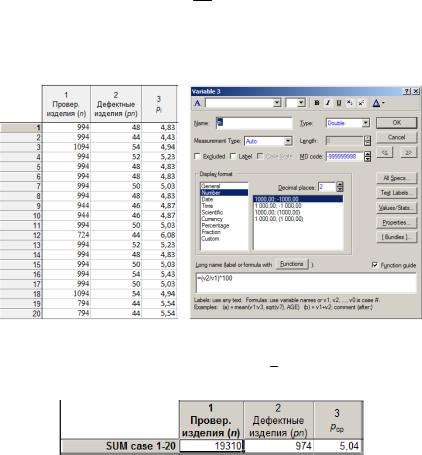
Исходные данные для контрольной карты p с постоянным объёмом выборки представлены на рис. 5.66.
Найдем процент дефектных изделий pi по формуле
pi = pn 100 %. n
Введем эту формулу в окно свойств переменной и получим значения pi (рис. 5.66).
201

Рис. 5.66. Исходные данные и расчёт процента дефектных изделий pi
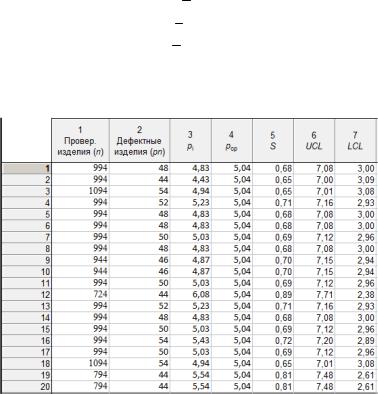
Находим оценки процента брака p = p и S по формулам
(рис. 5.67):
|
|
pn |
|
|
|
(100 − |
|
) |
|
|
= |
; S = |
|
p |
p |
. |
|||
p |
n |
|
|
|
|||||
|
|
n |
|||||||
Вычислим координаты границ регулирования:
–центральная линия CL = p ;
–верхняя граница UCL = p + 3 S = 14,91;
–нижняя граница LCL = p − 3 S = 7,45.
Согласно полученным данным построим контрольную карту
(рис. 5.68).
Вывод: не все точки находятся внутри границ регулирования, следовательно, это может свидетельствовать о нестабильности технологического процесса в определённый момент времени или о наличии ошибки в системе измерений, обусловленной различными факторами.
202

Рис. 5.67. Расчёт параметра S
Рис. 5.68. Контрольнаякартаp спостояннымобъёмомвыборки
203
5.12.2.2. Контрольная карта «p» c переменным объёмом выборки
Исходные данные для контрольной карты p с постоянным объёмом выборки представлены на рис. 5.69.
Найдем процент дефектных изделий pi по формуле
pi = pn 100 %. n
Введем эту формулу в окно свойств переменной и получим значения pi (см. рис. 5.69).
Рис. 5.69. Исходные данные и расчёт процента дефектных изделий pi
Находим оценки процента брака p = p и S (рис. 5.70).
Рис. 5.70. Оценка процента брака
204
Поскольку число проверенных изделий непостоянно, то S находится для каждой выборки отдельно.
Вычислим координаты границ регулирования:
–центральная линия CL = p ;
–верхняя граница UCL = p + 3 S ;
–нижняя граница LCL = p − 3 S .
Верхняя и нижняя границы рассчитываются отдельно для каждой выборки (рис. 5.71).
Рис. 5.71. Расчёт контрольной карты
Согласно полученным данным построим контрольную карту
(рис. 5.72).
Вывод: все точки находятся внутри границ регулирования, следовательно, технологический процесс находится в стабильном состоянии.
205
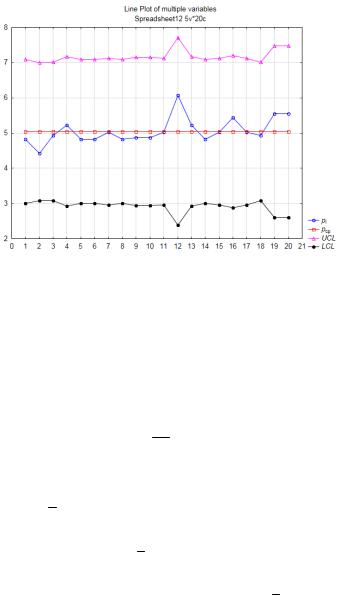
Рис. 5.72. Контрольная карта p с переменным объёмом выборки
5.12.2.3. Контрольная карта «pn»
Исходные данные для контрольной карты pn представлены на рис. 5.73.
Найдем процент дефектных изделий pi по формуле
pi = np 100 %. n
Введем эту формулу в окно свойств переменной и получим значения pi (рис. 5.73).
Найдем p по формуле
p= pn .
n
При расчёте в программе «STATISTICA 8» p = 0,20.
206

Рис. 5.73. Исходные данные и расчёт процента дефектных изделий pi
Найдем pn по формуле
|
|
|
k |
pni |
|
|
|
|
|
|
|
( |
ni |
) 100% |
|
||
|
|
|
|
|
||||
|
pn = |
i=1 |
|
|
. |
|
||
|
|
|
|
|
||||
|
|
|
k |
|
|
|||
|
|
|
|
|
|
|
|
|
Для этого сначала посчитаем сумму pni |
n (рис. 5.74), а затем |
|||||||
|
|
|
|
|
|
|
|
i |
умножим на 100 и разделим на k = 25, в результате pn = 20,45
(рис. 5.75).
Вычисляем координаты границ регулирования:
– центральная линия CL = pn ;
– верхняя граница UCL = |
pn |
+ 3 |
|
pn |
(1− |
|
|
) = 32,60; |
|||||
|
p |
||||||||||||
– нижняя граница LCL = |
|
− 3 |
|
(1− |
|
) = 8,38. |
|||||||
pn |
pn |
||||||||||||
p |
|||||||||||||
|
|
|
|
|
207 |
||||||||
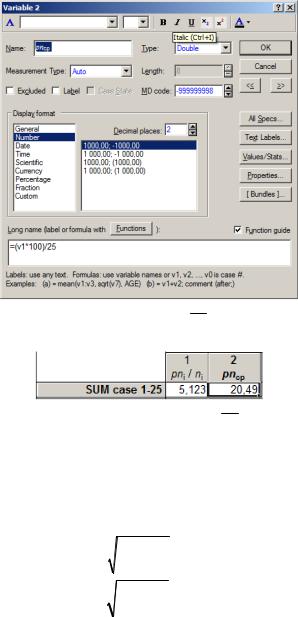
Рис. 5.74. Расчёт pn
Рис. 5.75. Результат расчёта pn
Согласно полученным данным построим контрольную карту
(рис. 5.76).
При расчётах контрольные пределы брака (верхний и нижний) по другим формулам метода получились равными:
|
|
|
|
|
|
(1− |
|
|
) |
|
= 44,71; |
||
|
+ 3 |
|
|
p |
p |
||||||||
p |
|||||||||||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
n |
|||||||
|
|
|
|
|
(1− |
|
) |
= −3,73. |
|||||
|
− 3 |
|
|
p |
p |
||||||||
p |
|||||||||||||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
n |
|||||||
208
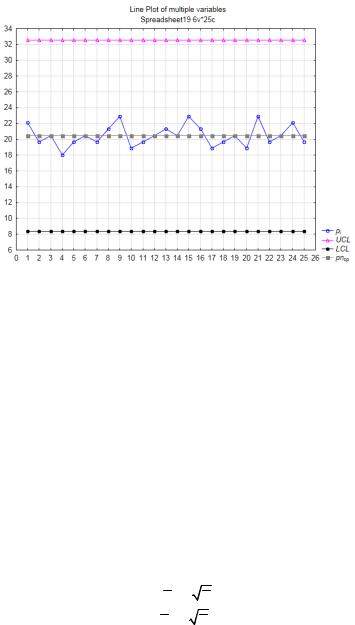
Рис. 5.76. Контрольная карта pn
Вывод: все точки находятся внутри границ регулирования, следовательно, технологический процесс находится в стабильном состоянии.
5.12.2.4. Контрольная карта «с»
Исходные данные для контрольной карты с представлены на рис. 5.77.
Найдем с командой «Means» через контекстное меню «Statistics of Block Data» – «Block Columns»:
с = 52,6.
Вычислим координаты границ регулирования в таблице
(рис. 5.78):
–центральная линия CL = с ;
–верхняя граница UCL = c + 3 c = 74,36;
–нижняя граница LCL = c − 3 c = 30,84.
209
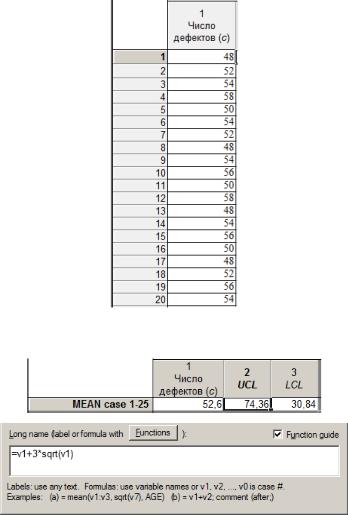
Рис. 5.77. Исходные данные
Рис. 5.78. Расчёт координат границ регулирования
Согласно полученным данным построим контрольную карту
(рис. 5.79).
210